00191369-02.pdf - 第196页
6 Vision functions User M anual HS-50 6.2 PCB vision system Software Version SR.501.xx 12/99 Is sue US 196 t I I t structu re for ea ch fi ducia l. – Corr ection wi th two fi ducials X-positi on Y- p o s i t i o n PCB sk…
User Manual HS-50 6 Vision functions
Software Version SR.501.xx 12/99 Issue US 6.2 PCB vision system
195
t IIt
– Thickness (d)
You should ensure, particularly with tin fiducials, that a warpage of more than 1/10 of the struc-
ture width is not exceeded. If this degree of warpage is exceeded, the fiducial may not be
evenly illuminated. This would lead to variations in reflection characteristics and unwanted re-
flections. Recognition of the fiducials will then no longer be assured.
Recommended fiducial dimensions 6
Analysis of the fiducial shapes 6
For tinned and higher dimensional stable structures, (a low degree of etching variation) full circles
or full squares may be regarded as very satisfactory fiducial shapes (the ratio of fiducial thickness
to presoldering thickness will be large!). If dimensional stability falls, the full circle should be pre-
ferred to the square. 6
As far as the fiducial shapes of simple and double cross are concerned, bright copper is advanta-
geous as long as oxidation has not advanced too far. 6
– Surface of the fiducials
Make sure that the surface of the fiducial is as level as possible and with little oxidation. Avoid
wetting the fiducial with solder-stop lacquer as this could result in lowering the contrast with the
background or produce unwanted reflections. Similar effects occur with tinned fiducials as well.
– Contrast of the fiducials
To ensure that fiducial recognition is of a high quality, select a high brightness contrast between
the fiducial and the base material; in other words, bright fiducials on a dark base material and
vice versa. For example, on a copper or tin background apply dark fiducials. In the case of ce-
ramic substrates with a bright surface and unsatisfactory reflective properties, it is often helpful
to precoat with a dark resistance material in order to improve contrast characteristics.
– Number of fiducials
When using ceramic substrates and small boards, tow fiducials will usually be sufficient. How-
ever, with larger boards it is recommended that three fiducials be defined. The individual fidu-
cials can vary in structure. You can simplify the recognition procedure if you use the same
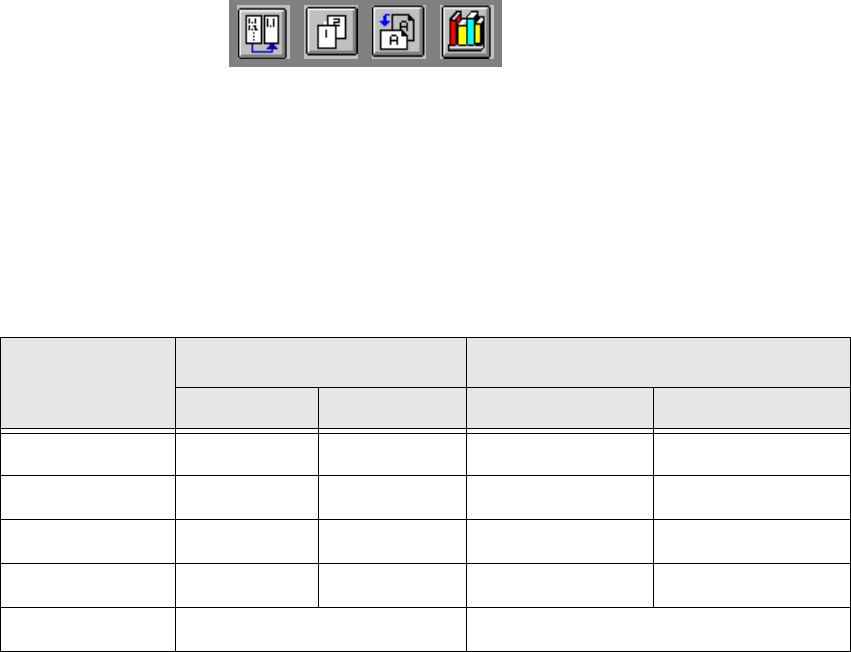
Fiducial type
Simple cross Double cross
Range Ideal Range Ideal
Length (l) 0.9 mm (min) 2.0 mm 1.8 mm (min) 2.75 mm
Width (b) 0.9 mm (min) 2.0 mm 1.8 mm (min) 2.75 mm
Line thickness (s) 0.3 - 1.4 mm 0.5 mm 0.3 - 0.75 mm 0.5 mm
Line spacing (a) — — 0.5 mm (min) 0.75 mm
Thickness (d) < 1/10 of the structure width < 1/10 of the structure width
Tab. 6.2 - 1
6 Vision functions User Manual HS-50
6.2 PCB vision system Software Version SR.501.xx 12/99 Issue US
196
t IIt
structure for each fiducial.
– Correction with two fiducials X-position
Y-position
PCB skew
– Correction with three fiducials: ideally, the straight lines which each pass through the cen-
ters of two fiducial will be parallel with the x and y axes
X-position
Y-position
PCB skew
Shear
Warpage of PCB in the X direction
Warpage of PCB in the Y direction
NOTE 6
You should never position 3 fiducials so that they are located on a straight line. 6
– Spacing between the fiducials
You may locate the fiducials at any point on the board. However, it is a good idea to space the
fiducials as far apart as possible on the two axes. The further apart the fiducials are from one
another, the more accurate optical position and angle recognition will be.
User Manual HS-50 6 Vision functions
Software Version SR.501.xx 12/99 Issue US 6.3 Component Vision System
197
t IIt
6.3 Component Vision System
The component vision system determines the precise location and orientation of a component rel-
ative to the nozzle that picks it up so that it can be placed accurately on the PCB. The two impor-
tant parameters in this process are the displacement of the center of the component from the
nozzle’s axis of symmetry, and the component’s rotational orientation on the nozzle relative to the
PCB. The locational and rotational deviations are taken into account and corrections are made
prior to placement so that accuracy can be achieved. Another important role of the component vi-
sion system is to detect and reject incorrect or physically damaged components before they are
placed on the PCB. 6
6.3.1 Component Vision System of the Placement Machine
6.3.1.1 Description of the System
The component vision system consists of the optical sensor system for component position rec-
ognition and the vision analysis unit. 6
Each 12x revolver placement head is equipped with its own component position recognition sys-
tem in star station 7 (see Fig. 6.1 - 2
on page 183). Each machine is equipped with an analysis
unit for PCB and component position recognition which is located in the control unit
(see Fig. 6.1 - 4
on page 186). 6
The optical component position recognition system (camera) consists of an LED lighting system,
deflection mirror, imaging lens, and CCD chip which acts like the retina in a human eye. LEDs ar-
ranged in three rows illuminate the component being tested, and the reflected light is directed
through a focusing lens onto the surface of the CCD chip. Using the HALE process (High Accuracy
Lead Extraction), the image is digitally processed to determine the parameters for position, skew,
and lead condition. 6
The vision analysis unit (MVS) has already been described in Section 6.1.3
on page 185 since it
performs the two functions of PCB and component analysis. 6
6.3.1.2 Technical Data
Camera type: SONY XC75 6
Number of pixels: 484 x 484 6
Field of view: 24 mm x 24 mm 6
Method of illumination: Reflected light process (red light), 3 LED levels 6
Image processing: HALE gray scale process (H
igh Accuracy Lead Extraction) 6
Screen: RGB monitor (VGA mode) 640 x 484 pixels 6