XPF系统手册.pdf - 第78页
3. 指令功能说明 SYS-XPF-4.1S 66 XPF 系统手册 3.1.10 [ 生产 ] - [ 生产管理员 ] 功能说明 复数的机器生产一块电路板的时 候,进行一揽子的生产程序的切换 生产预定块数的变更。 表示步骤 从 [主画面]顺序选择 [ 生产 ]、[ 生产线管理员 ]。 解说 生产线管理员是用来自母机的操 作, 将在生产线上登记的机器 ( 含母机最大 6 台 ) 的生产程 序及生产预定块数用一揽子进行 切换。 要使用这个…
SYS-XPF-4.1S 3. 指令功能说明
XPF 系统手册 65
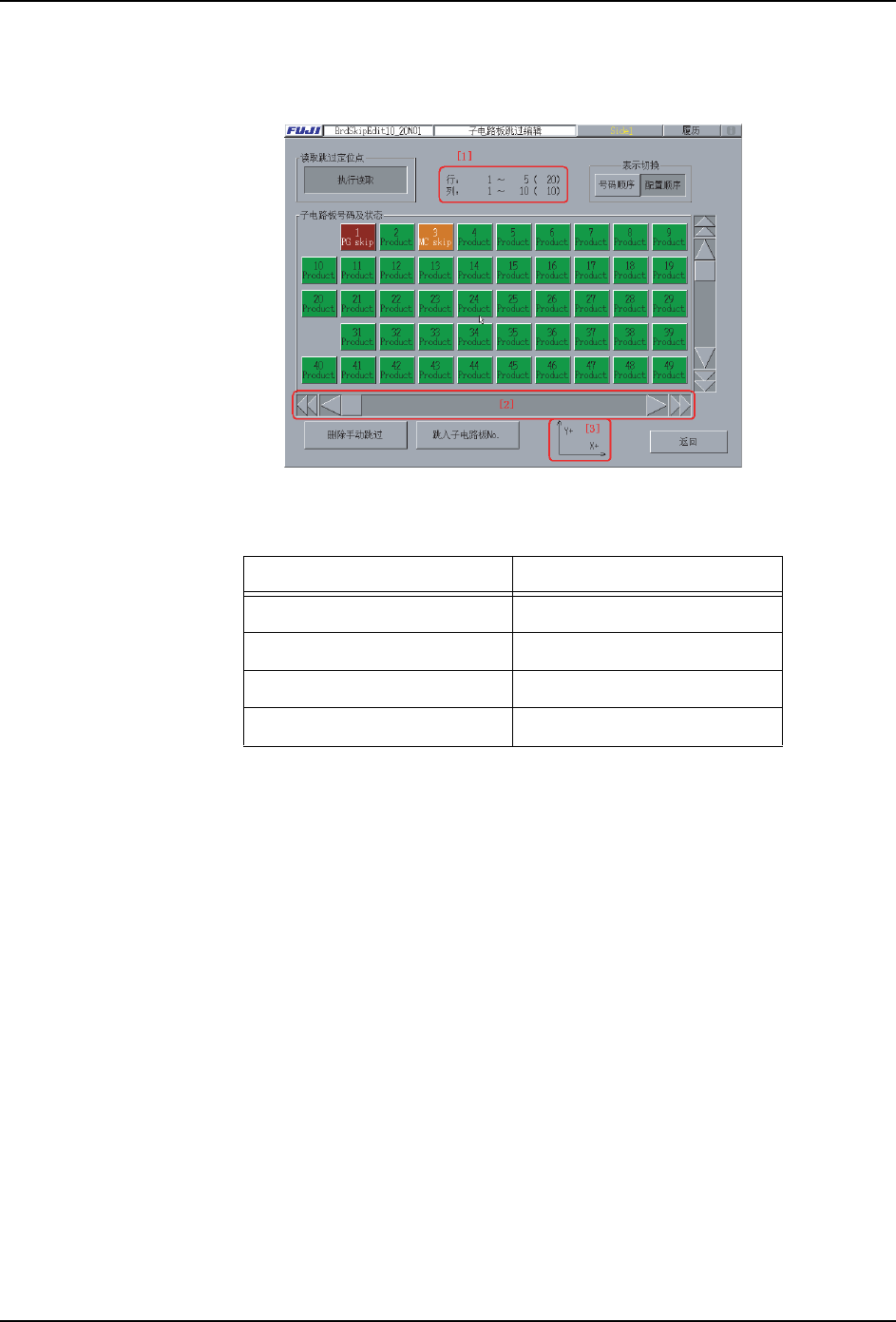
配置顺序表示时的 [ 子电路板号码以及状态 ] 显示栏内的按键的显示与语言无关是英语的略
记。对应表如下所示。
3. 在读取跳过定位点中设定是否执行读取。
[3] 坐标轴
5. 完成必要的编辑后,选择 [ 关闭 ] 以保存设定。
配置顺序表示时的坐标轴。
表示编号顺序 表示配置顺序
生产 Product
机上跳过 MC skip
程序跳过 PG skip
定位点跳过 MK skip
[ 执行读取 ]: 读取跳过定位点。
