D-serie LEVEL II.pdf - 第145页
C&P6/12 Placement Head Boards at C&P12 Settings S tude nt Guide Advanced Level 2 SIPLACE D Series EN 05/2007 C&P6/12 Placement Head 8-19 8.6 Settings 8.6.1 Boards at C&P12 All the settings described in th…

C&P6/12 Placement Head
Vacuum Check Throughput Test for Vacuum-Holding Circuit
Student Guide Advanced Level 2 SIPLACE D Series
C&P6/12 Placement Head EN 05/2007
8-18
8.5.3 Throughput Test for Vacuum-Holding Circuit
Through the installation of the placement head, the silicon tube for supplying the holding circuit with
vacuum can become jammed, especially in HF/X/D3 machines.
The lower throughput reduces the holding force for the components during the placement process. This
means that components can be displaced on the nozzle, both before and after the component camera.
If this happens before the camera, the component may be moved out of the pickup tolerance. After the
camera, displacement can lead to random, uncorrectable placement offsets.
This fault can be recognized with the SITEST 'throughput test".
C&P12/6
Perform the following steps:
X Return all C&P head nozzles.
X Measure the holding circuit vacuum. Typical values are around 900 mbar (values over 900 are
shown as 900).
X Open a segment in the reject circuit and
X step the star one position.
X Measure the holding circuit vacuum. Values higher than 800 mbar are OK.
X Open another segment in the reject circuit and
X step the star one position.
X Measure the holding circuit vacuum. Values higher than 700 mbar are OK.
Values around 600 mbar are reached at around half the diameter of the silicon supply tube.
