KE-3010_MS参数.pdf - 第72页
MS 参数 4-37 4-13 AT C 偏移量 4- 13 - 1 功能 取得 ATC 的各点的装配位 置。 4- 13 - 2 使用模具 本项目中使用以下模具 。 • ATC 偏移量 boss 7 0 (4005331 0) • ATC 偏 移量 boss 8 0 (4005331 1) KE - 3010 用 KE - 3020V/20VR 用 4- 13 - 3 操作 从菜单中选择 “ 偏移量 设置( O ) ” - “ATC …
MS
参数
4-36
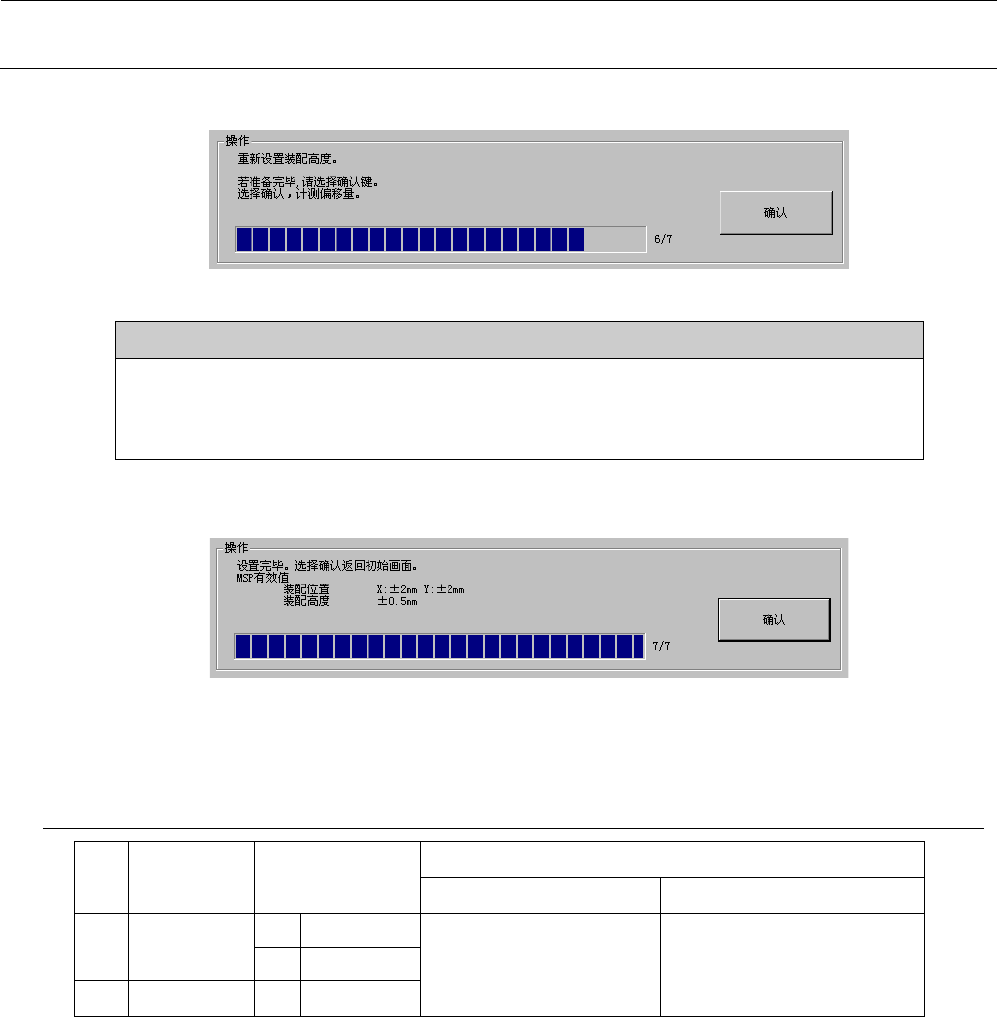
<操作・
6/7
>
HMS的XY偏移量的计测结束后,请按“确认”按钮,再次进行高度计测。
•
计测内容
① 分别计测校准台上的9处高度。
② 在取得的9处高度中,去除最高2处、最低2处,将剩余的5
处之平均值作为装配高度,
并进行更新。
<操作・
7/7
>
所有的计测结束后,会显示以下的对话框。
按下“确认”后,返回初始设置画面。
4-12-4 MSP
容许值
No.
