npmw2_z.pdf - 第56页
NPM-W2 2016.1118 - 50 - ■ 选购件功能一览 和周边装置 使用以下选购件功能时,需要准备相 对应的周边装置。 选购件功能 内 容 周边装置 锡膏检查 NG 排出功能 从 NPM-W2 排出的基板检查结果, OK 的情况是 通过, NG 的情 况是停止,发出 OK/NG 信号。 另外,为了在传送带上进行确认, 或者修理和再确认, 取出基板时,需要发出信号,要求 对 NPM-W2 排出下 一片基板。 元件检查 NG 排…
NPM-W2 2016.1118
- 49 -
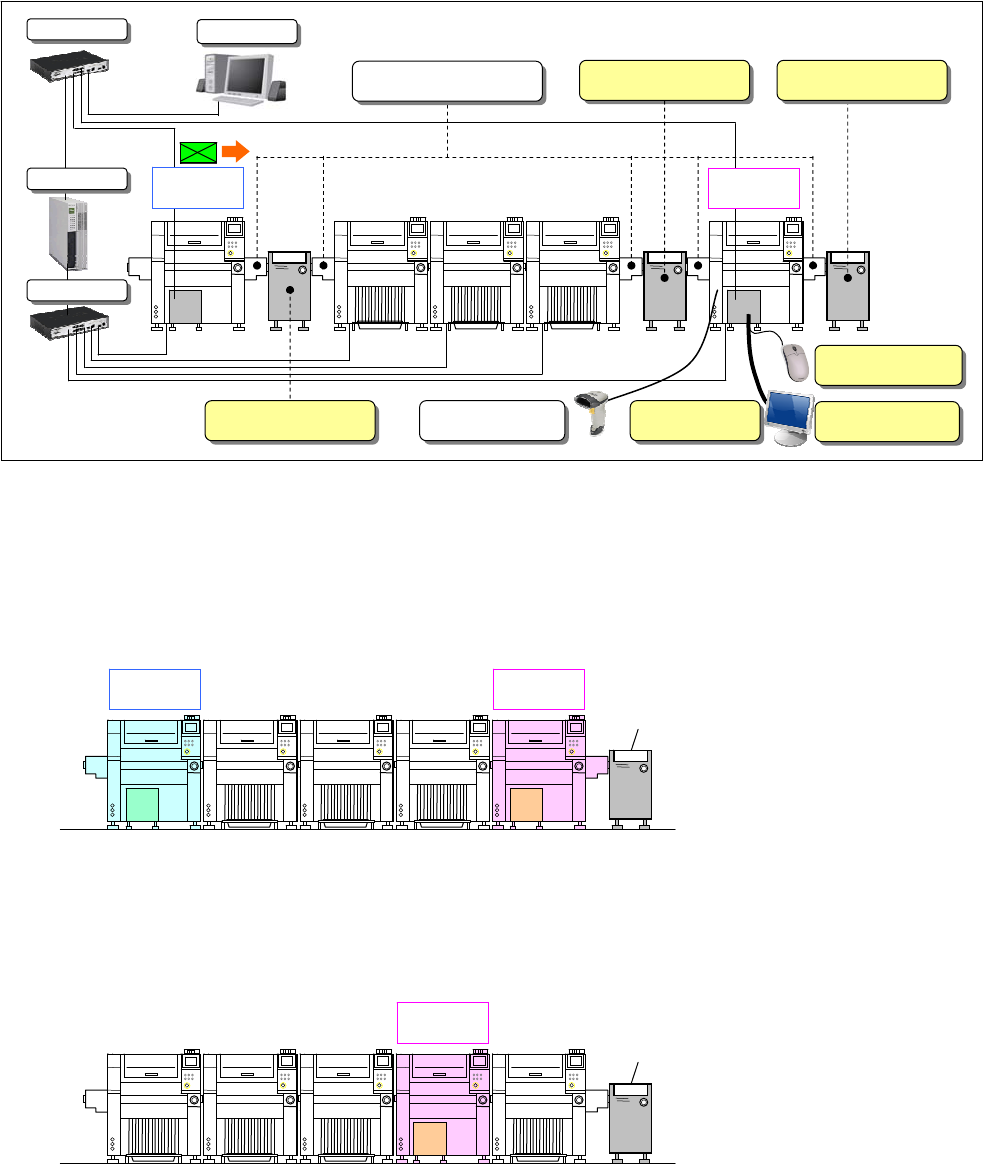
4.6 有检查头时的生产线构成
■ 标准的生产线构成
■ 其他的生产线构成
检查头的位置和传送带的位置可以根据用途灵活配置。
1) 希望缩短生产线长度
把经过锡膏检查(SPI)和元件检查(AOI)判断为 NG 的基板,使其在生产线终端的检查排出传送带整体停止。
在锡膏检查判断为 NG 的实装点和图形,自动跳过贴装和元件检查。
2) 希望对卷盘和托盘两种类型的元件进行异物检查
异物检查是指,在指定元件的下面检查是否有异物。如果发现异物,不贴装指定元件。所以,需要将此元件
配置在检查头的对侧工作台或者下游工程。卷盘和托盘元件混合时,请如下配置。但是,在下游工程贴装的
元件,贴装后无法进行元件检查。
※ 上述是生产线构成的一个例子。
根据客户的设备构成会有所不同。详细情况请咨询。
(3)
检查排出传送带
(
Customer
)
(8)
鼠标器
(
Customer
)
(6)
显示屏
(
Customer
)
(4)
再投入传送带
(
Customer
)
(5)
有线扫描器
(2)
检查排出传送带
(
