XPF系统手册.pdf - 第30页
3. 指令功能说明 SYS-XPF-4.1S 18 XPF 系统手册 平均周期时间: 表示平均生产一块电路板所需要 的平均时间。 请按下 [ 编辑子电路板跳过 ] 按键, 在 [ 机上跳过 ] 中设定要跳过的子电路板编号的状态。 完成预定时间: 表示预定生产块数结束的时刻 (预定) 。 注意 )输入数值的时候,请停止生产。不能在生产中变更数值。 在设定画面上,可以进行如下操 作。 排出的元件位置的设定 进行废除排出的元件时。请按下 [ …
SYS-XPF-4.1S 3. 指令功能说明
XPF 系统手册 17
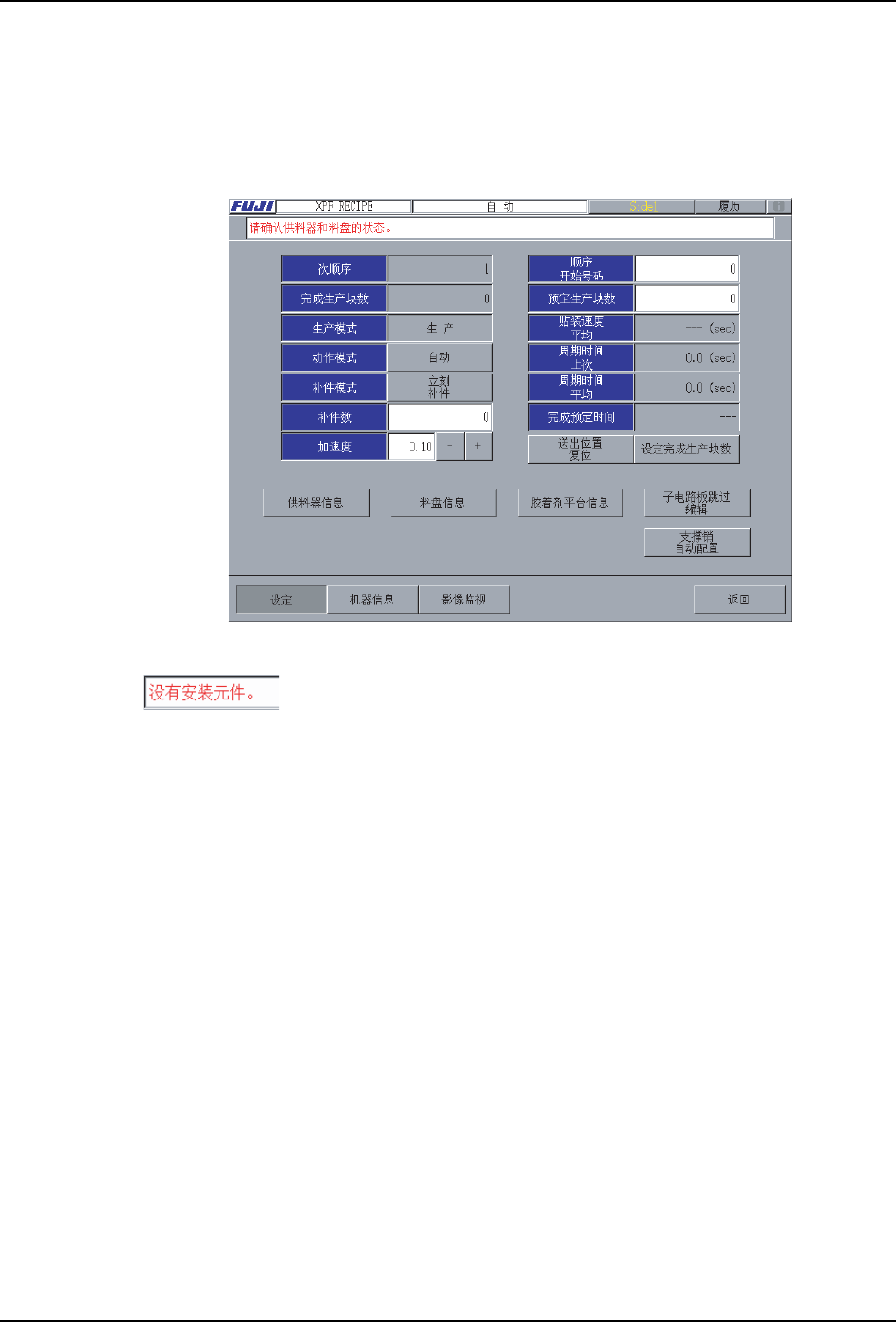
设定画面
在设定画面上可以进行生产中所需要的设定。另外,在机器上进行自电路板跳过的设定时可
以在这个画面上进行设定。这个画面上设定的项目的一部分也可以在 [ 动作条件设定 ] 画面
上进行设定。
各个项目的详细内容,请参考 [ 设定 / 管理 ]-[ 动作条件的设定 ]。
显示状态信息 (错误信息等)。
