192277 - Micron Technical Reference Volume 3.pdf - 第155页
BOARD SUPPORT TO OLING MODULE VACUUM BOX TOOLING Chapter Issue 7, Jan 15 Technical Reference Manual 29.3 V A CUUM BOX TOOLING The vacuum box is manufactured to the same height as the magnetic pins, ie 81mm, irrespective …
BOARD SUPPORT TOOLING MODULE
MAGNETIC SUPPORT PILLARS
29.2 Technical Reference Manual Chapter Issue 7, Jan 15
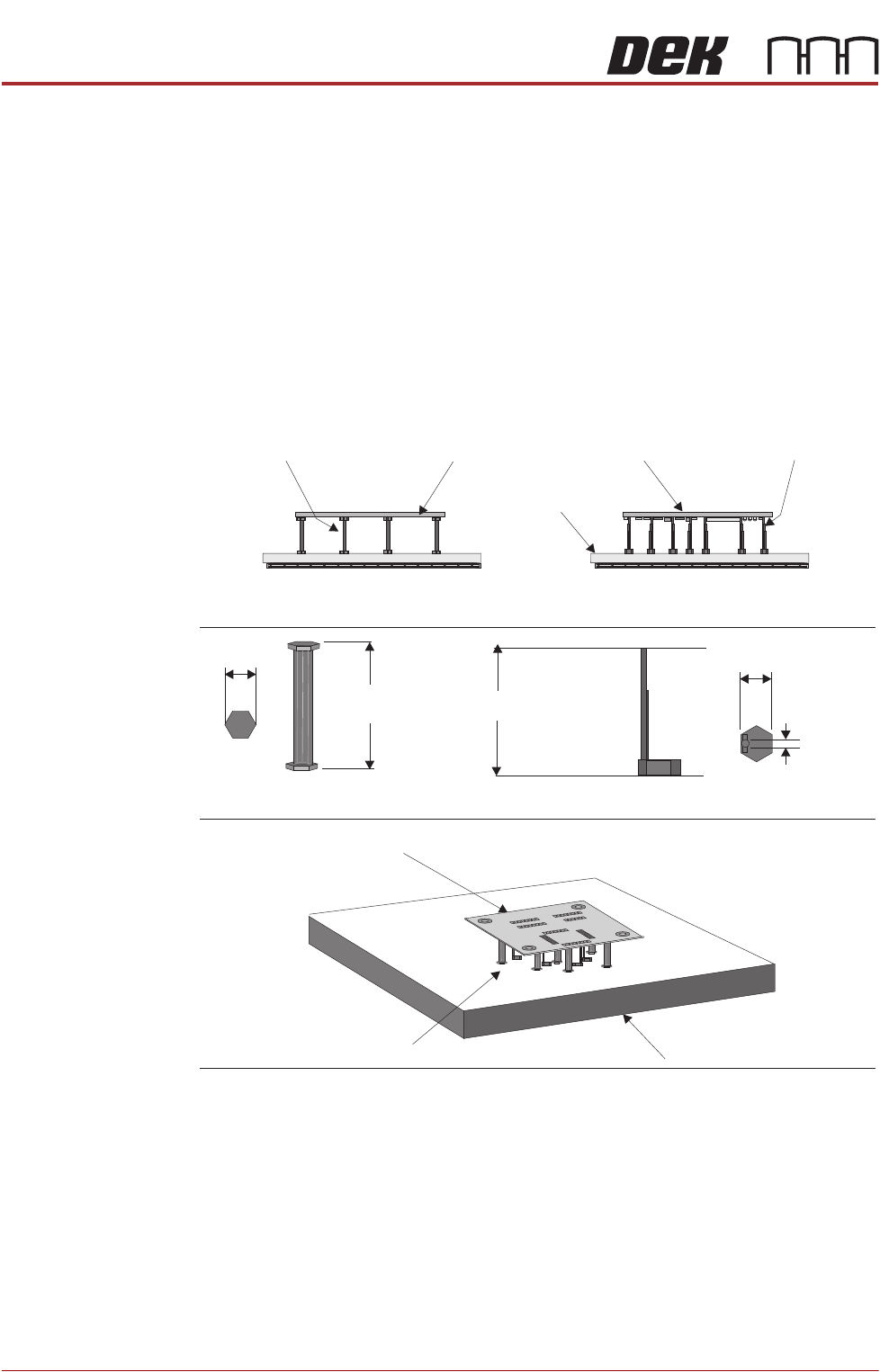
MAGNETIC SUPPORT PILLARS
The magnetic support pillars are positioned on the manual tooling plate by the
operator. These pillars can be positioned anywhere under the board to provide
board support. The base of each type has a permanent magnet installed. There
are two types of support pillars available:
• Flat-top pillars (19mm) for supporting boards which are not populated on
the underside.
