npmw2_z.pdf - 第23页
NPM-W2 2016.1118 - 17 - 3.4 检查内容 ■ 检查项目 检查种类 ※ 1 检测出不良 检查方法 OK NG 渗锡 锡膏渗出 ( 过多 ) 计测锡膏面积,针对网板设计面积 , 如果误差在容许值以内就是合格品 少锡 锡膏不足 ( 过少 ) 偏位 锡膏偏位 计测锡膏位置,针对网板设计重心 位 置,如果偏移量在容许值以内就是 合 格品 形状异常 锡膏形状设定的不同 计测锡膏外形尺寸, 针对网板设计 值, 如果误差在容许值…
NPM-W2 2016.1118
- 16 -
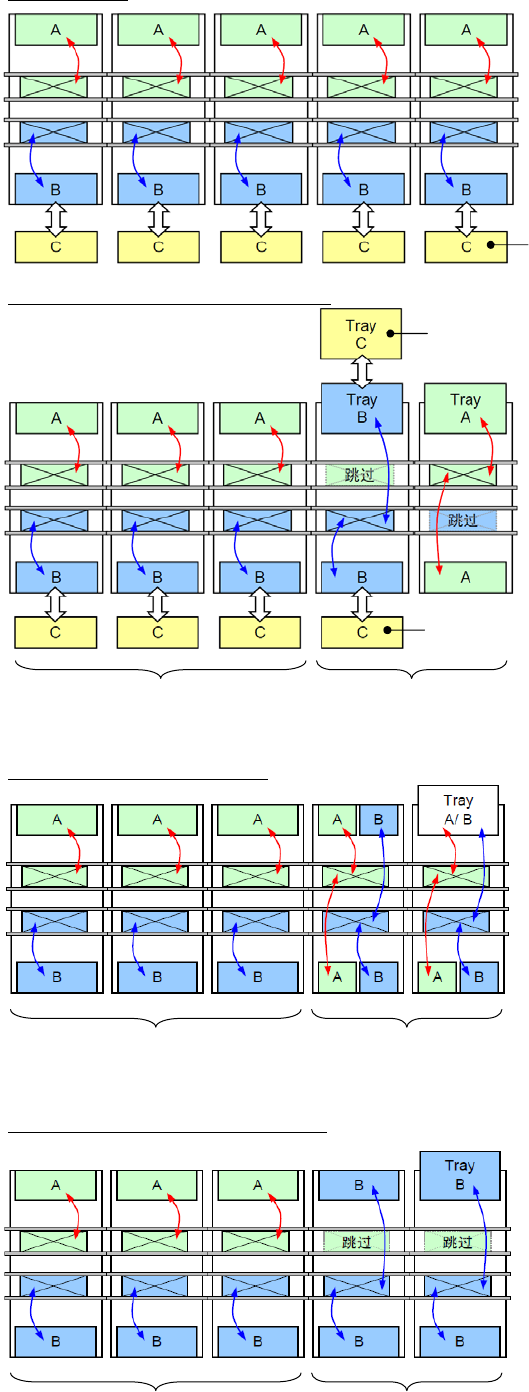
■ 无需停机的机种切换生产线
独立实装模式
・在一侧的轨道进行生产的同时、在另一侧轨道可以进行机种
切换。
※
(独立机种切换)
※ 不可进行打开安全盖的操作(手动更换支撑销等)。
※ 进行台车交换时,需要「独立机种切换对应单元(选购件)」。
独立实装模式+交替(前/后)实装模式
■ 高速、高效率实装生产线
独立实装模式+交替实装模式
・这是利用独立实装和交替实装的优点而组成的生产线构成。
・
芯片元件可以进行更高速实装、异型元件和托盘元件可以进
行更高效率的实装。
■ 不平衡的基板实装生产线
独立实装模式+交替(前/后)实装模式
・前侧轨道和后侧轨道的生产不能保持平衡的情况时、可以按
照左图进行对应。
例) 基板 A: 实装点数 300 点(只有芯片元件)
基板 B: 实装点数 600 点(芯片元件+异型元件)
独立实装 交替(前/后)实装
独立实装 交替实装
独立实装 交替(前)实装
托盘箱
编带供料器或者交换台车
编带供料器或者交换台车
NPM-W2 2016.1118
