JM-20_动作说明书.pdf - 第13页
Rev 1.0 动作说明书 2-5 2-3-1-2 性能 用于 LNC 轴驱动的 Z 电动机及 θ 电动机的性能如下表所示。 项目 规格 备注 额定输出 30 [W] 额定转速 3000 [r/min] 最大转速 9000 [r/min] 编码器分辨率 262144 [pulse/rev] 编码器输出 三菱串行 Z 电动机 指令 1 脉冲的移动量 0.00125 [mm] 额定输出 30[W] 额定转速 3000 [r/min] 最大转…
Rev 1.0
动作说明书
2-4
2-3 贴装元件用的贴装头轴(Z, θ轴)
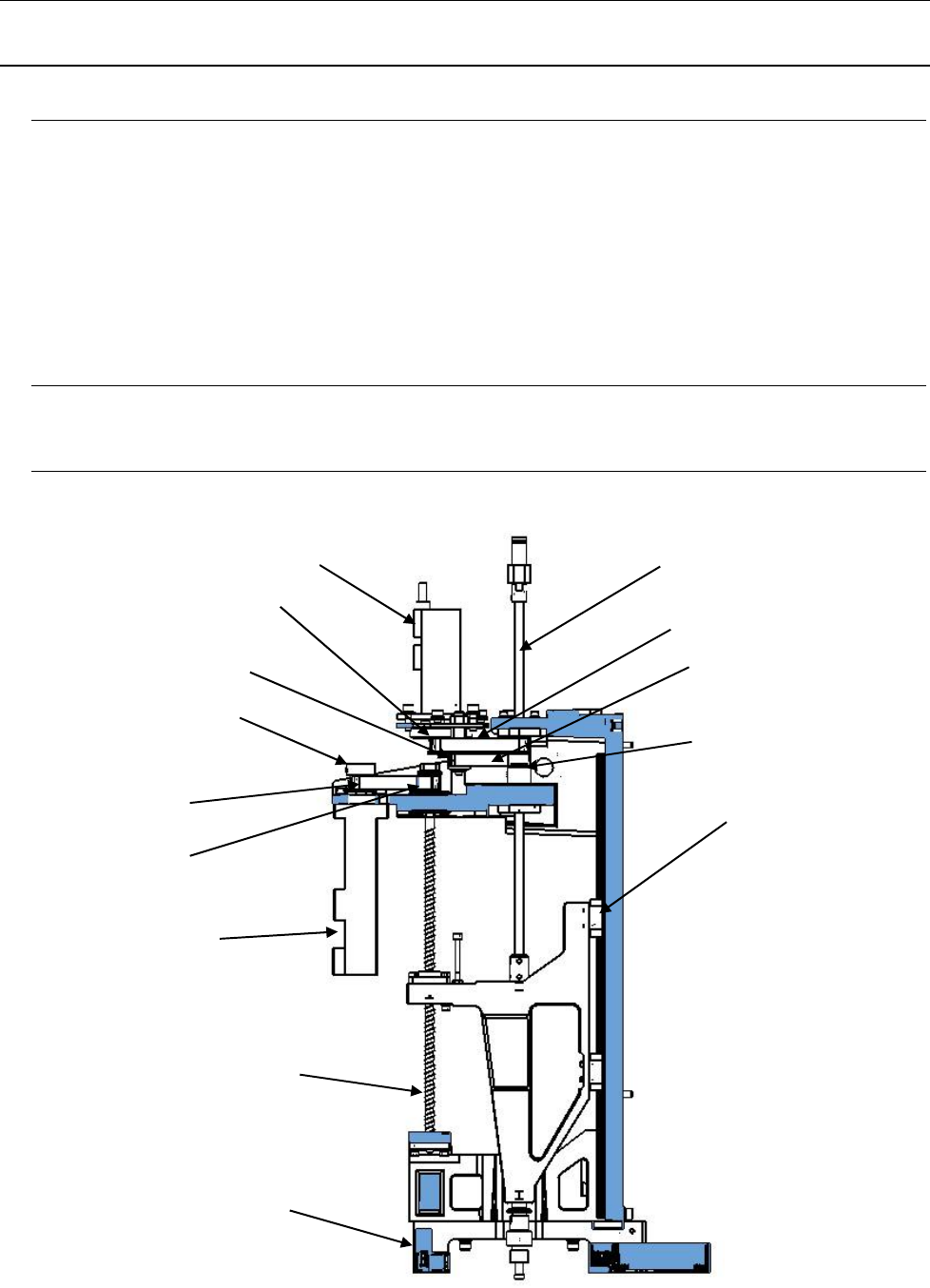
贴装元件用的贴装头的轴是 LNC120 轴,以激光识别贴装元件,其结构如下图所示。
Z 轴是向吸取元件或贴片时的动作方向,也即向上下方向(从贴装头正面看是从上向下、从下向上驱
动)进行驱动的轴。
θ 轴是向元件识别或贴片角度控制时的动作方向,也即向旋转方向(从贴装头正面看是向右转、向左
转的旋转驱动)进行旋转驱动的轴。Zθ 轴均以半闭环控制驱动。
此外,Z 轴由 6 轴的各自电动机进行控制,但 θ 轴则是 3 轴同时驱动,也就是对 L1~L3 和 L4~L6 分
别各以 1 台电动机进行控制。
2-3-1 LNC120 轴
是利用激光识别贴装元件的轴,总共由6轴组成。
