JM-20_动作说明书.pdf - 第58页
Rev 1.0 动作说明书 3-45 3-11 VCS 识别动作 下页表示元件图像 识别、贴装的基本时间曲线图。轴的速度、加减速度、移动距离等,与失家的时间 有若干差别,但是基本上以此时间曲线图动作。图像识别用 CPU 合贴片机动作控制 CPU 分离,因此, 图像识别处理不妨碍贴片机动作控制的实时性,保证高速可靠的生产动作。 高分辨率 VCS 可作为出厂时的选项进行选择, 0.25mm 以上球间距的 FBGA ( CSP 、 LGA )…
Rev 1.0
动作说明书
3-44
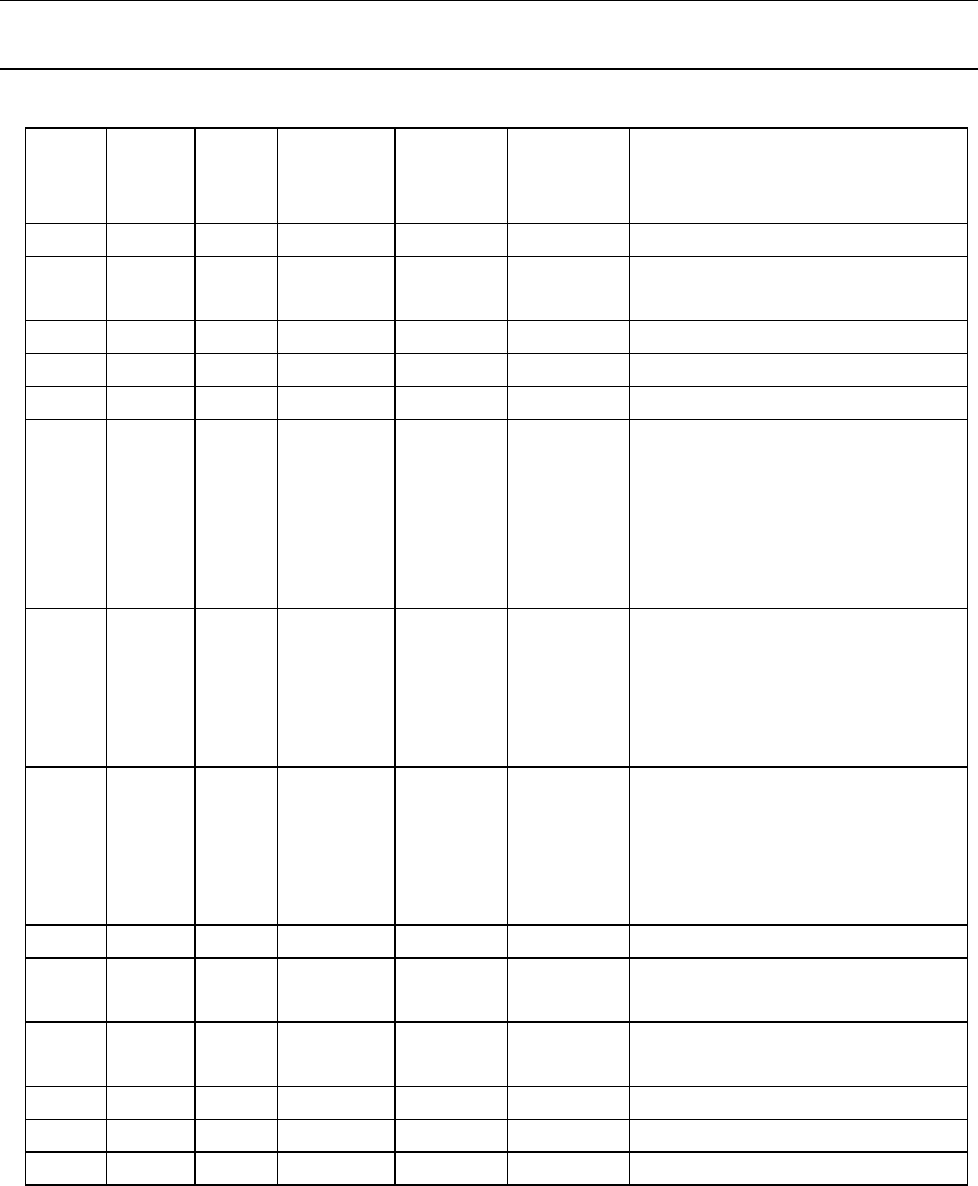
配置
号码
推顶
气缸数
推顶
次数
保持时间
byOnTime
放开时间
byOnTime
吸附样子
保持时间
byPickHoid
适用供料器
10 0 0 130 0 0 散件供料器 TYPE4
11 0 0 150 0 0 散件供料器 TYPE5
TYPE9
12 0 0 150 0 0 散件供料器 TYPE6
13 0 0 150 0 0 散件供料器 TYPE7
14 2 4 30 20 8 带宽度 32mm 纸(粘合)带
15 3 2 30 20 0 带宽度 44mm 、传送间隔 24mm
带宽度 44mm 、传送间隔 28mm
带宽度 44mm 、传送间隔 32mm
带宽度 44mm 、传送间隔 36mm
带宽度 44mm 、传送间隔 40mm
带宽度 44mm 、传送间隔 44mm
16 3 1 30 20 0 带宽度 44mm 、传送间隔 8mm
带宽度 44mm 、传送间隔 12mm
带宽度 44mm 、传送间隔 16mm
带宽度 56mm 、传送间隔 12mm
带宽度 56mm 、传送间隔 16mm