Customer
)
NPM-DGS
(7)
连接电缆
(
Customer
)
LNB
HUB
HUB
(1)
延长传送带
锡膏检查
(SPI)
元件检查
(AOI)
锡膏检查
(SPI)
元件检查
(AOI)
元件检查
(AOI)
检查排出
传送带
检查排出
传送带
NPM-W2 2016.1118
- 50 -
■ 选购件功能一览和周边装置
使用以下选购件功能时,需要准备相对应的周边装置。
选购件功能 内 容 周边装置
锡膏检查 NG 排出功能
从 NPM-W2 排出的基板检查结果,OK 的情况是通过,
NG 的情况是停止,发出 OK/NG 信号。
另外,为了在传送带上进行确认,或者修理和再确认,
取出基板时,需要发出信号,要求对
NPM-W2 排出下
一片基板。
元件检查 NG 排出功能
再投入功能
与『元件检查 NG 排出功能』一起动作。
将修理的 NG 基板再投入,再检查以及在对面工作头没
有进行实装的元件进行再实装。
而且,判定为不合格而取出的基板,通过条形码管理,
再投入时,通过读取此条形码,可以进行跟踪管理。
NG 图显示功能
检查后判定为不合格处可以通过设备画面进行确认,而
且,元件检查时,判定为不合格处可以显示在电脑画面。
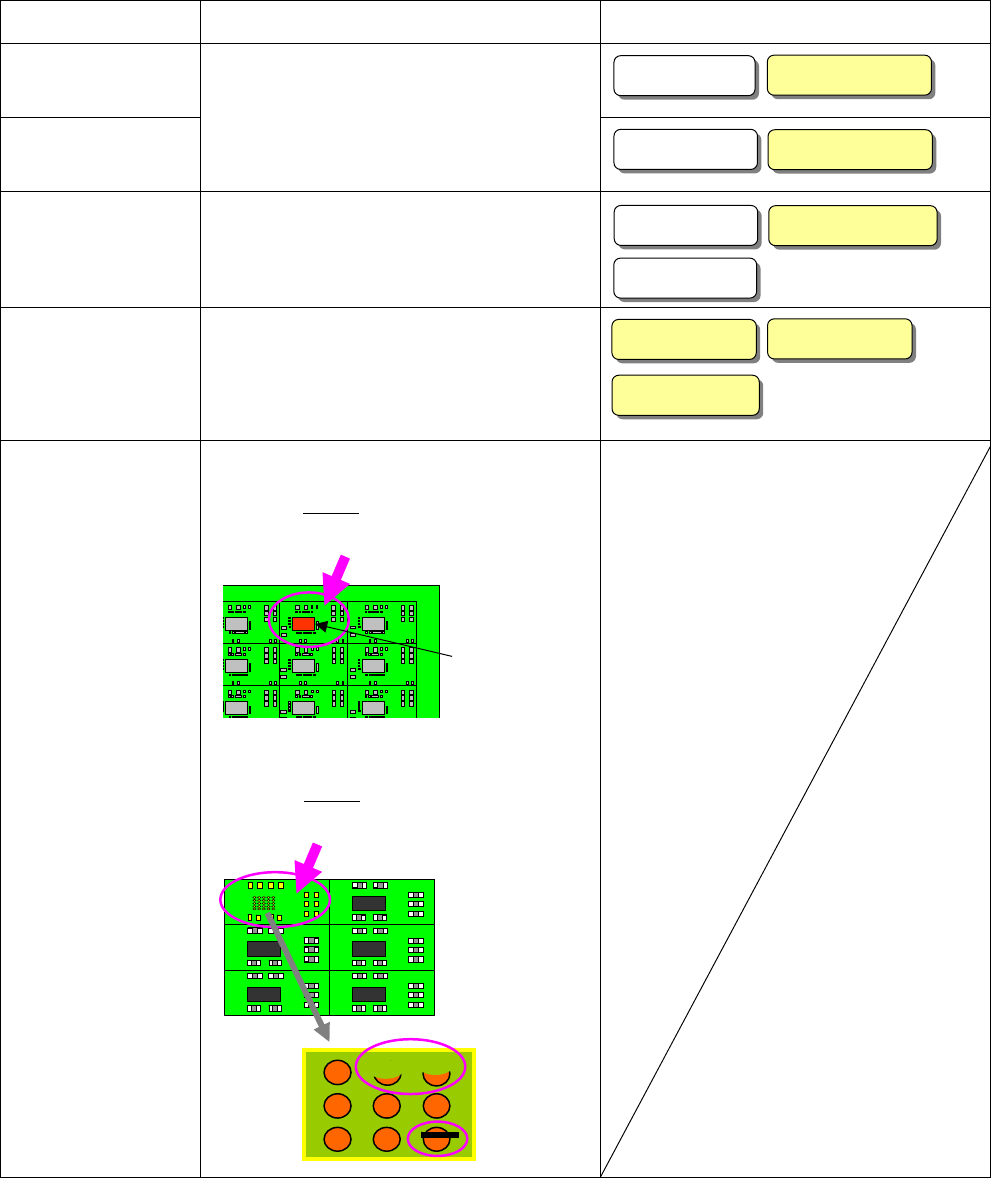
图形信息通信功能
检查锡膏时发现有不良情况时,跳过贴装不良图形,
可以降低元件的损失成本。
另外,检查焊盘时发现有不良时,跳过贴装不良图形,
同样可以降低元件的损失成本。
※ 标记为 Customer 的周边装置请客户准备。
(1)
延长传送带
(1)
延长传送带
(2)
检查排出传送带
(
Customer
)
(3)
检查排出传送带
(
Customer
)
(5)
有线扫描器
(4)
