192277 - Micron Technical Reference Volume 3.pdf - 第167页
BOARD SUPPORT TO OLING MODULE REPLACEMENT PROCEDURES Chapter Issue 7, Jan 15 Technical Reference Manual 29.15 1 1. Open the rear cover and connect th e Grid-Lok connector on N2SK2 - I/O Node Board 2. 12. Refit the stenci…
BOARD SUPPORT TOOLING MODULE
REPLACEMENT PROCEDURES
29.14 Technical Reference Manual Chapter Issue 7, Jan 15
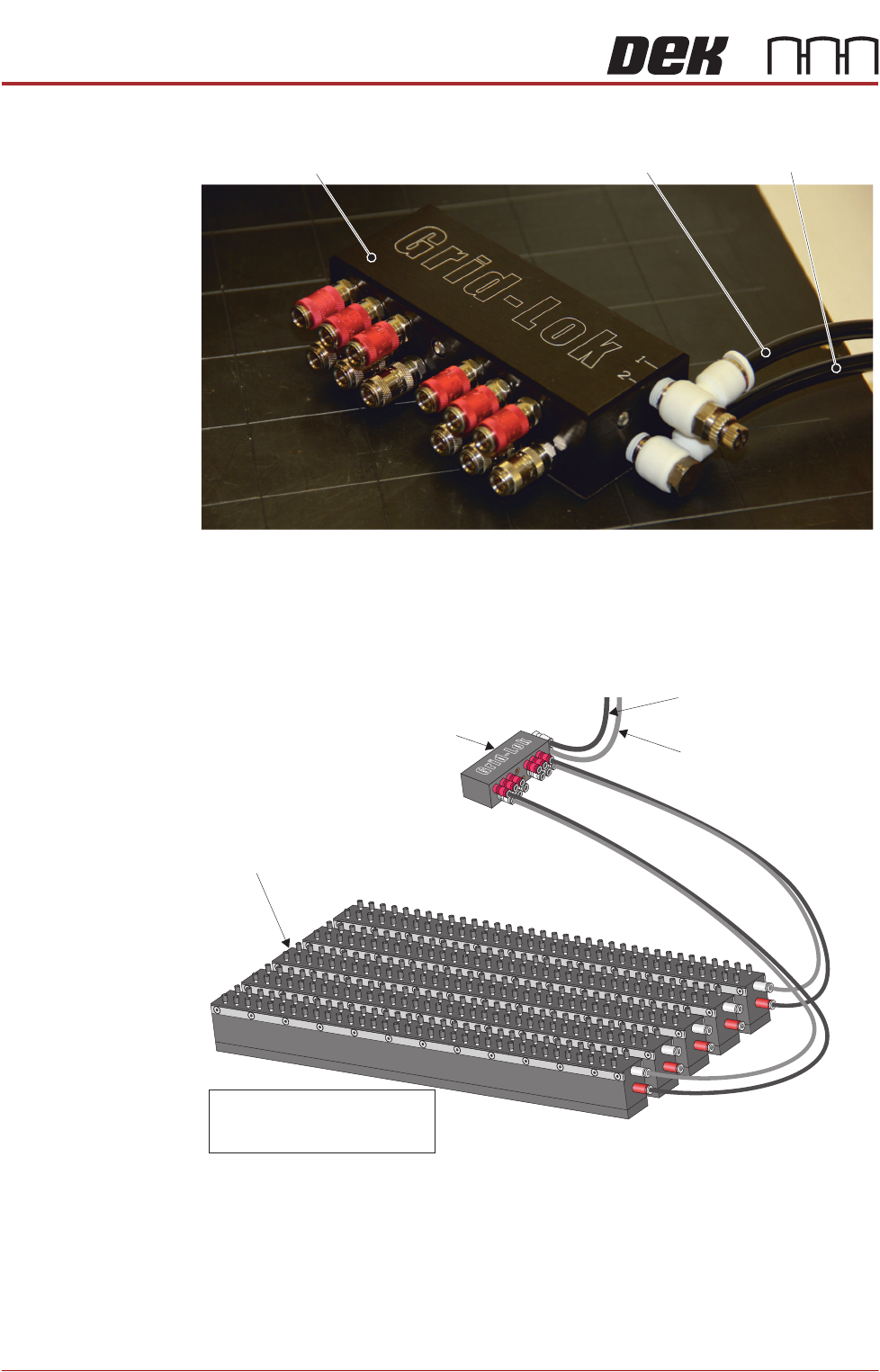
connector of the Grid-Lok manifold.
10. Connect 4mm diameter pneumatic pipes from the manifold to all the tooling
modules ensuring that the outputs marked red on the manifold connect to
the inputs marked red of the tooling modules.