17 3 2 30 20 0 带宽度 56mm 、传送间隔 24mm
带宽度 56mm 、传送间隔 32mm
带宽度 56mm 、传送间隔 36mm
带宽度 56mm 、传送间隔 40mm
带宽度 56mm 、传送间隔 44mm
18 3 3 30 20 0 带宽度 56mm 、传送间隔 48mm
19 3 4 30 20 0 带宽度 56mm 、传送间隔 52mm
带宽度 56mm 、传送间隔 56mm
20 1 2 30 20 0 带宽度 12mm 、传送间隔 n mm
带宽度
16mm 、传送间隔 n mm
21 1 1 10×10msec 10×10msec 0×10msec 柱供料器
22 1 1 8 4 0 带宽度 8mm 、传送间隔 1mm
23 1 1 8 4 0 带宽度 4mm 、传送间隔 1mm
Rev 1.0
动作说明书
3-45
3-11 VCS识别动作
下页表示元件图像识别、贴装的基本时间曲线图。轴的速度、加减速度、移动距离等,与失家的时间
有若干差别,但是基本上以此时间曲线图动作。图像识别用 CPU 合贴片机动作控制 CPU 分离,因此,
图像识别处理不妨碍贴片机动作控制的实时性,保证高速可靠的生产动作。
高分辨率 VCS 可作为出厂时的选项进行选择,0.25mm 以上球间距的 FBGA(CSP、LGA)能够在视野
□27mm 中成批识别,故以前作为 3 个种类中选一的选择性 VCS 摄像机变成了 1 个种类,以 1 台贴片
机就可以应对任何图像识别元件。
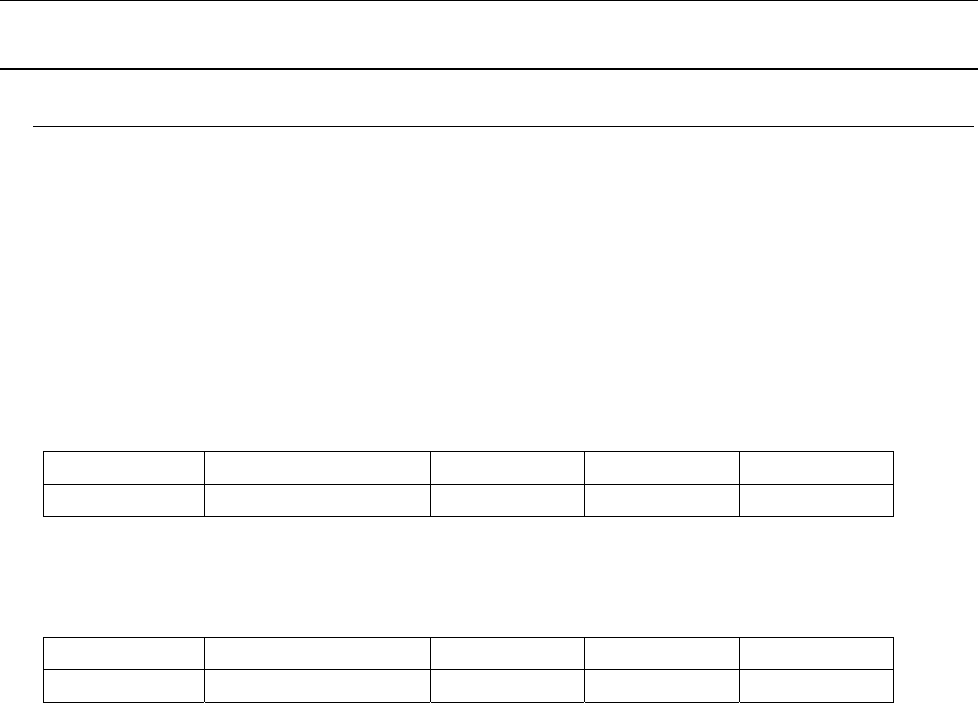
JM-20 VCS(27mm 视野摄像机)规格
名称 视野 分辨率 最小球间隔 最小球直径
高分辨率 VCS H/V:28.50/27.00[mm] 51.3[μm] 0.5[mm] 0.20[mm]