2-3-1-1 组成
(1) LNC120 轴的组成如下所示。
LNC120
滚珠花键
滚珠螺杆
T 空转轮
Z 皮带轮
同步皮带 Z
Z 电动机
直线导轨
花键皮带轮
T 张紧器皮带
θ 电动机
T 电动机皮带轮
Z 电动机皮带轮
T 电动机皮带
・Z 轴减速比 1
.0
・θ 轴减速比 1.0
Rev 1.0
动作说明书
2-5
2-3-1-2 性能
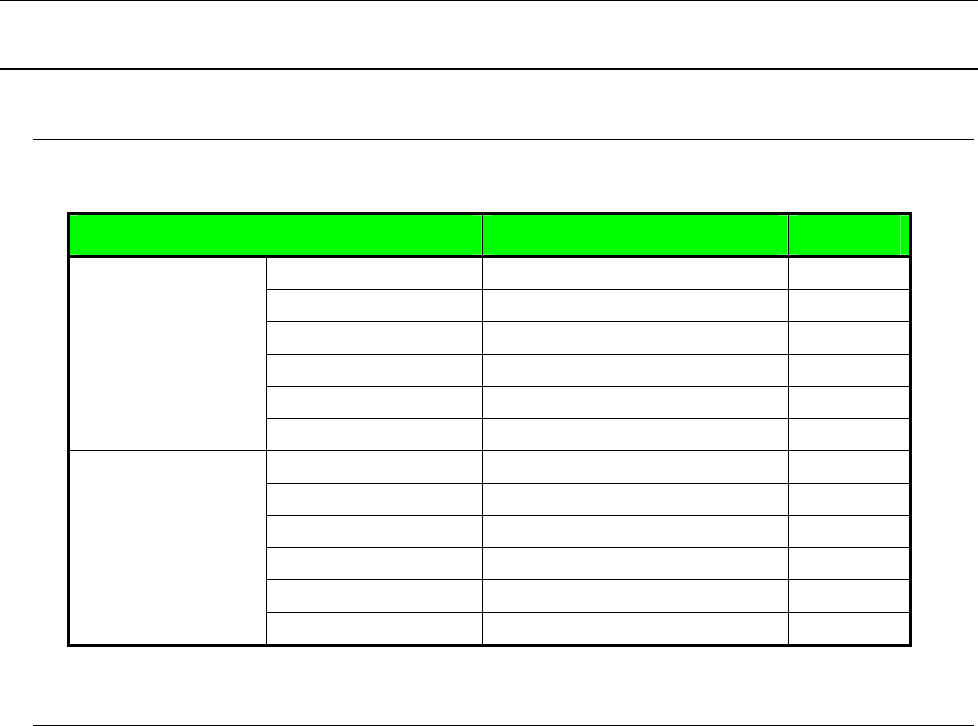
用于 LNC 轴驱动的 Z 电动机及 θ 电动机的性能如下表所示。
项目 规格 备注
额定输出 30 [W]
额定转速 3000 [r/min]
最大转速 9000 [r/min]
编码器分辨率 262144 [pulse/rev]
编码器输出 三菱串行
Z 电动机
指令 1 脉冲的移动量 0.00125 [mm]
额定输出 30[W]
额定转速 3000 [r/min]
最大转速 6000 [r/min]
编码器分辨率 262144 [pulse/rev]
编码器输出 三菱串行
θ 电动机
指令 1 脉冲的移动量 0.005 [deg/pulse]
2-3-1-3 故障检测
① 以伺服放大器进行通信故障检测,当电缆线脱落时发出 ALM16,伺服断开。
② 以伺服放大器进行通信故障检测,因断线等导致通信故障发出 ALM20,伺服断开。