[ 忽略 ]: 不执行跳过定位点的读取。
4. 在子电路板号码及状态里显示出各子电路板的状态,可根据需要对其进行编辑。
[ 删除手动跳过 ]: 从 [ 手动跳过 ] 状态返回到 [ 生产 ] 状态。
[ 跳入子电路板
No。]:
在显示的模拟键盘上输入子电路板的号码,其子电路板号码以
及状态显示在前列。
6<66
3. 指令功能说明 SYS-XPF-4.1S
66 XPF 系统手册
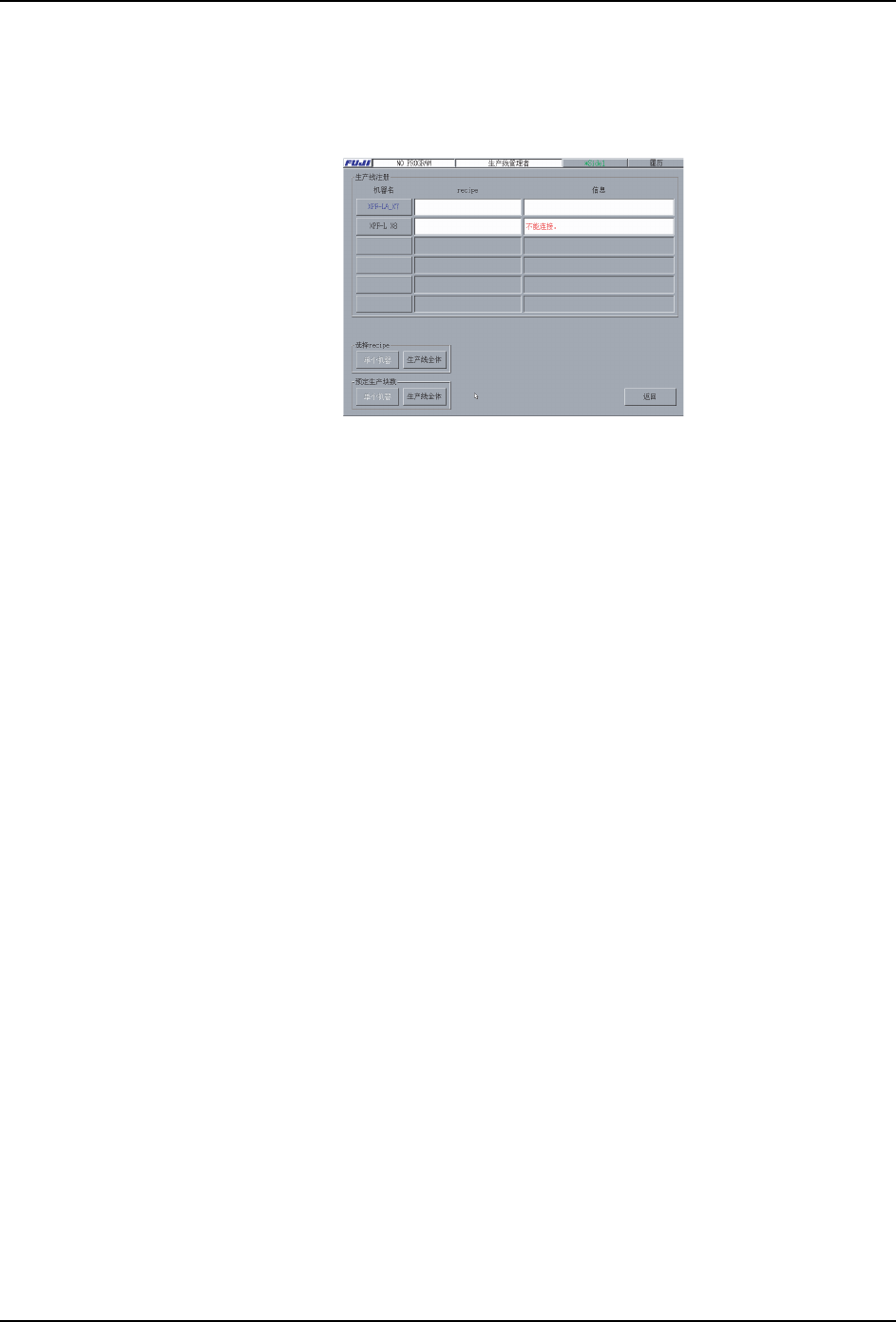
3.1.10 [ 生产 ] - [ 生产管理员 ]
功能说明
复数的机器生产一块电路板的时候,进行一揽子的生产程序的切换生产预定块数的变更。
表示步骤
从 [主画面]顺序选择 [ 生产 ]、[ 生产线管理员 ]。
解说
生产线管理员是用来自母机的操作,将在生产线上登记的机器 ( 含母机最大 6 台 ) 的生产程
序及生产预定块数用一揽子进行切换。
要使用这个指令,需要登录在固有值「_ControlledXp_1( ~ 6)」里登录的机器的 IP 地址。
要登录 IP 地址,请使用固有值编辑器。详细的用法,请参照 「固有值编辑器」。
注意 )
1.固有值设定的 IP 地址不可重复。