项目
MSP
容许值
MSP
值不良时
出现的问题
检测(更换)项目
1
装配位置
X ±2mm
吸取高度示教不良 装配位置精度
Y ±2mm
2
装配高度
Z ±0.5mm
MS
参数
4-37
4-13 ATC
偏移量
4-13-1
功能
取得ATC的各点的装配位置。
4-13-2
使用模具
本项目中使用以下模具。
• ATC偏移量boss 70 (40053310) • ATC偏移量boss 80 (40053311)
KE-3010用 KE-3020V/20VR用
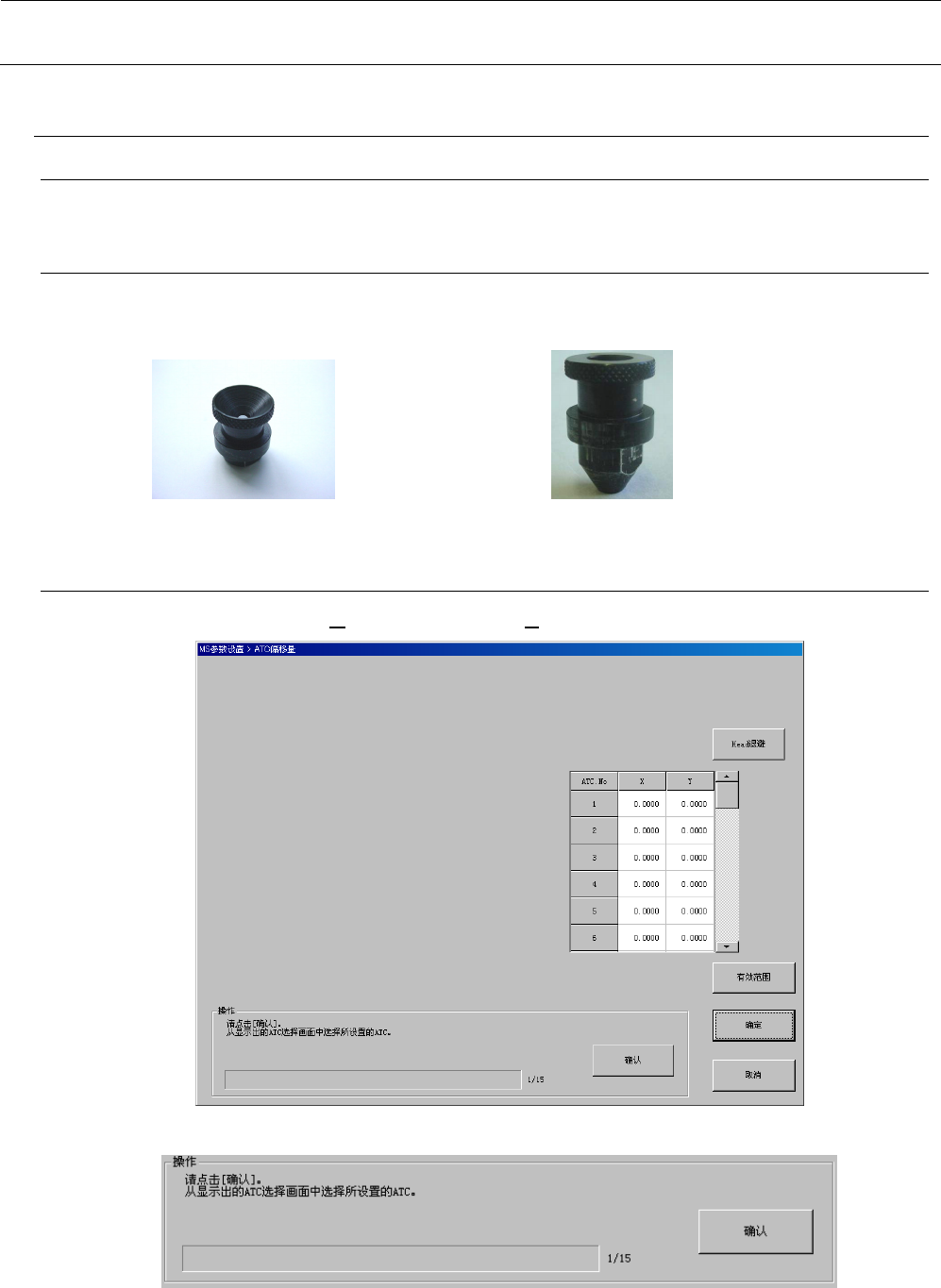
4-13-3
操作
从菜单中选择“偏移量设置(O)”-“ATC偏移量(A)”,会显示以下对话框。
<操作・
1/15
>
请按下“操作”框内的“确认”按钮。
