JM-20_动作说明书.pdf - 第81页
Rev 1.0 动作说明书 5-8 5-2-2 Z , θ 轴的控制方式 Z 、 θ 轴的电动机控制采用半闭环控制方式,在 Z 轴是进行元件的贴装及吸取等上下动作,在 θ 轴是 进行元件激光识别及角度校正等旋转动作。 Z 轴是每一吸嘴独立控制,但 θ 轴是对 3 个吸嘴用 1 个电动机控制,共计用 2 个电动机以 3 轴同时驱 动方式进行控制。 Z 轴及 θ 轴的控制组成图如图 5-2-2 。 图 5-2-2 各 4 轴 1 体驱动器的…
Rev 1.0
动作说明书
5-7
5-2 马达的控制方式
5-2-1 XY轴的控制方式
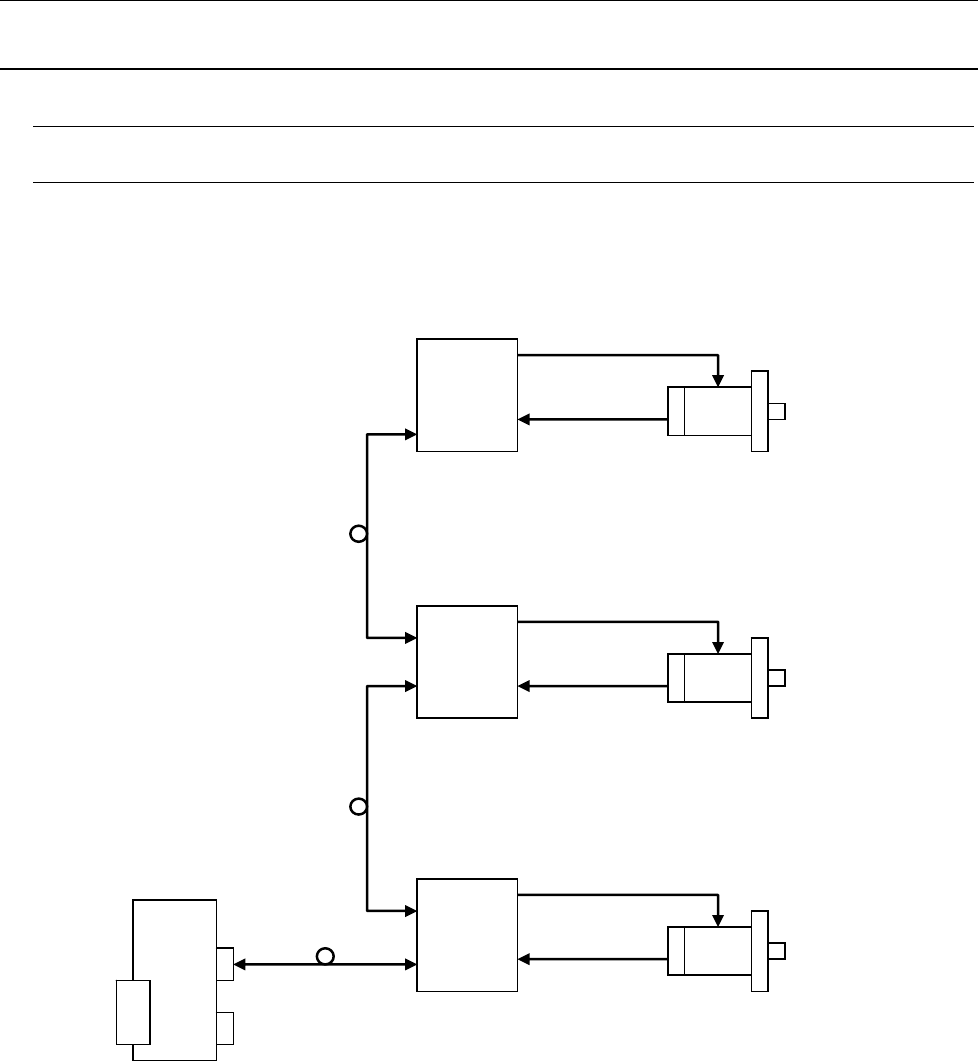
X、Y s轴均由 2 台电动机进行串联驱动,控制采用半闭环控制方式,进行元件贴装头的移动控制。
X 轴及 Y 轴的控制组成图如图 5-2-1。
UVW 相驱动输出
X 轴
放大器
图 5-2-1
各轴(XL、YL、YR)驱动器的控制,采用三菱运动控制系统,即 SSCNETⅢ,以光 50Mbps 的通信速
度进行 0.44ms 周期的电动机控制。
控制时,X 轴 Y 轴都利用半闭环控制驱动。
Y 轴驱动使用 YL 电动机、YR 电动机,电动机的控制以 YL 电动机为主动轴,以 YR 电动机为从动轴,
在同一的控制指令下进行工作。
位置运动控制板
CH1
CH2 CPCI
接口
编码器输出
(三菱串行)
SSCNETⅢ
光通信
SSCNETⅢ
光通信
SSCNETⅢ
光通信
UVW 相驱动输出
YL 轴
放大器
编码器输出
(三菱串行)
UVW 相驱动输出
YR 轴
放大器
编码器输出
(三菱串行)
Rev 1.0
动作说明书
5-8
5-2-2 Z,θ轴的控制方式