View from Right Hand Side of the Machine
Grid-Lok Manifold
Pneumatic Pipe 1 Pneumatic Pipe 2
Grid-Lok Manifold
To Connector 1 of the
Grid-Lok Control Unit
To Connector 2 of the
Grid-Lok Control Unit
Tooling Modules
NOTE
Only tooling modules 1 and 5
are connected for clarity
BOARD SUPPORT TOOLING MODULE
REPLACEMENT PROCEDURES
Chapter Issue 7, Jan 15 Technical Reference Manual 29.15
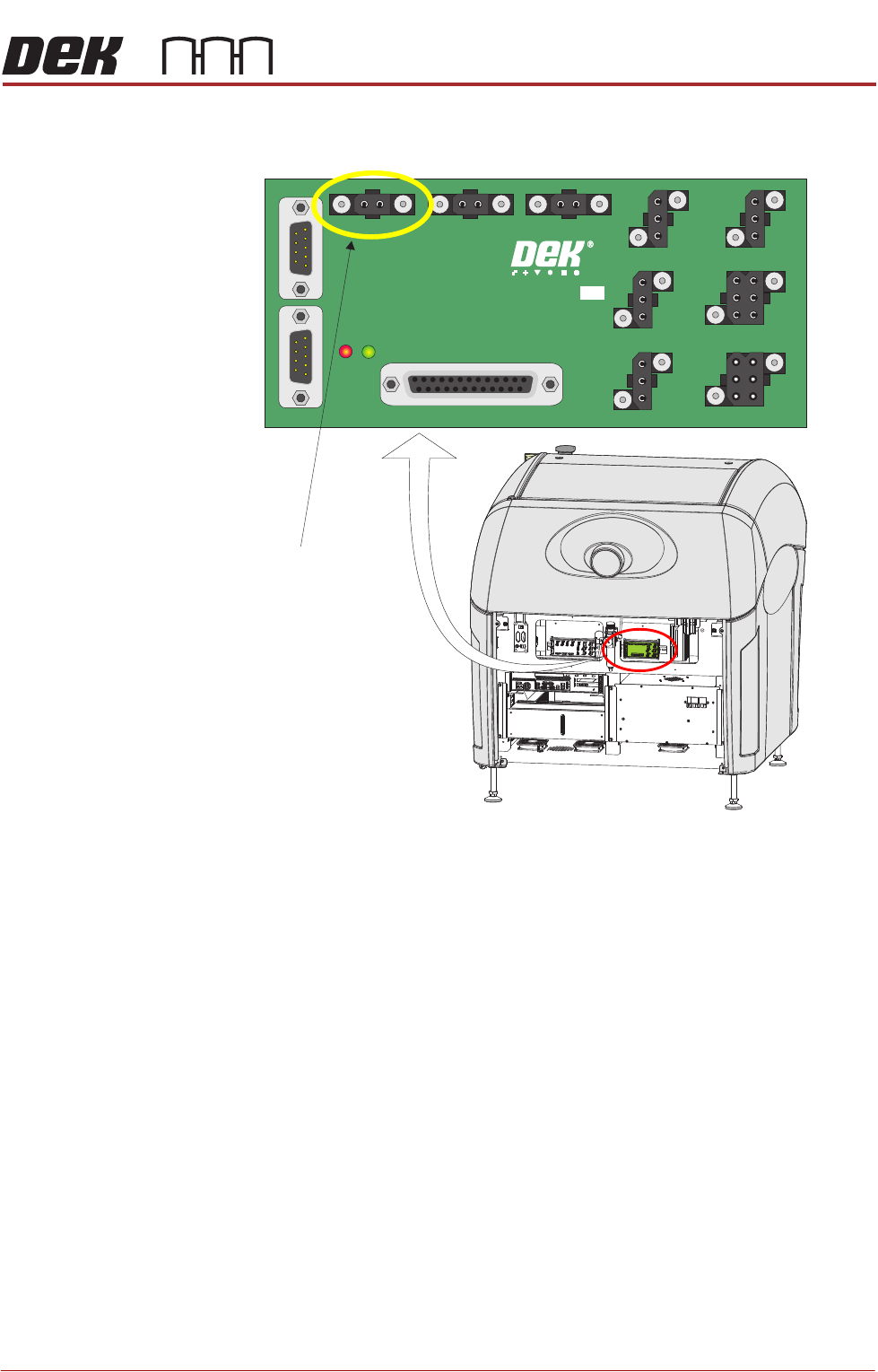
11. Open the rear cover and connect the Grid-Lok connector on N2SK2 - I/O
Node Board 2.
12. Refit the stencil.
13. Power up the machine
14. Setting of the air control regulator must be carried out before running the
machine, Air Control Regulator in the Adjustments and Settings section of
this chapter refers.
View on Rear of Machine
MAIN I/O NODE 2
181436 ISSUE
N2SK2
(Grid-Lok Tooling)
BOARD SUPPORT TOOLING MODULE
REPLACEMENT PROCEDURES
29.16 Technical Reference Manual Chapter Issue 7, Jan 15
Removing Grid-
Lok Tooling
WARNING
BOARD CLAMPS. EXTREME CARE MUST BE EXERCISED WHEN WORKING IN
THE TOOLING AREA OF THE MACHINE TO AVOID INJURY. THE FOILS ON THE
FRONT AND REAR BOARD CLAMPS ARE VERY SHARP.
WARNING
COMPRESSED AIR. COMPRESSED AIR SHOULD NEVER IMPINGE UPON THE
BODY. PORTS, PIPES, ETC MUST NEVER BE BLOCKED BY HAND. BEFORE
CONNECTING OR DISCONNECTING ANY PNEUMATIC COMPONENTS, ENSURE
THE COMPRESSED AIR SUPPLY HAS BEEN DISSIPATED AND DISCONNECTED
FROM THE MACHINE.
1. Select Open Cover Commands.
2. Select Carriage To Rear.
3. Select Shut Down and switch the mains isolator to OFF.
4. Open the front printhead cover.
5. Remove the stencil from the machine.
6. Disconnect and remove the 4mm pneumatic pipes from the manifold to the
tooling modules.
7. Disconnect the two 6mm pneumatic pipes to the manifold.
8. Remove the manifold and the tooling modules from the manual tooling plate.
NOTE
Ensure that the two 6mm pneumatic pipes remain flat on the tooling plate
and do not impinge on the movement of the rear rail or the stencil (when the
rising table is at print height).
9. If vacuum tooling is to be used, open the rear cover and change the
Grid-Lok connector to the vacuum tooling connector on N2SK2 - I/O Node
Board.