- 17 -
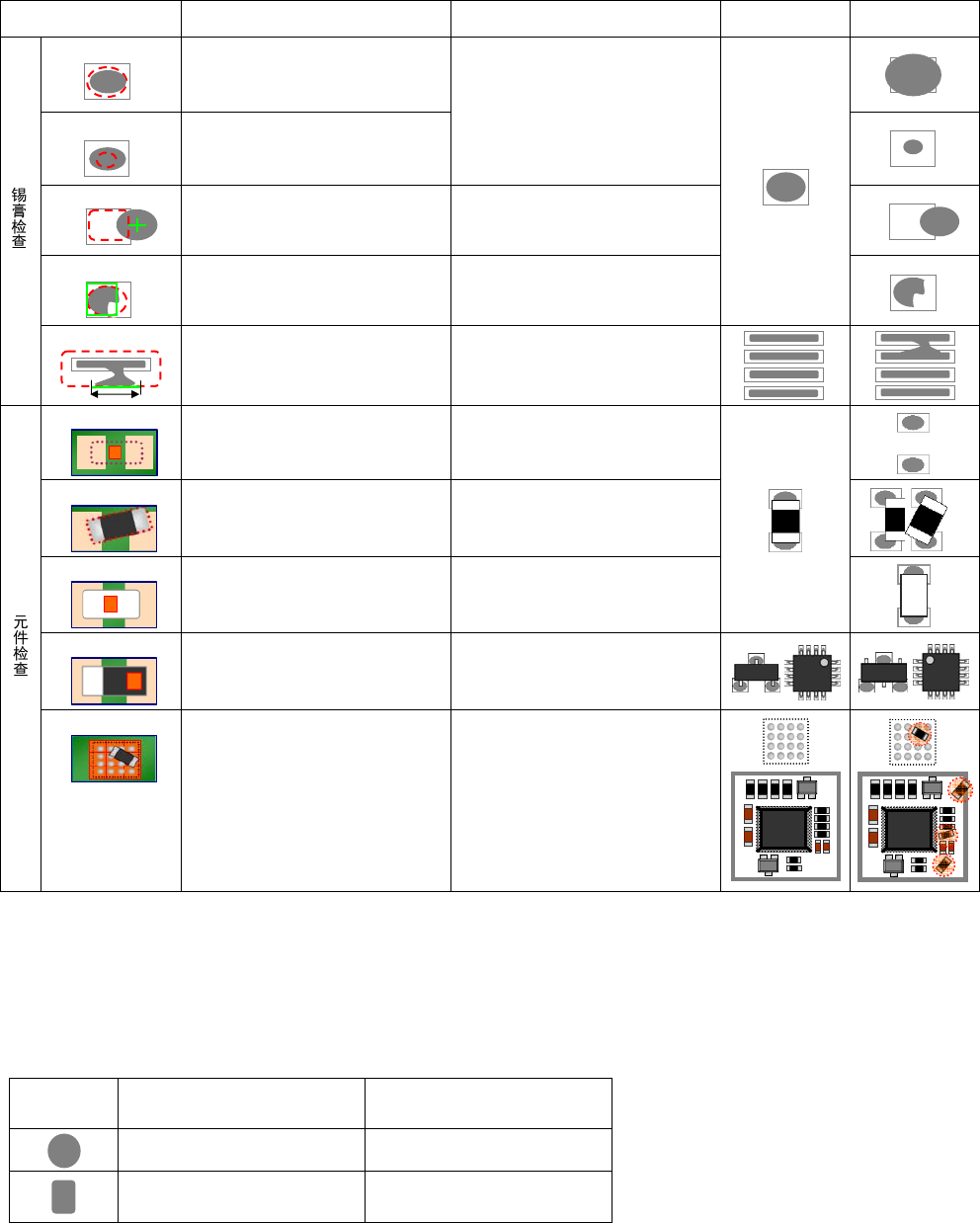
3.4 检查内容
■ 检查项目
检查种类
※1
检测出不良 检查方法 OK NG
渗锡
锡膏渗出(过多) 计测锡膏面积,针对网板设计面积,
如果误差在容许值以内就是合格品
少锡
锡膏不足(过少)
偏位
锡膏偏位 计测锡膏位置,针对网板设计重心位
置,如果偏移量在容许值以内就是合
格品
形状异常
锡膏形状设定的不同 计测锡膏外形尺寸,针对网板设计值,
如果误差在容许值以内就是合格品
桥接
发生桥接 在检查对象的锡膏附近作成检查框,
在这个框上超过容许值范围状态下,
如果没有锡膏就是合格品
元件有无
贴装位置没有元件 如果没有基板颜色就是合格品,或者
有元件颜色也是合格品
偏位
・
元件贴装位置有偏移
・
元件贴装角度有偏移
计测电极或元件位置,如果偏移量在
设定值以内就是合格品
正反面颠倒
・
贴装元件正反面颠倒
・
贴装元件竖起
如果元件反面、侧面有颜色就是不良
品
极性不同
贴装元件方向不同
(
有极性元件是对象)
极性如果有颜色就是合格品
异物检查
※2
・贴装的元件下面有落下元件
・
贴装的元件下面有异物
(
有检查头的设备进行贴装的元件
(
关联元件
※2
)的贴装面检查)
・
密封外壳贴装前的异物检查
・BGA
贴装前的异物检查
如果没有基板以外的颜色就是合格品
※1 在各检查项目使用的颜色和检查领域,用事先取得图像进行设定。
基板颜色的设定是指,基板、锡膏、焊盘、silk 等颜色进行事先设定。
※2 能够检测出异物的最小尺寸
2D 检查头 A (分辨率: 18 μm) : 0603 的厚度(0.2 mm)以上
2D 检查头 B (分辨率: 9 μm) : 0402 的厚度(0.15 mm)以上