• Pin-top (Offset) pillars (4mm) for supporting boards which are populated
on the underside. The pillars are positioned so that they fit between the
components on the underside of the board. They have a 4mm top dimen-
sion.
Figure 29-2 Magnetic Support Pillars
Flat-top Pillars used on
Unpopulated Board
Tooling Plate
Offset Pillars used on
Populated Board
Populated BoardFlat-top Pillars Offset PillarsUnpopulated Board
Board
Magnetic Pillars
Tooling Plate
19mm
81mm
(nominal)
81mm
(nominal)
19mm Dia.
Flat-top Pillar Dimensions
Pin-top Pillars Dimensions
4mm Dia.
BOARD SUPPORT TOOLING MODULE
VACUUM BOX TOOLING
Chapter Issue 7, Jan 15 Technical Reference Manual 29.3
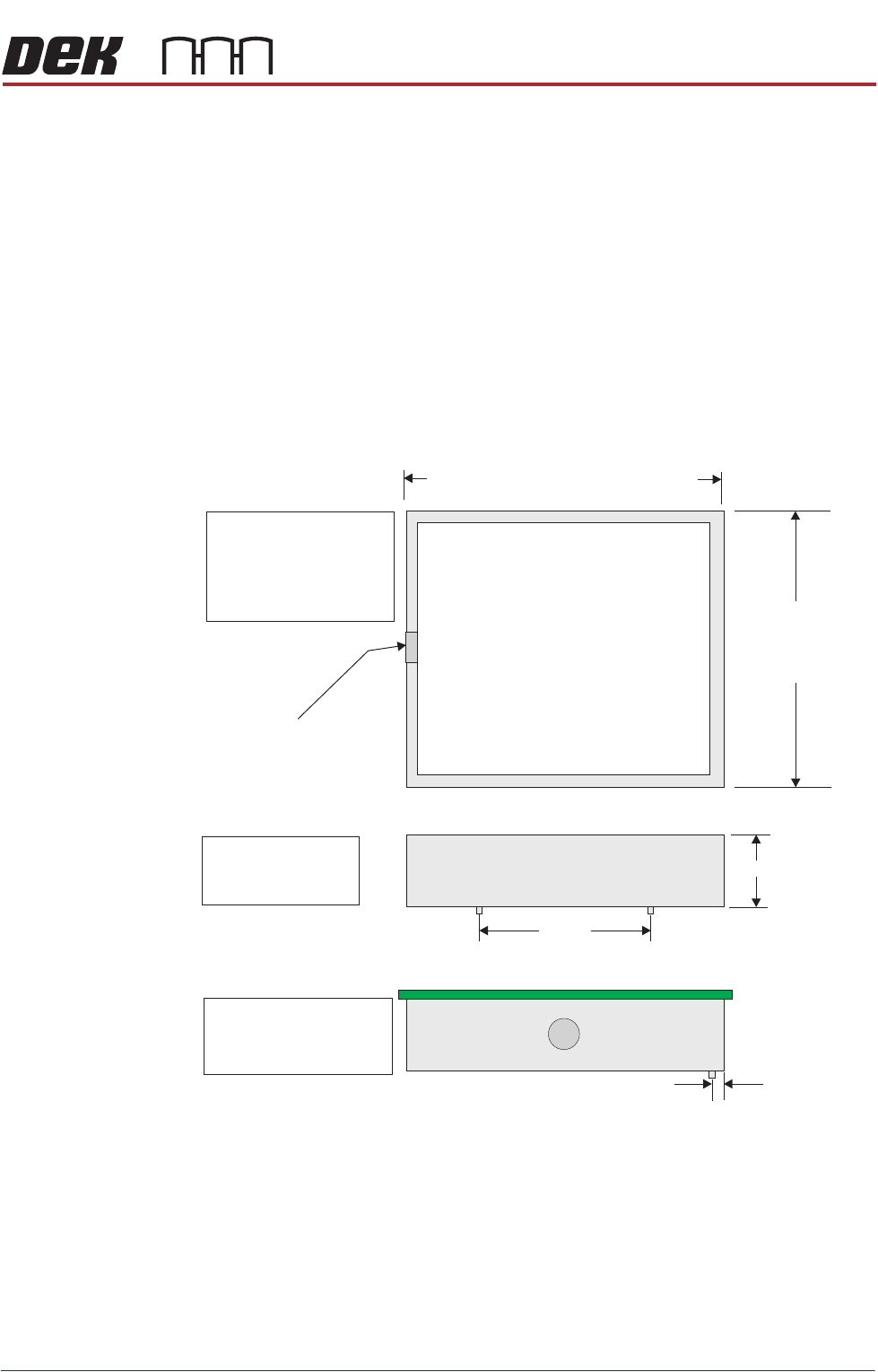
VACUUM BOX TOOLING
The vacuum box is manufactured to the same height as the magnetic pins, ie
81mm, irrespective of the thickness of the board being printed. The vacuum
boxes can be constructed without top or bottom plates to allow for additional pin