Next Sequence: 显示下一步执行的顺序。
结束生产块数: 显示结束生产的电路板块数。
生产模式: 显示出当前选择的生产模式。
动作模式: 显示出当前选择的动作模式。按下选择的动作模式后可以变更动
作模式。
补件模式: 显示出当前的补件模式。也可以变更补件模式。
补件数: 显示除补件次数。另外,也可以变更补件次数。
Elegance: 表示伺服马达的加速度的比率。选择 [-] 按键和 [+] 按键选择或
者输入数值。数值越小动作越慢。设定可能的数值范围是 :0.01
~ 1.00。一般设定为 1.00。
Sequence 开始号码: 输入开始生产的 Sequence 号码。
注意 )比输入的 Sequence 开始号码前的顺序作为铁装结束。在
生产停止时或者 [ 编辑 ] 画面上编辑后打开 [ 自动 ] 画面
时,为了防止未贴装或者二重贴装,请将此值设定 「0」
进行生产。
与定生产块数: 输入生产的预定块数。
贴装节拍: 表示贴装一个元件需要的时间。
上一次周期时间: 表示生产上一次的电路板所需要的时间。
08SYS-0004S
3. 指令功能说明 SYS-XPF-4.1S
18 XPF 系统手册
平均周期时间: 表示平均生产一块电路板所需要的平均时间。
请按下 [ 编辑子电路板跳过 ] 按键,在 [ 机上跳过 ] 中设定要跳过的子电路板编号的状态。
完成预定时间: 表示预定生产块数结束的时刻 (预定)。
注意 )输入数值的时候,请停止生产。不能在生产中变更数值。
在设定画面上,可以进行如下操作。
排出的元件位置的设定
进行废除排出的元件时。请按下 [ 排出位置的设定 ] 按键。
将生产块数复位为 0
请按下 [ 结束块数复位 ] 按键。
确认供料器的状态
在不取下供料器对供料器补充元件时,有必要向机器通知补充了元件。此时,按下 [ 供料器
信息 ] 按键,请在显示的 [ 供料器信息 ] 画面上设定供料器的状态。
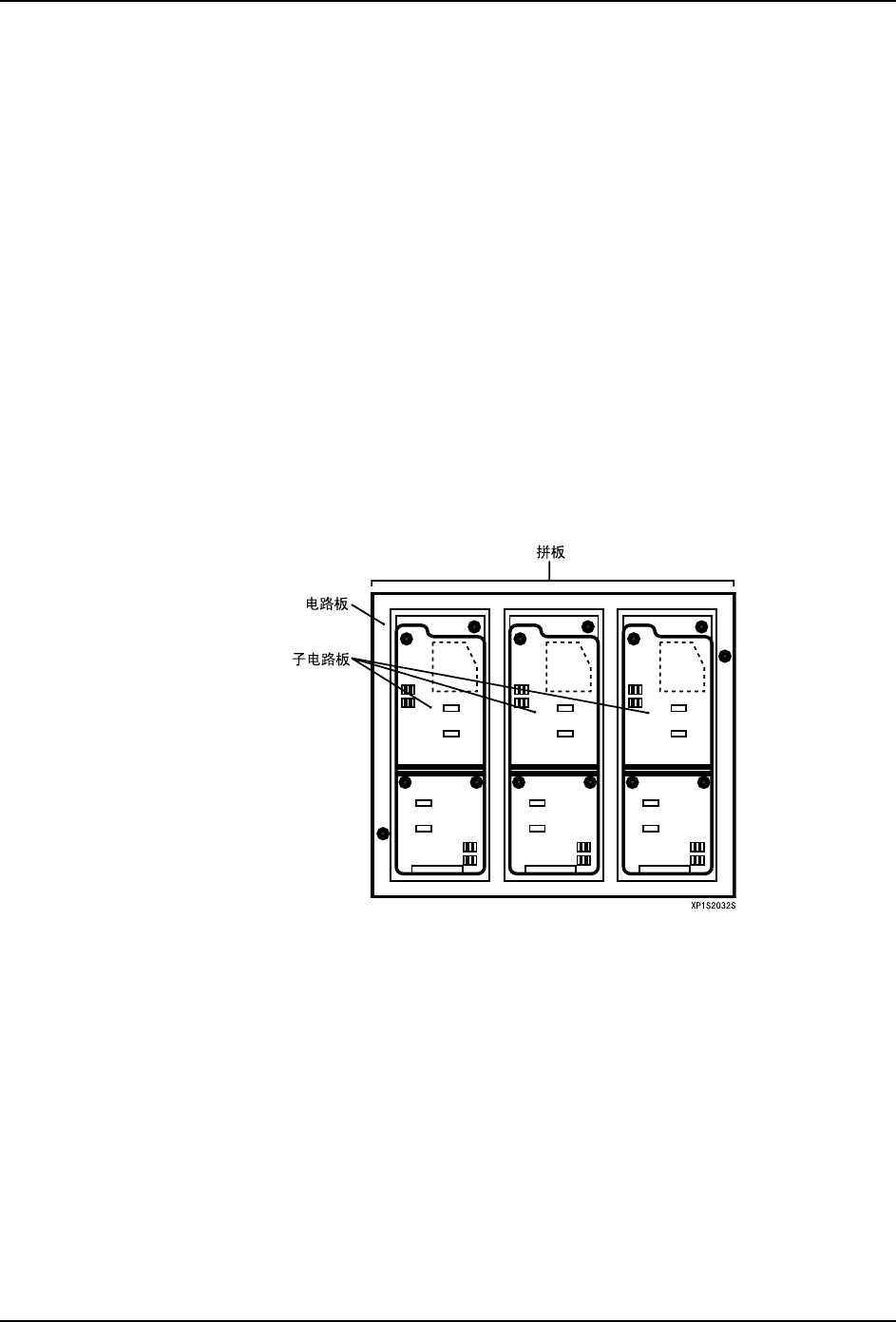
设定子电路板跳过
在进行多面电路板生产时,因为在子电路板上存在缺陷等理由,所以将电路板上的特定的子
电路板设定为不生产 (子电路板跳过)。子电路板跳过由以下 2 种方法。
