KE-3010_MS参数.pdf - 第89页
MS 参数 4- 54 4-20 台架校正 4- 20 - 1 功能 出厂前,为了根据台架 的弯曲状态 补正台架标记识 别位置,会测量台架的 弯曲状态。 因此,本项目仅在 JUKI 公司有指 示时才要进行变 更。 4- 20 - 2 使用模具 主台架 4- 20 - 3 操作 选择 “ 偏移量设置(O ) ” - “ 台架校正( K ) ” ,会显示如下 的台架校正设置 对话框。
MS
参数
4-53
<操作・
5/7
>
505吸嘴的计测结束后,按下“确认”按钮。
“确认”按钮被按下后,即向装配高度计测位置移动。
<操作・
6/7
>
通过示教调整装配高度计测位置完成后,按下“确认”按钮。
•
自动计测内容
① 启动Head的真空,读入真空值。此时,若真空值低于−80KPa,即作为出错。
② 下降Z轴,至Head与SOT检查台接触为止。
③ 进一步下降Z轴,测量真空值低于−80KPa的位置。
④ 根据第③步计测到的位置和用于计测的吸嘴的长度,算出SOT方向检查台装配高度并
进行更新。
<操作・
7/7
>
测量结束后会显示上述操作说明,故请根据拆卸指示卸下吸嘴。
吸嘴拆卸完成后,按“确认”按钮,返回初始画面。
MS
参数
4-54
