XPF系统手册.pdf - 第89页
SYS-XPF-4.1S 3. 指令功能说明 XPF 系统手册 77 注意 )平板料盘装载料盘的时候,请使用 L 型导轨及磁铁固定料盘。没被固定时,在取入平 板料盘的时候或者排出料盘的时候等,有偏离料盘位置的可能性。 3. 将平板料盘取入到机器内 a. 按下 [ 前进 ] 按键后按下启动按键。 b. 将平板料盘取入机器内。 4. 从机器内取出平板料盘 a. [ 按下 [ 后退 ] 按键后按下启动按键。 b. 从机器内取出平板料盘。 5.…
3. 指令功能说明 SYS-XPF-4.1S
76 XPF 系统手册
b. 排出空料盘
排出指定的空料盘。
c. 测定料盘高度
测定指定料站的料盘高度。
备注 )料盘高度基准在夹紧 BTU、MTU 时自动进行。
d. 测定料盘位置
测定指定的料盘位置。
e. 更换料盘
向机器通知更换料盘结束。
f. 放大器初始化
进行伺服放大器的初始化。只有在进行特殊维修保养显示,变为可以使用。
2. 在 BTU 上配置料盘时
在 BTU 上配置料盘的时候,进行如下操作。
a. 打开 BTU 的安全门。
b. 将 L 型导轨与料站号码相一致固定。料站号码在生产程序上使用指定的号码。
L 型导轨的▲记号位置,象平板料盘基准轨道的料站号码下的 「I」记号互相重叠一
样配置。
图的插入(把L型导轨作为基准轨道安装)
c. 象按照 L 型导轨一样地放置料盘,使料盘位置不要偏离用磁铁固定。
d. 关上 BTU 的安全门。
平台、料站 意义
全部的空料盘 排出生产程序中设定的全部料站的空料
盘。
料站号码 (2-1、2-2 等 ) 排出指定料站的空料盘。
平台、料站 意义
全部的料盘 测定生产程序设定的全部料站的料盘高
度。
料站号码 (2-1、2-2 等 ) 测定指定的料站料盘的高度。
使用料盘 测定生产程序使用的料盘高度。
料盘高度基准 测定料盘高度的基准点。
平台、料站 意义
全部的料盘 测定生产程序设定的全部料站的料盘吸取
点原点。
料站号码 (2-1、2-2 等 ) 测定指定的料站料盘的吸取点原点。
使用料盘 测定生产程序使用的料盘吸取点的原点。

SYS-XPF-4.1S 3. 指令功能说明
XPF 系统手册 77
注意 )平板料盘装载料盘的时候,请使用 L 型导轨及磁铁固定料盘。没被固定时,在取入平