support of the board. Provision for machining of top plates to accommodate
underside components is available. The box is located on the table by means
of dowels which locate in the two holes on the manual tooling plate.
The minimum length of the vacuum box is 90mm which is dictated by the
locating dowels. Where the board length is less than the vacuum box length,
top plates either side of the board must be used to achieve vacuum.
The following graphic details the dimensional information on the vacuum box
tooling for use on the rising table:
Figure 29-3 Vacuum Box Tooling
NOTE
For RTC or Dual Lane machines the vacuum box dimensions, as shown above,
must not be used. Contact ASM Customer support for details of the correct
dimensions to be used.
Plan View of Vacuum Box
Nominal Board
Width -12mm
6mm( overhang
of board, each end)
36mm Vacuum Hole
Insert Magnetic Pins as Required
Front View of Vacuum Box
81mm
80mm
+0.00mm
-0.05mm
NOTE
2 Front Dowel Pins
( diameter)3mm
NOTE
For Dual Lane machines
Right to Left and Left to
Right a 12mm elbow and
a machined adaptor ring
is fitted
Left Hand Side View of Vacuum Box
2.5mm
NOTE
View showing board
positioned on Vacuum
Box
Nominal Board Length -4mm
2mm( overhang of board, each end)
90mm 508mmMinimum Maximum
BOARD SUPPORT TOOLING MODULE
VACUUM BOX TOOLING
29.4 Technical Reference Manual Chapter Issue 7, Jan 15
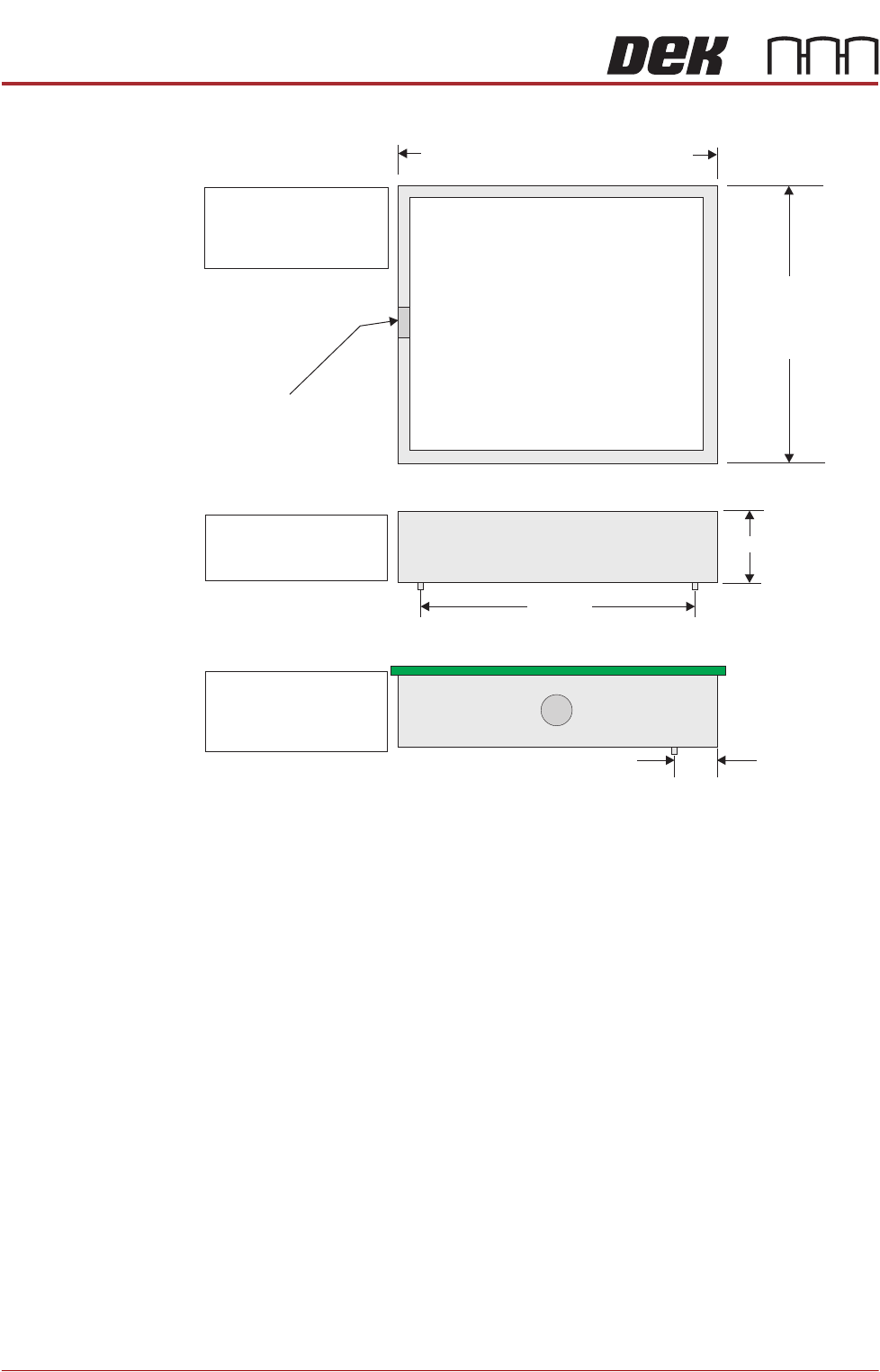
Figure 29-4 Vacuum Box Tooling Rapid Transit Conveyor
Nominal Board Length -4mm
2mm( overhang of board, each end)
290mm 375mmMinimum Maximum
Plan View of Vacuum Box
Nominal Board
Width -13.5mm
6mm(overhang rear
)and front7.5mm
36mm Vacuum Hole
Insert Magnetic Pins as Required
Front View of Vacuum Box
81mm
280mm
+0.00mm
-0.05mm
NOTE
2 Front Dowel Pins
( diameter)4mm
Left Hand Side View of Vacuum Box
29.5mm
NOTE
View showing board
positioned on Vacuum
Box
NOTE
A 12mm elbow and
a machined adaptor ring
is fitted