Vacuum values in the holding circuit which only reach 500 mbar are no longer sufficient to guarantee the
holding circuit function. (Values under 400 mbar are only shown as -1)
C&P6/12 Placement Head
Boards at C&P12 Settings
Student Guide Advanced Level 2 SIPLACE D Series
EN 05/2007 C&P6/12 Placement Head
8-19
8.6 Settings
8.6.1 Boards at C&P12
All the settings described in this chapter are head-specific and apply here for the C&P12.
8.6.1.1 8-Fold DIP Switch of the Gantry Head Distributor (incl. Switch S1) – C&P6/12
Switches P0 and P1:
Switch S1:
ON – Test mode (without delay)
OFF – Default state (with delay of 3.6 ms+/- 300 us) means: Z-axis moves downwards, the top LB
is released and the LB down is enabled after a delay of 3.6 ms.
See also:
J Description of LEDs on the Gantry Head Distributor [J6-15]
J 6.3.3.1 Gantry Head Distributor [J6-13]
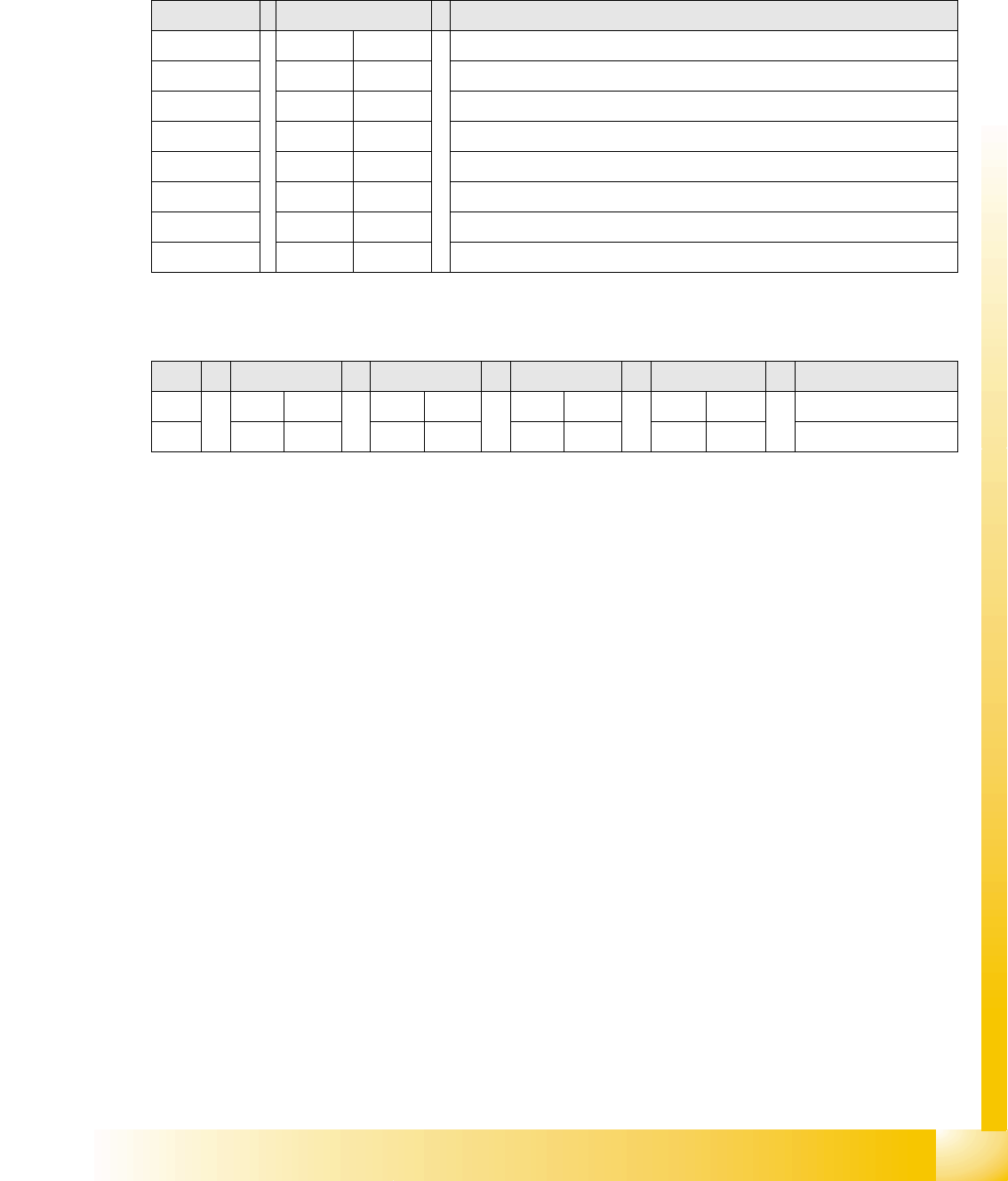
DIP switch Switch position Designation
1 OFF P0 (see below)
2 OFF P1 (see below)
3 OFF "S1" for test mode (see below)
4 OFF BL – activates boot loader for the serial port
5 OFF Res (Reset) – 16 bit CAN processor (TQ module)
6 OFF C0 – currently no function
7 OFF C1 – currently no function
8 OFF S2 – switch for DLM head (currently no function)
S Gantry 1 Gantry 2 Gantry 3 Gantry 4 Designation
1 OFF ON OFF ON P0
2 OFF OFF ON ON P1
Gantry selection via switches P0 and P1:
C&P6/12 Placement Head
Settings Overview of Settings for C&P12
Student Guide Advanced Level 2 SIPLACE D Series
C&P6/12 Placement Head EN 05/2007
8-20
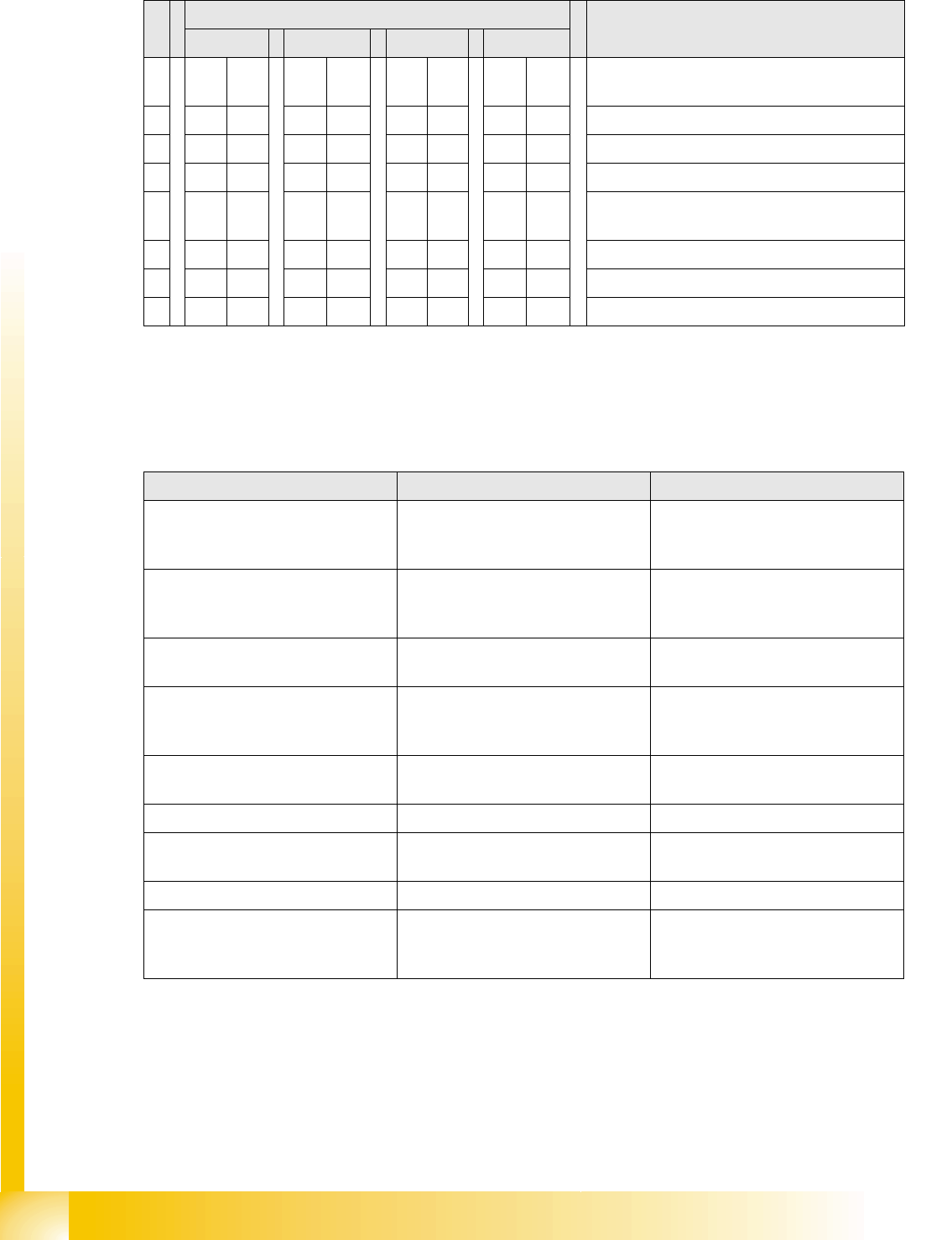
8.6.1.2 DIP Switch on Vision Board
* You may find that not all gantries are available - this depends on the machine type.