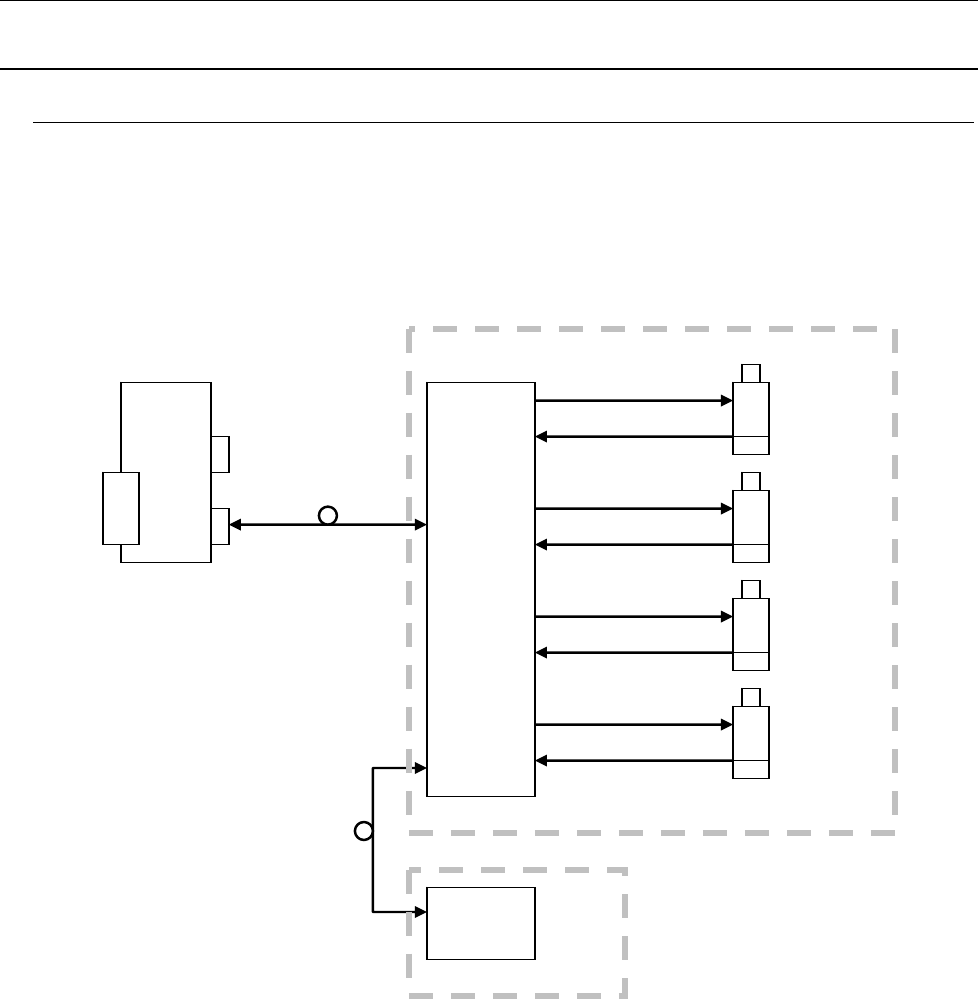
Z、θ 轴的电动机控制采用半闭环控制方式,在 Z 轴是进行元件的贴装及吸取等上下动作,在 θ 轴是
进行元件激光识别及角度校正等旋转动作。
Z 轴是每一吸嘴独立控制,但 θ 轴是对 3 个吸嘴用 1 个电动机控制,共计用 2 个电动机以 3 轴同时驱
动方式进行控制。
Z 轴及 θ 轴的控制组成图如图 5-2-2。
图 5-2-2
各 4 轴 1 体驱动器的控制,采用三菱运动控制系统,即 SSCNETⅢ,以光 50Mbps 的通信速度进行 0.44ms
周期的电机控制。
4 轴 1 体式驱动器放大器(MR-MD200)是每 1 个放大器连接 1 台 θ 电动机、3 台 Z 电动机。这一组
合实装 2 块 4 轴一体式 AC 放大器电路板,驱动 8 轴。
位置运动控制板
UVW 相驱动输出
CH1
CH2
CPCI
接口
SSCNETⅢ
光通信
SSCNETⅢ
光通信
θ 电动机
4 轴 1 体
SERVO
AMP
UVW 相驱动输出
编码器输出
(三菱串行)
Z 电动机
UVW 相驱动输出
编码器输出
(三菱串行)
Z 电动机
UVW 相驱动输出
编码器输出
(三菱串行)
Z 电动机
编码器输出
(三菱串行)
*A
4 轴 1 体
SERVO
AMP
*A

Rev 1.0
动作说明书
5-9
5-2-3 基板传送部的控制方式
① 传送中央电动机、传送 L 电动机、传送 R 电动机
进行基板传送的传送中央电动机、传送 L 电动机、传送 R 电动机,是通过使用部进电动机进行定
速控制。
② 支撑台马达
进行支撑台的上下移动的 BU 马达,用步进马达和变换器进行控制定位。
③ 基板传送宽度自动调整马达
传送基板时自动进行调整的基板传送宽度自动调整马达,用步进马达和变换器进行控制定位。