再投入传送带
(
Customer
)
(1)
延长传送带
(7)
连接电缆
(
Customer
)
(6)
显示屏
(
Customer
)
(8)
鼠标器
(
Customer
)
不良图形
发生印刷不良的图形内的所有元件,
都跳过,不进行贴装
印刷不良
焊盘缺口
异物
不良图形
发生焊盘不良的图形内的所有元件,
都跳过,不进行贴装
NPM-W2 2016.1118
- 51 -
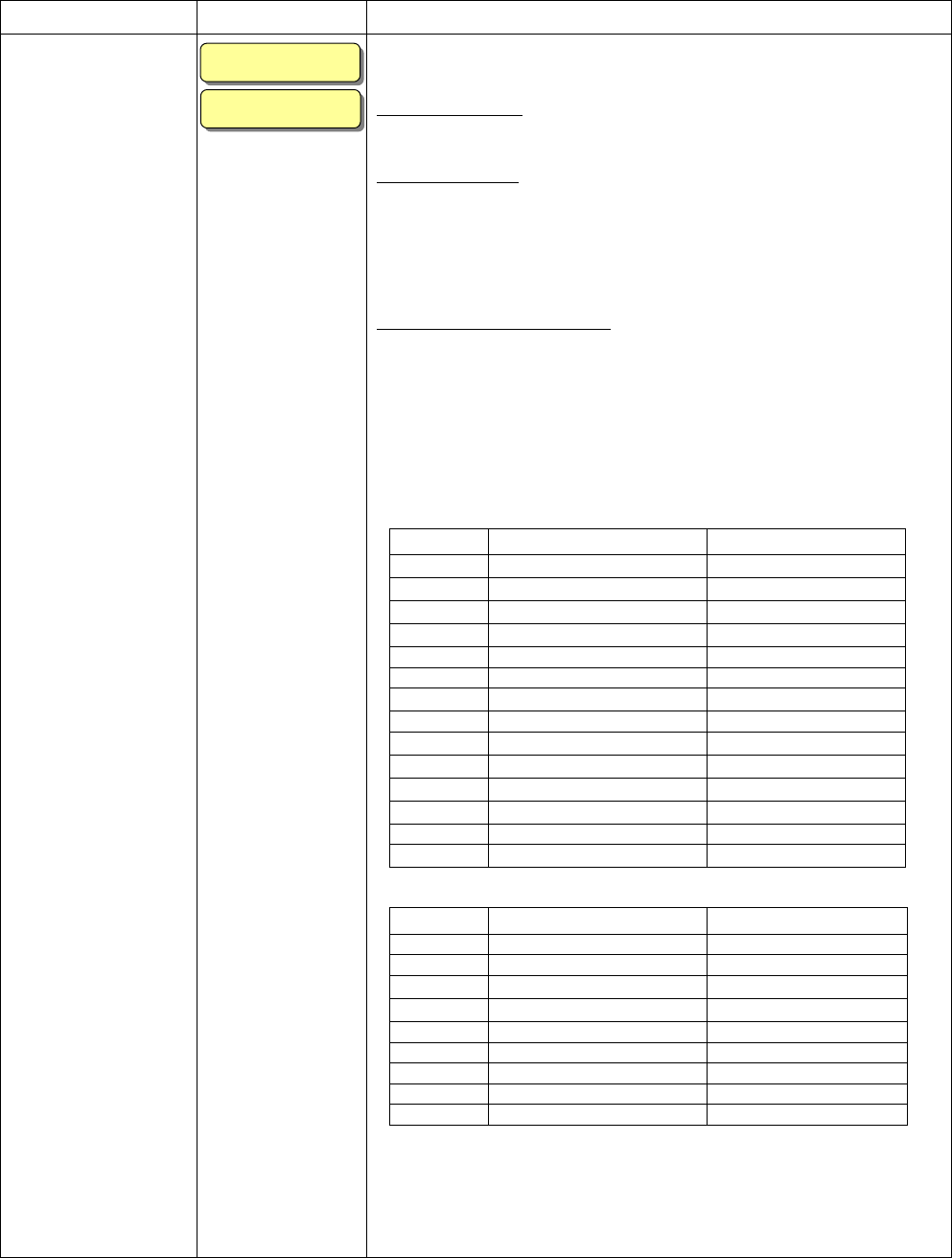
■ 需要准备的周边装置的详细规格
功 能 周边装置 规 格
锡膏检查 NG 排出功能
元件检查 NG 排出功能
从前工程 NPM-W2 检查结果的 OK 信号,只可以存储 1 片基板。
另外,必须满足以下传送规格。
① 基板传入待机动作
没有 NG 基板的待机状态下,把前工程的 Board Available(BA)信号传到后工程,
把后工程的
Ready 信号传到前工程。
② NG 基板存储动作
1) 基板传入时,OK 信号是 ON 时
开始传入基板时,把对前工程的 Ready 信号设置为 OFF,不停止基板,传到
后工程。
2)
基板传入时,OK 信号是 OFF 时
开始传入基板时,把对前工程的 Ready 信号设置为 OFF,把基板放置在传送
带后,把
BA 信号设置为 OFF。
③ NG 基板存储后的传送再开动作
通过脚踏开关,进行以下动作
1)
有 NG 基板时
成为传出待机状态,把对后工程的 BA 信号设置为 ON。
确认后工程の Ready 信号为 ON,向后工程传出基板。
传出结束(确认后工程的 Ready 信号是否是 ON→OFF 状态)后,返回到动作①。
2) 没有 NG 基板(取出 NG 基板)时
返回到动作①
传送带控制用连接销配置