板料盘的时候或者排出料盘的时候等,有偏离料盘位置的可能性。
3. 将平板料盘取入到机器内
a. 按下 [ 前进 ] 按键后按下启动按键。
b. 将平板料盘取入机器内。
4. 从机器内取出平板料盘
a. [ 按下 [ 后退 ] 按键后按下启动按键。
b. 从机器内取出平板料盘。
5. 在 MTU 上将料盘头取入到机器的时候,进行如下操作。
a. 从[料站]选择操作的料站(料盘位置)。
b. 按下 [ 往复臂前进 ] 按键后,取入被选择的料站的料盘头。
6. 在 MTU 上将料盘头从机器内取出时,进行如下的操作。
a. 按下 [ 往复臂后退 ] 按键的话,可以从机器内取出料盘头。
Tips)关于料盘
可以累放同样的尺寸、同样厚的料盘。但是需要满足以下条件。
·累放时的最大高度在 32 mm 以下
·每一块料盘的厚度在 16 mm 以下 (如果不累放时在 25.4 mm 以下)
·元件的高度在 16 mm 以下 (如果不累放时在 25.4 mm 以下)
Tips)进行累放的自动排出时,有必要做以下的事情。
·请将料盘吸取器安装到自动更换头平台的 「S1 的最终单吸嘴」上。
·请将料盘高度自动更换头安装到自动更换头平台上。
Tips)吸取着料盘元件的时候,有如下的限制。
·Y 方向超过 325.6 mm 的位置的元件不能吸取。
3. 指令功能说明 SYS-XPF-4.1S
78 XPF 系统手册
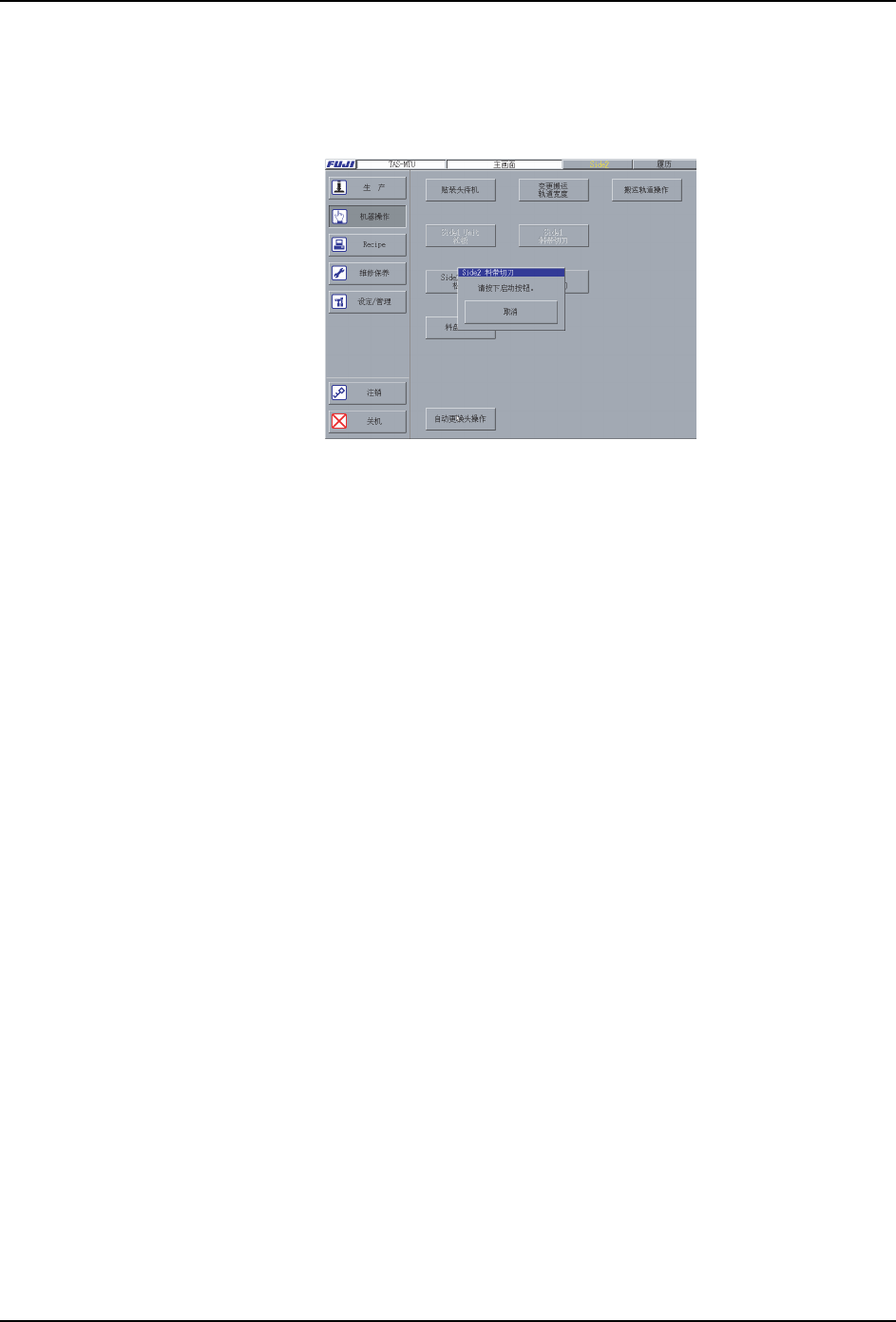
3.2.5 [ 机器操作 ] - [Side1 废料带切刀 ]
功能说明
使 Side1 侧的废料带切刀动作,切断供料器的料带。
表示步骤
在 [主画面]上顺序选择 [ 机器操作 ]、[Side1 废料带切刀 ],按下启动按键。
解说
使 Side1 侧的废料带切刀动作,切断供料器的废料带。
下面的条件不齐备时,[Side1 废料带切刀 ] 按键不能操作。
·在 [ 工作条件设定 ] 画面的 [ 废料带切刀 ] 页,[ 废料带切刀 ] 设定为 「使用」。
·在平台 1 上设定废料带箱。
·在平台 1 上 MFU 被夹紧。
注意 )
1.这个指令请从 Side1 执行。从 Side2 侧不能执行。
2.这个指令在伺服系统的动力电源没被投入的时候不能执行。请在按下运转准备按键,
投入动力电源之后执行。
08SYS-0115S