SYS-XPF-4.1S 3. 指令功能说明
XPF 系统手册 19
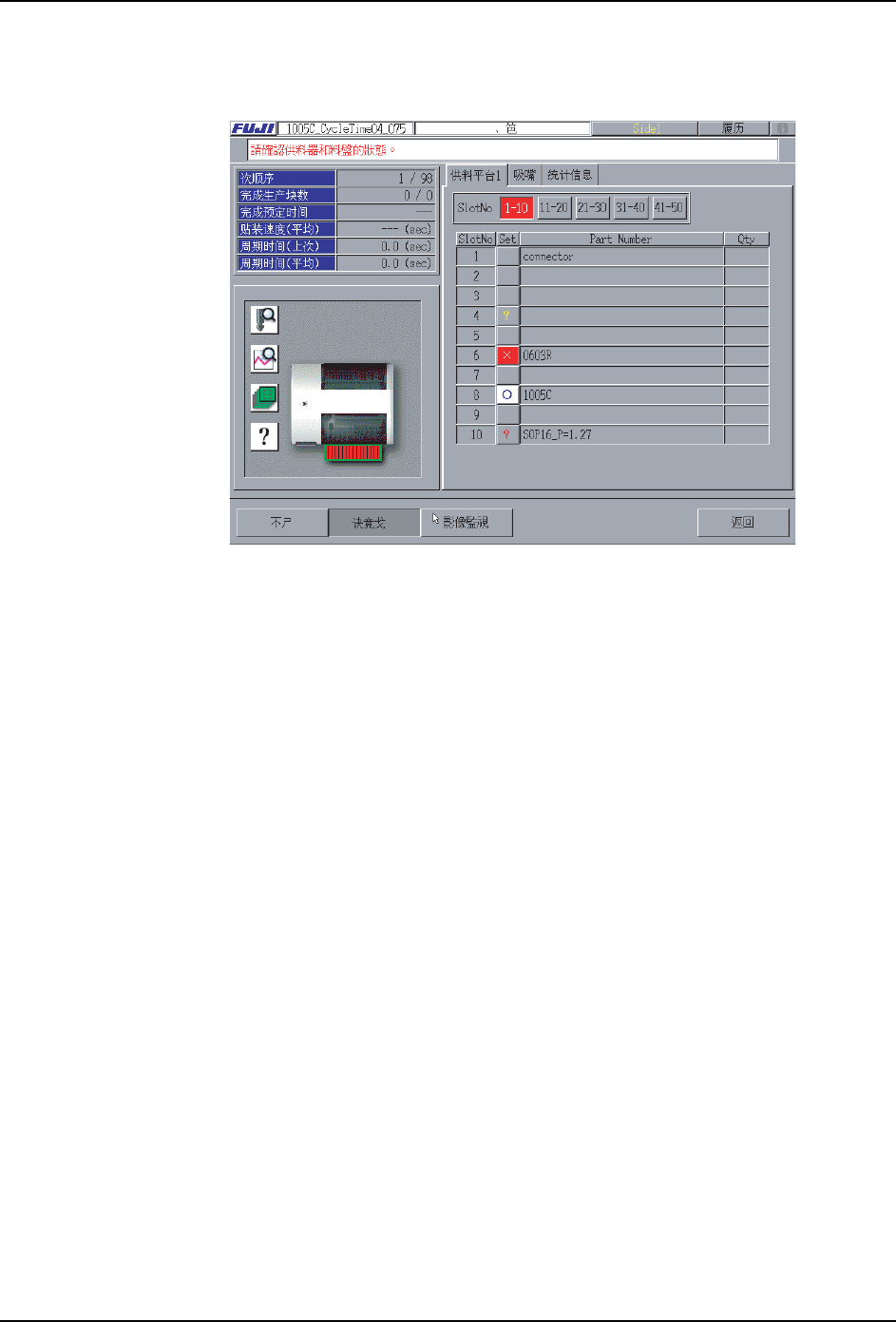
机器信息画面
机器信息画面显示当前的供料器或者料盘的状态、吸嘴状态、统计信息等。
Next Sequence: 表示下一个显示的顺序号码。([ 下一个执行的顺序号码 ]/[ 全顺
序数 ])
完成生产块数: 表示生产结束的电路板。([ 生产结束的电路板块数 ]/[ 预定生产
块数 ])
完成预定时间: 表会预定生产块数结束的时刻 (预定)。
平均贴装节奏: 表示贴装一个元件需要的时间。
CycleTime 前次: 表示生产上一次的电路板所需要的时间。
平均 CycleTime: 表示平均生产一块电路板所需要的平均时间。
[ 周期时间的总和 / 结束的生活块数 ]
备注 )CycleTime (周期时间)是从顺序开始到结束的时间。包括
补件时间,「周期停止」以及 「运转种的等待补充料盘」发
生时排除在统计对象以外。生产程序的读取·修正已经被初
始化。
08SYS-0006S