■ 检查对象
・ 锡膏检查对象项目
锡膏形状
2D 检查头 A
(分辨率: 18 μm)
2D 检查头 B
(分辨率: 9 μm)
φ0.15 mm 以上 φ0.12 mm 以上
0.1 × 0.15 mm
以上 0.08 × 0.12 mm 以上
※ 由于锡膏是焊锡球和助焊剂的混合物,根据助焊剂的含有率和组成金属不同,表面状态不能始终保持均等状态,所以,锡膏和焊盘之间会
没有颜色和明亮度之差的情况。另外,由于基板和元件的材料、基板弯曲变形,颜色和明亮度也可能有变动。
在这些情况下会有不能进行检查的可能。为了正常进行光学系处理,请勿设置在有直射日光或者高亮度的照明处。
NPM-W2 2016.1118
- 18 -
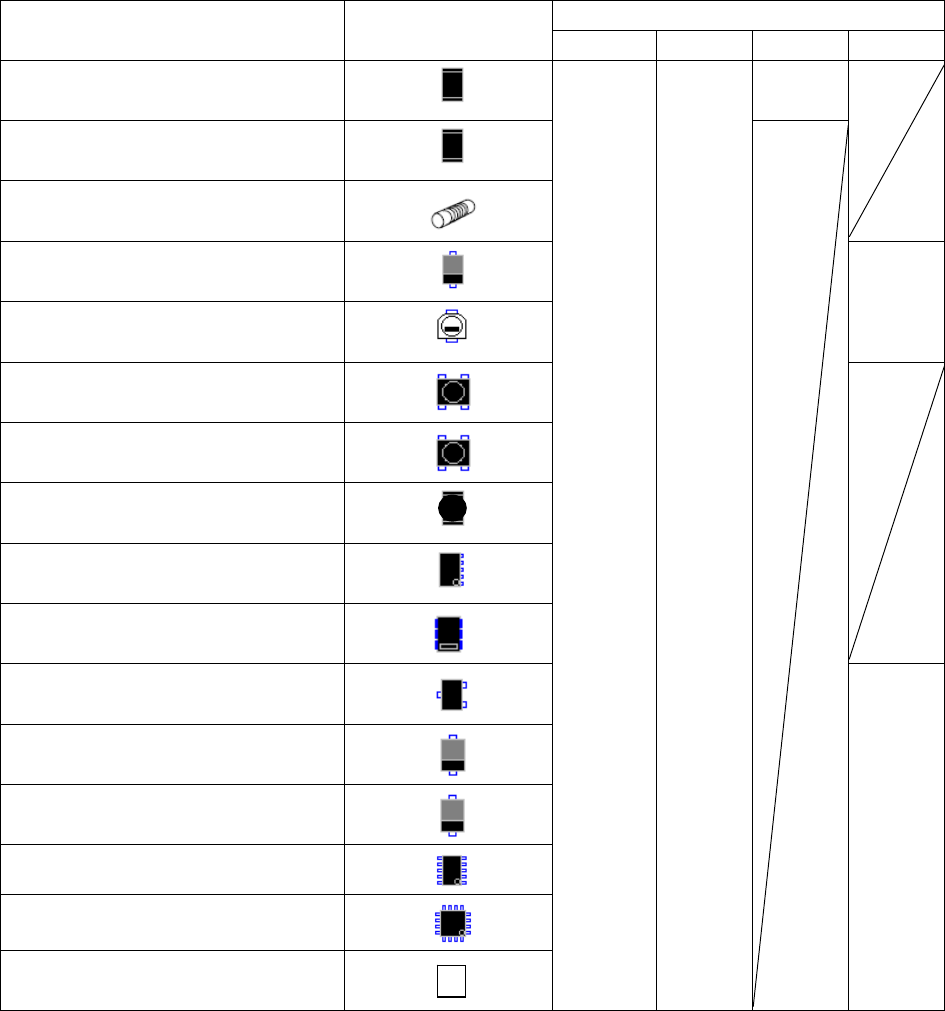
■ 检查对象
・ 元件检查对象项目
检查对象元件代表种类 形 状
检查种类
元件有无 偏位 正反面颠倒 极性不同
方形芯片电阻
○ ○
○
※1
方形芯片电容器
圆柱形芯片
钽电容器
○
※2
铝电解电容器
可调电阻
微调电容器
线圈
连接器
网络电阻
三极管
○
※2
二极管
电感
SOP
QFP
BGA/CSP
※ 有关贴装元件,如果由于邻接元件的影子元件颜色脱落,会有不能进行检查的可能。另外,由于基板和元件的材料、基板弯曲变形,颜色
和明亮度也可能有变动。在这些情况下会有不能进行检查的可能。与锡膏检查同样,请勿设置在有直射日光或者高亮度的照明处。
※1 方形芯片电阻的正反面颜色不同的元件,可以设定正反面颠倒的检查。
※2 极性标记的对比度需要明确化,保证没有污垢和锡膏不足,另外,颜色和明亮度的变动少,有关 IC 可以通过图像识别极性形状,没有变
化。以上是进行正常检查的条件。