npmw2_z.pdf - 第73页
NPM-W2 2016.1118 - 67 - ■ 基 本构成 项 目 内 容 硬 件 外部安装扫描器读取型 ・ 外部安装扫描器一套单元 由用户准备的读取 1D/2D 代码的装置。每条生产线的各轨道都需要 1 台。 本公司指定的扫描器如下。 使用其他扫描器时请咨询本公司。 扫描器主体 : SR-510 ( 株式会社 KEYENCE) 通信单元 : N-L1 ( 株式会社 KEYENCE) 传送带 由用户准备的传送带。设置在生产线的前端。…
NPM-W2 2016.1118
- 66 -
■ 功能一览
项 目 内 容
机种切换功能
外部安装扫描器读取型
在前端的传送带设置外部安装扫描器,通过扫描器读取基板的 1D/ 2D
代码
※1
,自动进行机种切换。
贴装头读取型
※ 生产数据有限制
※3
使用前端设备的头部相机读取基板的 2D 代码
※1
,自动进行机种切换。
计划表读取型
1 天的生产量一览,作为计划表通过 1D/ 2D 代码
※2
打印用纸。
使用有线扫描器读取计划表,自动进行机种切换。
设定功能 条形码设定
设定条形码定义。为了指定生产数据使用,有 2 种类的指定方式。
・文字列指定方式
从条形码抽出的数据是文字,与生产数据名称是 1 对 1 的对应方式。
・范围指定方式
从条形码抽出的数据是数值,其范围与生产数据名称是 1 对 1 的对应
方式。
※1 此选购件,不包括在基板打印 1D/2D 代码的功能。
※2 此选购件,不包括在纸印刷 1D/2D 代码的功能。
※3 不可调整基板宽度。所以,基板宽度需要在全数据范围中有共通性。
另外在机种切换时使用的 2D 代码坐标,也需要在全数据范围中有共通性。
(
分割基板内的坐标无需有共通性。)
■ 基本规格
项 目 内 容
可读取代码 外部安装扫描器读取型
1D 代码(条形码):
CODE39, ITF, Industrial2of5, COOP2of5, NW-7, CODE128, EAN128,
CODE93, JAN/EAN/UPC(对应附件), TriopticCode39, 等
2D 代码(2 维代码):