[XS
连接器]
Pin No.
信号内容 信号方向
1 Ready1+ (传入要求) NPM-W2 ← 传送带
2 Ready1- (输入 common) NPM-W2 ← 传送带
3
Board Available1 (
传出可) NPM-W2 → 传送带
4 Board Available1 Return NPM-W2 → 传送带
5 N.C.
6 N.C.
7 OK1 Return NPM-W2 → 传送带
8 N.C.
9 Ready2+ (传入要求) NPM-W2 ← 传送带
10 Ready2- (输入 common) NPM-W2 ← 传送带
11 Board Available2 (传出可) NPM-W2 → 传送带
12 Board Available2 Return NPM-W2 → 传送带
13 N.C.
14
OK1 (
检查结果) NPM-W2 → 传送带
[CNDUS 连接器]
Pin No.
信号内容 信号方向
A1 N.C.
A2-A4 N.C.
A5 OK2 (检查结果) NPM-W2 → 传送带
A6 OK2 Return NPM-W2 → 传送带
B1-B6 N.C.
C1-C6 N.C.
D1-D6 N.C.
E1-E5 N.C.
E6 N.C.
※ 请勿连接「N.C.」。
※
单轨传送带时,连接于 NPM-W2 主体和 XR 连接器使用。
※
双轨传送带时,不仅是 XR 连接器,CNDUR 连接器也连接于主体使用。
※
连接器型号、传送带内控制等详细内容请另行联络。
※
连接检查排出传送带时,在 NPM-W2 主体和检查排出传送带之间需要设置延长传
送带。
(2)
检查排出传送带
(
Customer
)
(3)
检查排出传送带
(
Customer
)