数字为设计值。视野合分辨能于实际机器不完全一致。
最小球间隔/直径为计算时的适用尺寸,实际元件动作未确认。
JM-20 VCS(54mm 视野摄像机)规格
名称 视野 分辨率 最小球间隔 最小球直径
标准 VCS H/V:57.50/54.00[mm] 109.4[μm] 1.00[mm] 0.50[mm]
数字为设计值。视野合分辨能于实际机器不完全一致。
Rev 1.0
动作说明书
3-46
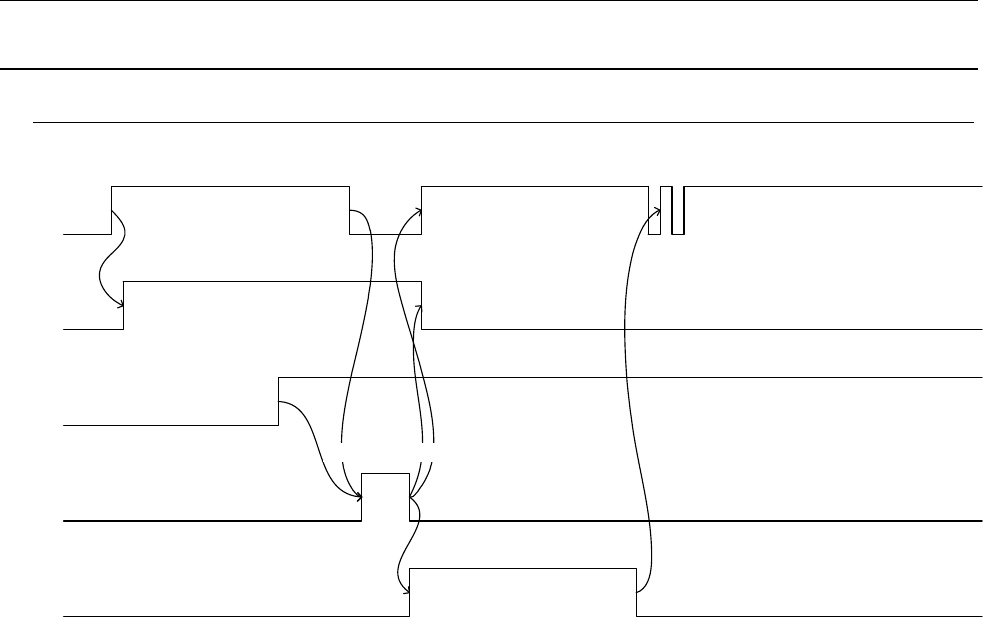
3-11-1 部元件图像识别,贴装动作时间曲线
認識位置へ移動
照明OFF
認識画像キャプチャ
画像認識処理
搭載位置へ移動 補正移動と搭載 次の吸着位置へ移動
軸制御
エアシリンダー
ON
画像入力
制御
画像認識
照明ON
エアシリンダー
動作完了
照明
向识别位置移动
轴控制
照明ON
气缸
气缸动作完了
图像输入控制
图像识别
图像识别处理
识别图像
照明OFF
向贴装位置移动 修正移动和贴装 向下一吸附位置移动
元件吸附动作结束后,向元件识别位置(VCS 摄像机位置)移动。(照明亮灯)
到达元件识别位置的同时,图像开始扫描动作。
图像扫描动作结束后,开始向元件贴装位置移动。(照明灭灯)
根据图像识别结果,修正目标贴装坐标,进行贴装。
贴装结束后,开始移动到下一元件的吸附位置。
标准 VCS→高分辨率 VCS、高分辨率 VCS→标准 VCS 的变换通过气缸的 ON/OFF 来控制。
元件吸附后向确认位置(VCS 位置)开始 XY 移动,同时照明亮灯,开始变换。
识别位置(VCS 位置)XY 移动完了之后,VCS 的变换完了,开始图像扫描。
气缸的动作时间,从 MTC 轴开始向标准 VCS 或高分辨率 VCS 移动的 XY 移动时间基本相等。