QR 代码, MicroQR, DataMatrix(ECC200), PDF417, MicroPDF, Maxicode, 等
贴装头读取型
2D 代码(2 维代码):
QR 代码, MicroQR, DataMatrix(ECC200)
最大尺寸: 5
× 5 mm
计划表读取型
1D 代码(条形码):
UPC/EAN/JAN, UCC/EAN 128, Code 39, Code 128, 等
2D 代码(2 维代码):
Maxicode, Data Matrix(ECC 200), QR 代码, 等
代码限制 基板 ID 和模式 ID 使用代码有限制。
ASCII 英数字
、记号 128 文字以内。 但是,记号只有 - + = , . _ @ 。
显示语言
中文、英文、日文 (对象: 设定端末的 LWS 的表示画面)
NPM-W2 2016.1118
- 67 -
■ 基本构成
项 目 内 容
硬 件
外部安装扫描器读取型
・外部安装扫描器一套单元
由用户准备的读取 1D/2D 代码的装置。每条生产线的各轨道都需要 1 台。
本公司指定的扫描器如下。
使用其他扫描器时请咨询本公司。
扫描器主体: SR-510 (株式会社 KEYENCE)
通信单元: N-L1 (株式会社 KEYENCE)
传送带
由用户准备的传送带。设置在生产线的前端。
需要符合以下规格。
①有挡块、基板可以待机。
②配备自动或者手动的宽度调整机构。
③可以通过 SMEMA 进行通信
。
※
贴装头读取型
由于使用头部相机所以不需要硬件。
计划表读取型
・有线扫描器主体
读取条形码的装置。与前端设备连接。每条生产线的各轨道都需要 1 台。
与元件校对选购件(有线)可以通用。
・扫描器支架
放置扫描器的支架。与元件校对选购件(有线)可以通用。
许可证
生产线中对所有设备需要许可证。
有关许可证的选择请参照「14. 有关许可证」。
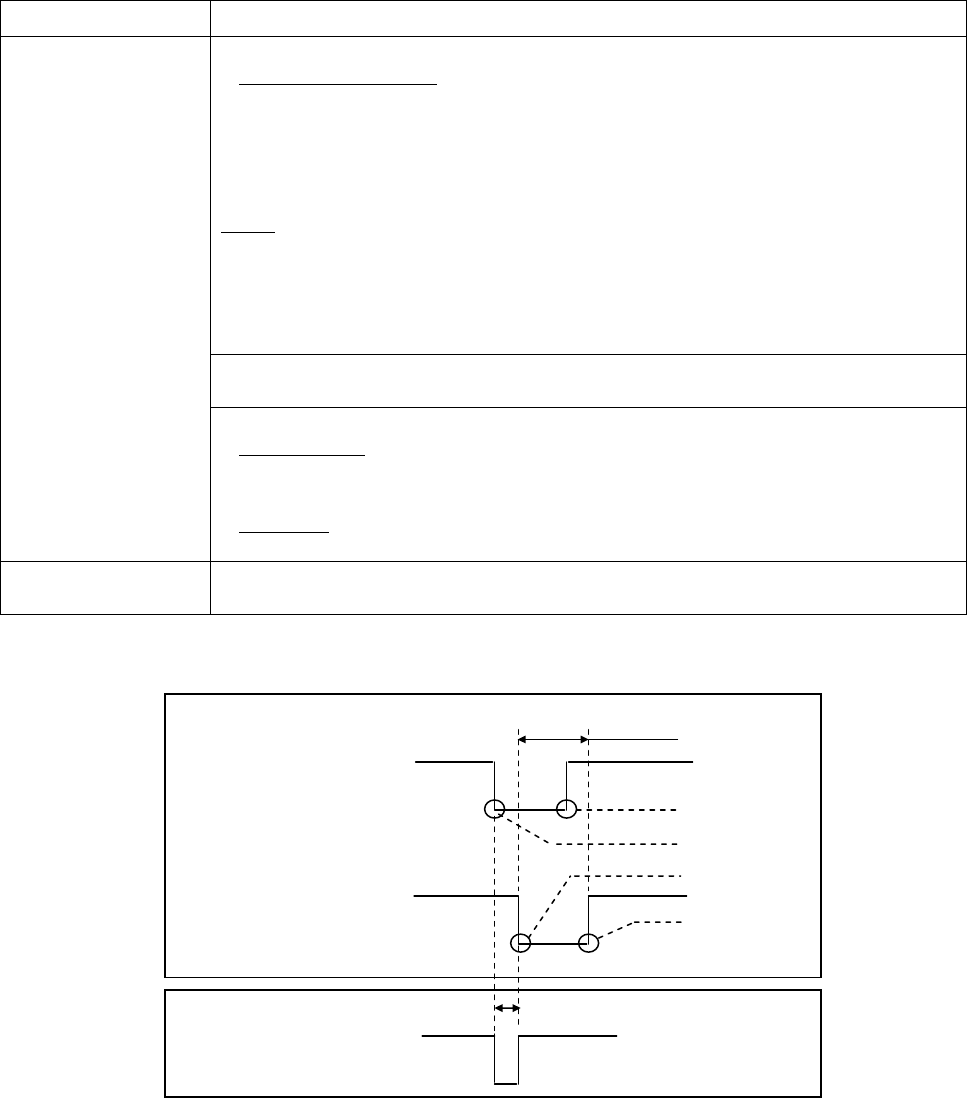
※ 扫描器控制是介入 SMEMA 通信的形式,由 FA 电脑进行。FA 电脑和设备之间通过 TCP/IP 进行通信。