③ 伺服断开时,利用装有元件贴装头的贴片头抬升气缸产生轴的上升动作,所有轴上升到 XY 移动高
度。
Rev 1.0
动作说明书
3-1
3 关于各项功能
3-1 原点复归动作
3-1-1 X, Y, Z, θ轴
3-1-1-1 原点复归动作的时机
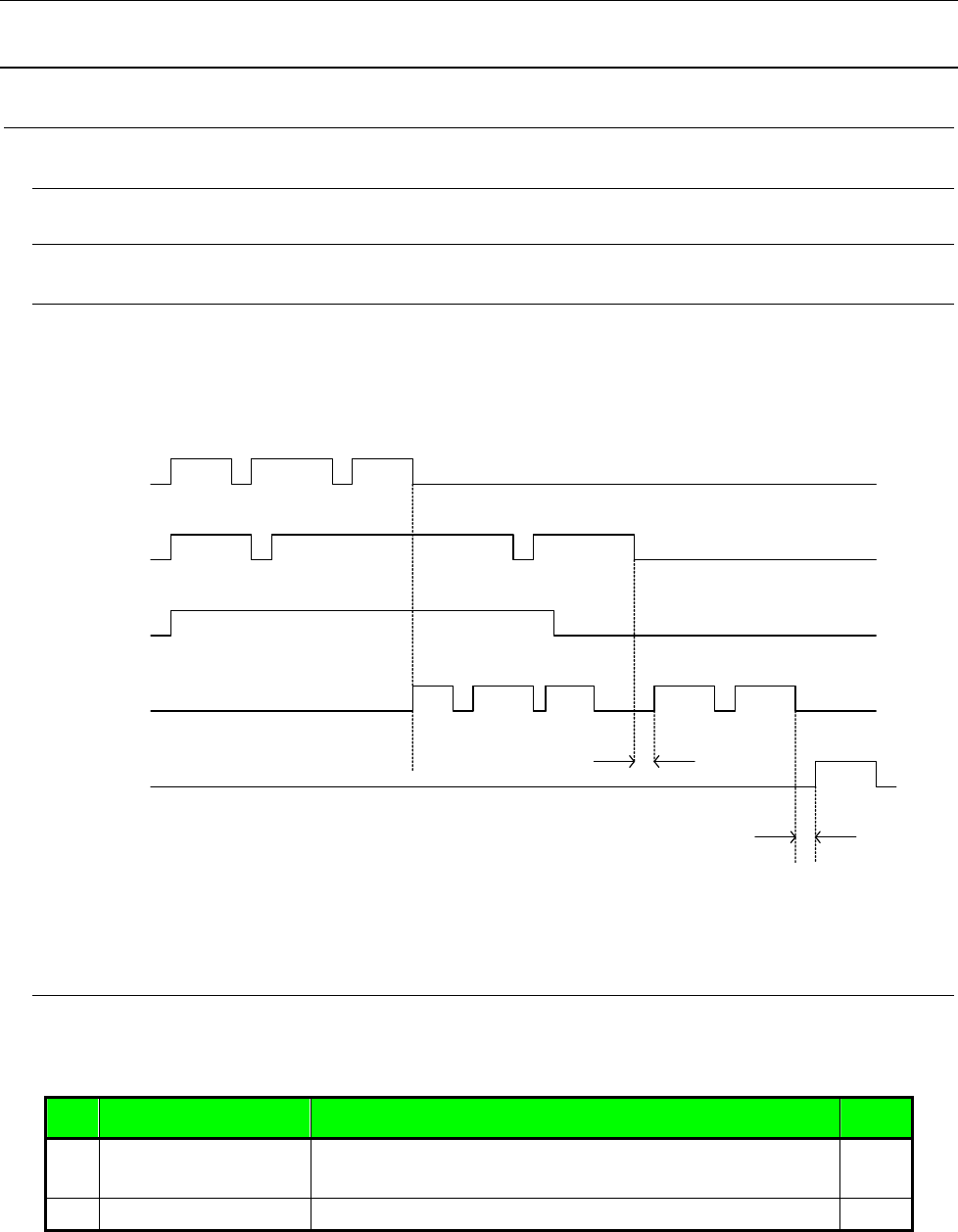
Z,θ 的所有轴和支撑台轴同时开始原点复归。XY 轴是在 Z 轴原点复归结束、达到安全的高度之后再
开始动作。为了确认所有轴的原点定位结束,在 CAL 块上进行等候,确认动作结束后,经过 200msec
后拍摄 CAL 块的第一标记。将标记识别结果用于 XY 的坐标校正,结束原点复归。并且,为了使 θ 轴
的编码器与 LNC 的计数一致,将 LNC 的计数器复位。
200
300
安全
高度
预备
动作
Z 轴
原点复归
θ 轴
预备动作
原点复归
偏
心吸
收
角度
支撑台轴
原点复归
XY 轴
确定
原点
CAl BlK
预备
动作
识别
原点
复归
LNC 计数器
复位
复位
3-1-1-2 原点复归动作之后的LNC检测动作
在原点复归动作中执行 CAL 块的标记识别后,进行以下的 LNC 检测动作。
①允许以 MSP 通过检测。
NO. 检测内容 MSP
① 激光通信错误的复原
处理
当发生通信错误时进行初始化,使报警复原 ○
② 激光的编码器确认 检查 LNC 的 U/D 计数器是否与 θ 轴的旋转同步 ×