4-20
台架校正
4-20-1
功能
出厂前,为了根据台架的弯曲状态补正台架标记识别位置,会测量台架的弯曲状态。
因此,本项目仅在JUKI公司有指示时才要进行变更。
4-20-2
使用模具
主台架
4-20-3
操作
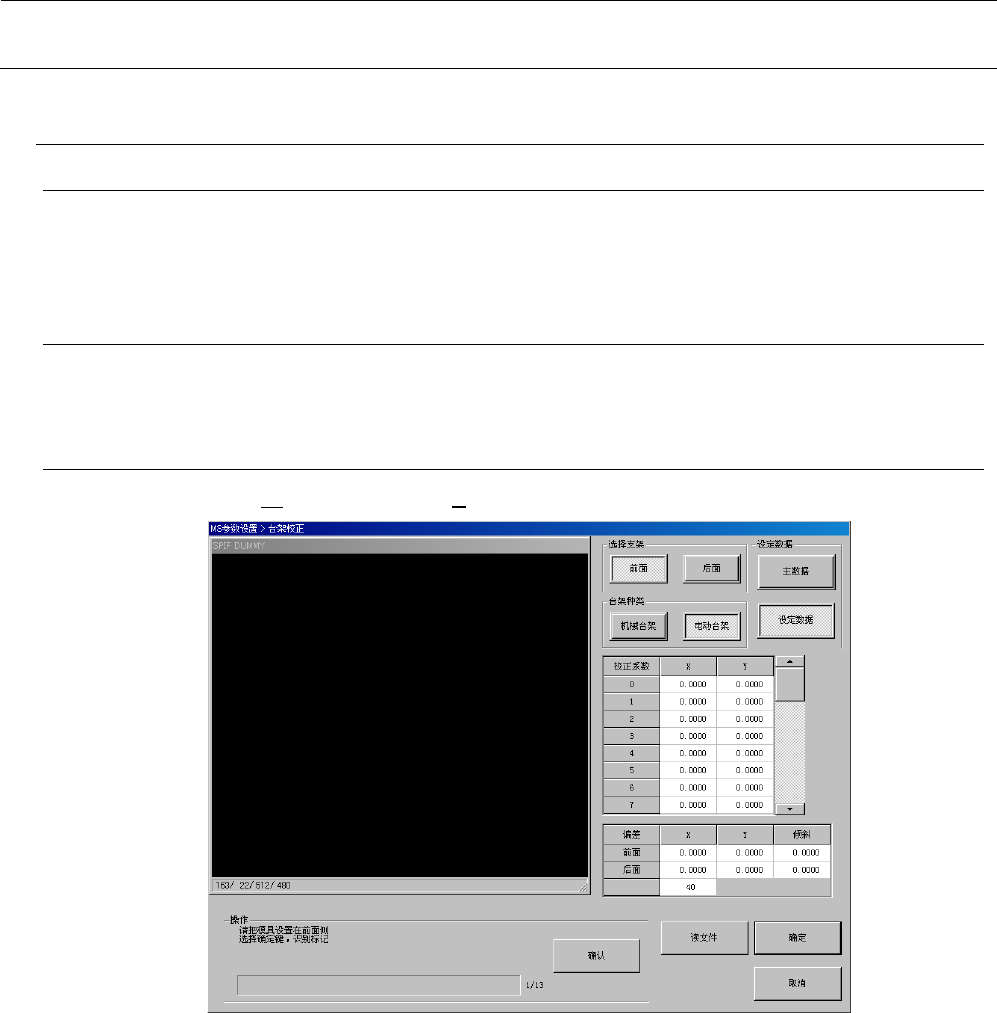
选择“偏移量设置(O)”-“台架校正(K)”,会显示如下的台架校正设置对话框。
MS
参数
4-55
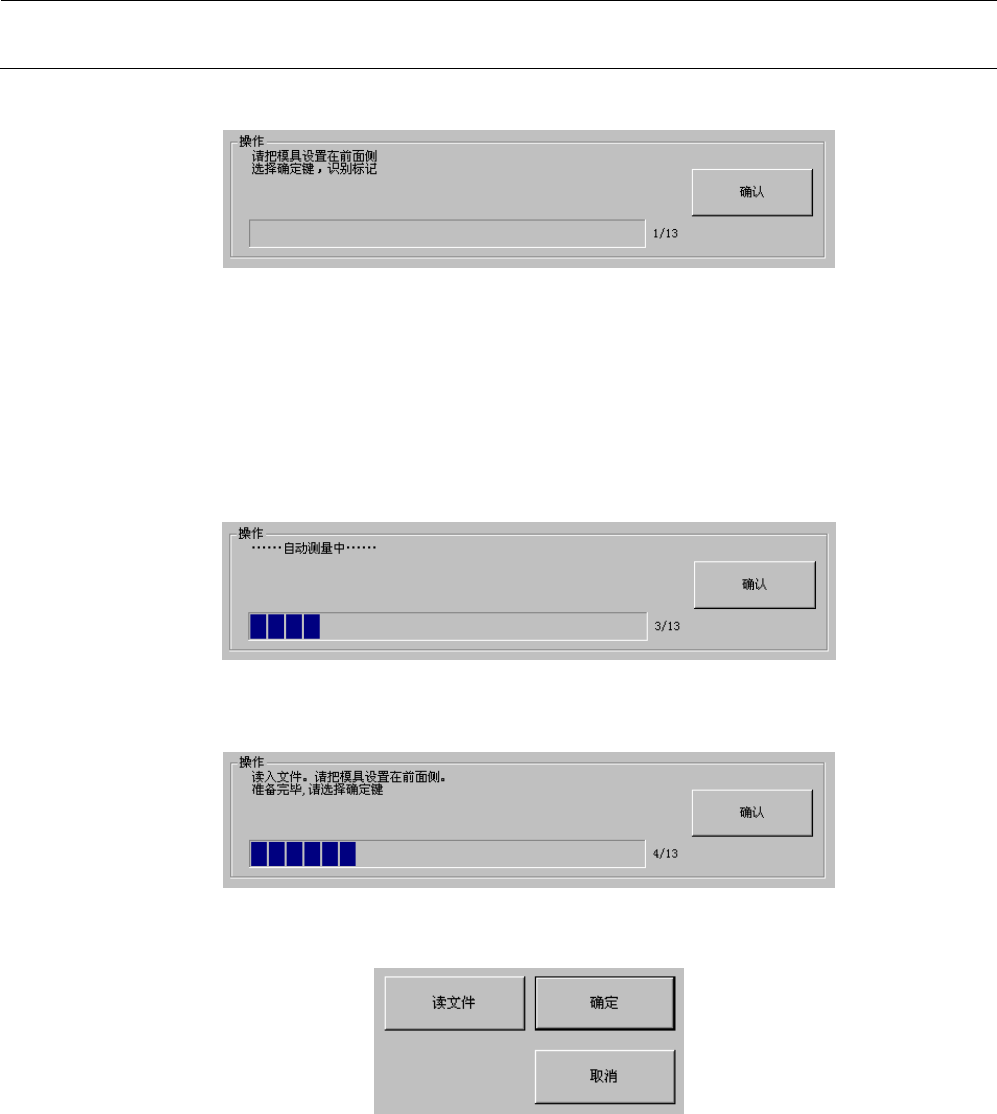
<操作・
1/13
>
将模具装在前侧。
<模具的安装>
• 将主台架设置在台架安装位置
• 连接导线,接通开关,使主台架LED亮灯。
准备完成后按下确认。于是进行前侧的自动测量。
<操作・
3/13
>
在<操作·1/13>中按下确认后,自动测量过程中会显示上面的画面。
<操作・
4/13
>
第一次自动测量结束后,会显示上面的画面。
请按下下图中的文件读入按钮,读入主数据。
按下“读入文件”按钮后,会显示打开文件的对话框。为读入主数据,请选择主数据文件,
该文件中存有预先用三维测量机测量的主台架的设置。
读入结束之后,准备好后按下确认。再次开始前侧的自动测量。
自动测量结束后,会显示前侧的偏移量。