选择“确认”后,将显示“ATC选择”对话框,故请选择想要取得的ATC编号。选择完毕后,
请选择“确定”按钮。
MS
参数
4-38
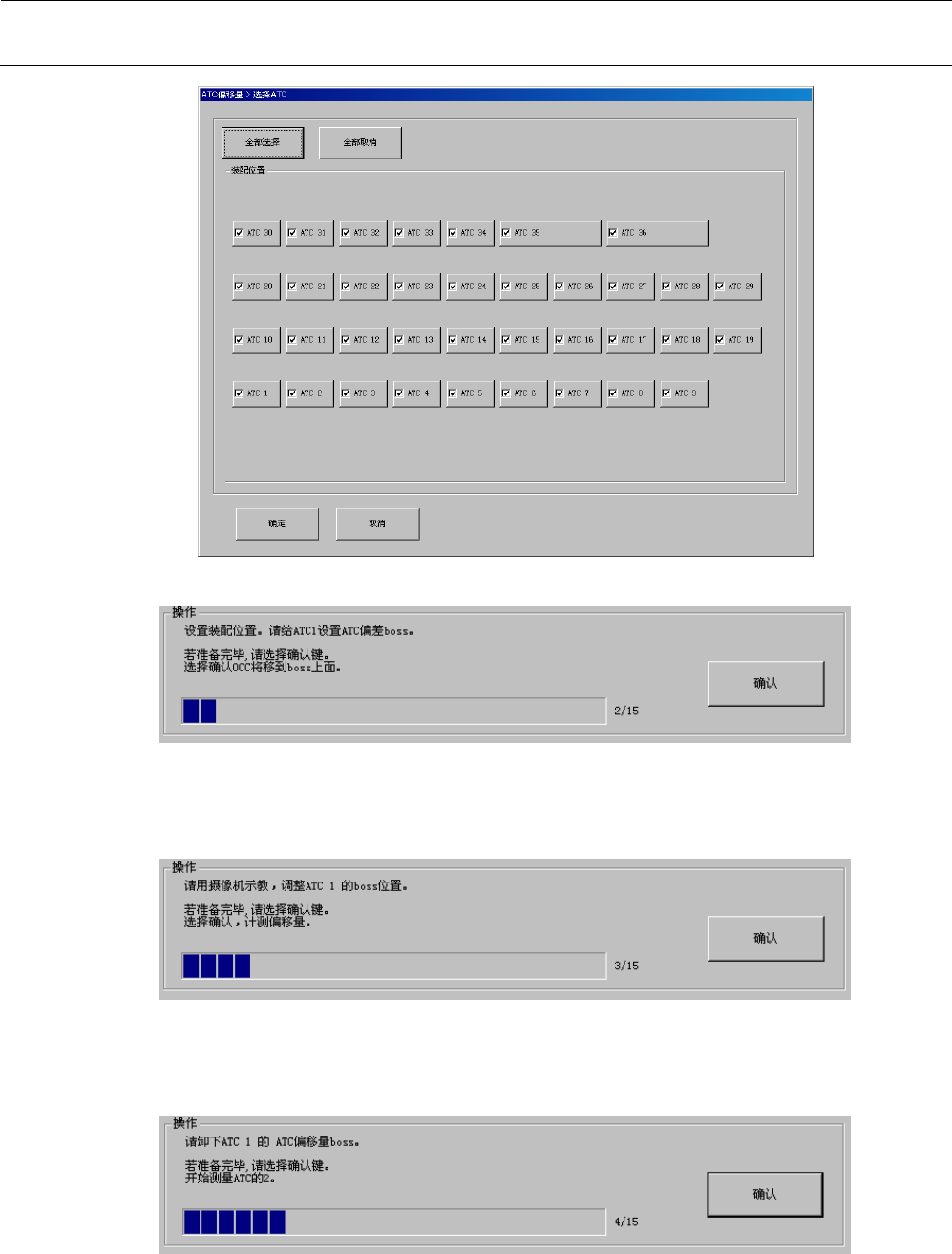
<操作・
2/15
>
结束“ATC选择”对话框后,请将偏差boss(凸起模具)设置到“操作”框内所示的ATC位
置上,按“确认”按钮。“确认”按钮被按下后,以OCC基准移动到boss上。
<操作・
3/15
>
请利用示教进行调整,使boss位于画面的中央。示教完成后,按“确认”按钮,机器即进
行中心的计测,执行装配位置(X,Y)的计算。
<操作・
4/15
>
计测结束后,请从计测过的位置上卸下偏差boss模具,准备完毕后请按“确认”按钮。“确
认”按钮被按下后,即向下一个ATC的计测位置移动,选择几次就重复几次同样的操作。