2.固有值没登录自己的情况,不能使用这个指令。
3.在固有值中,机器的 IP 地址一个也没登录的时候,这个指令不能使用。
4.如果生产线上的全部的机器登录了 IP 地址,无论从哪个机器生产线的操作都可能。
要设定生产程序,请进行下面的步骤。
1. 用生产线一揽子设定时
a. 按下 [ 生产程序 ] 区域的 [ 生产线一揽子 ] 按键。
b. 选择生产程序。
c. 按下[执行]按键。
2. 个别设定时
a. 选择转换生产程序的机器。
b. 按下 [ 生产程序 ] 区域的 [ 机器个别 ] 按键。
c. 选择生产程序。
d. 按下[执行]按键。
要设定预定生产块数,请进行下面的步骤。
1. 用生产线一揽子设定时
·按下 [ 预定生产块数 ] 区域的 [ 生产线一揽子 ] 按键。
6<6
6

SYS-XPF-4.1S 3. 指令功能说明
XPF 系统手册 67
·输入 [ 预定生产块数 ]。
·按下[执行]按键。
2. 个别设定时
a. 选择设定预定生产块数的机器。
b. 按下[预定生产块数]区域的[机器个别]按键。
c. 输入 [ 预定生产块数 ]。
d. 按下[执行]按键。
机器的状态显示在画面的 [ 生产程序 ]、[ 信息 ] 中。发生错误时显示出红色。