以下是 SMEMA 通信的时机图表。传送带与设备间的 SMEMA 通信需要根据以下时机图表进行。
前传送带
前端设备
扫描器
BOARD NOT AVAILABLE
BOARD IS AVAILABLE
MACHINE BUSY
MACHINE NOT BUSY
SCANER READ
SCANER NOT READ
传送时间
读取基板
ID 时间
基板到达
传出准备完了
传入准备完了
传出完了
NPM-W2 2016.1118
- 68 -
5.3 供料器准备导向
有效帮助设置程序的导向工具。估算包括准备作业所需时间的生产时间以及对操作员发出准备作业的指示。
由此,实现生产线准备作业时间的可视化、效率化。
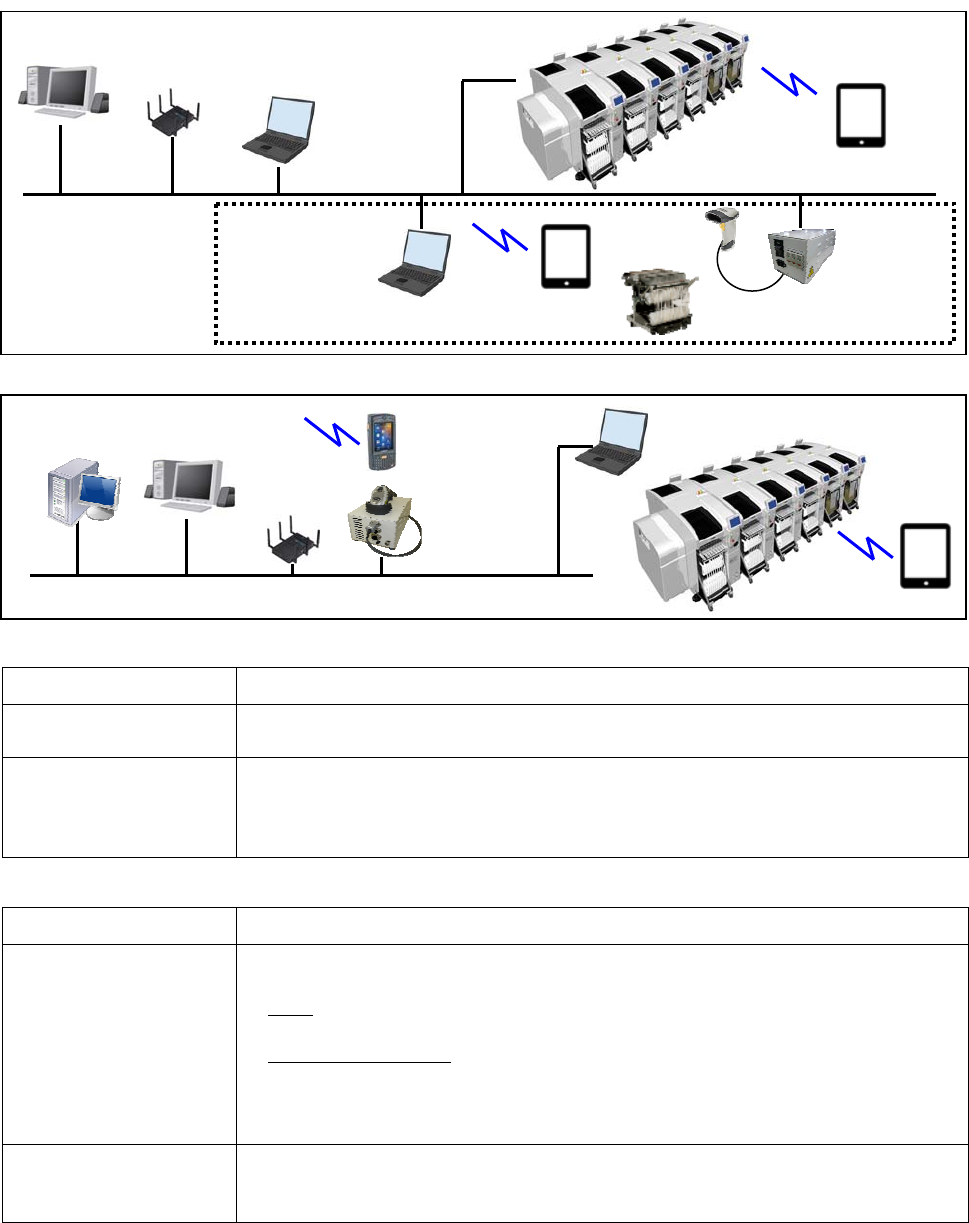
■ 系统构成图
支援站(元件校对类型)的情况
PanaCIM-EE(物料核查)的情况
■ 功能一览
项 目 内 容
生产计划作成功能
通过指定生产机种、生产数量、准备人数,作成包括准备作业所需时间的生产计划。
也可确认每机种生产结束的预测时间。
准备指示显示功能 对下一机种以后的生产,显示所需要做的准备。
设备的供料器搭载状况可以随时确认,也可以确认准备作业的进度状况。
运转中也可在设备进行准备作业。
另外,可以在多台电脑或便携设备的浏览器中显示同一内容。
■ 基本构成
项 目 内 容
许可证
生产线中对所有 NPM-D3 需要许可证。
请同时选择以下选购件。
必
须
支援站箱
(
元件校对类型
)
选
择
(
选择以下任一项
)
1)
元件校对
(
许可证
)
+
支援站
:
元件校对类型
(
许可证
)
2)
PanaCIM-EE
对应
(
许可证
)
有关许可证的选择请参照「14. 有关许可证」。
电脑 显示生产计划以及准备指示的电脑。
※ 由客户准备。
和 NPM-DGS 以及支援站电脑可以通用。
LNB (FA
电脑
)
供料器准备导向
NPM-DGS
支援站箱
无线扫描器
PanaCIM
服务器
接入点
便携设备
LNB (FA
电脑
)
供料器准备导向
NPM-DGS
支援站箱
支援站电脑
有线扫描器
接入点
便携设备
便携设备
线外准备区