8.6.2 Overview of Settings for C&P12
S Setting for gantry* Note
1 2 3 4
1 OFF OFF OFF OFF Boot mode – 16 bit CAN processor via
connector X11
2 OFF OFF OFF OFF Reset – 16 bit CAN processor on subboard
3 OFF ON OFF ON P0 - address switch 1 --> gantry
4OFF OFF ON ONP1 - address switch 2 --> gantry
5 OFF OFF OFF OFF WPE - write protect enable, currently
deactivated
6 OFF OFF OFF OFF CAN R - switch terminating resistor CAN bus
7ONONONONTest 1 - CAN 1 MBit/s --> ON
8ONONONONTest 0 - CAN IDs --> ON
Description Tools &Equipment Adjustments
Mounting the star onto the motor
shaft of the star motor
Adjustment with the power pack and
the gauge for the star
Check the magnetic neutral position
in SITEST.
(max. deviation 95 digits)
Determine zero point correction for
the star
Gauge for zero point correction /
SITEST
Determine zero point correction
value in SITEST
--> enter positions.
Switch position on star motor
(resolution of track signals 10 - 25)
None HF/X/D machines at switch position
25
DP-axis Incremental encoder
adjustment to the glass scale
(segment)
Parallel pin 1,4 - 1,6 mm Distance 1,5 mm
Adjustment mechanical position of
valve positioning drives
Distance gauge 0.2 mm 0.2 mm distance plunger to the valve
frame
Light barrier bottom position Z-axis Parallel pin 1,0 mm Distance 1,0 mm
Clamping device on Z-belt Tension jack must lie on the belt
teeth at the top and bottom.
Belt tension of the Z-axis Belt tension device Belt tension 280 +/- 5 Hz
Setting the stop for the Z-axis Gauge for the Z end stopper
[03019865-xx]
Correct position are necessary to
determine the zero point correction
Z-axis.