npmw2_z.pdf - 第89页
NPM-W2 2016.1118 - 83 - 5.11 吸着前检查(极性) 在吸附托盘元件之前,使用头部相机对元件拍照,进行极性检查,以防止安装错误。 在检查结果中,如果极性方向正确,则吸取元件进行贴装。 如果方向错误,则显示元件图像,并单一停止 (Single stop) 。 ■ 系统基本构成 NPM 拍摄照片后,利用在 WindowsPC 中安装此功能软件的吸着前检查服务器,进行极性检查。 吸着前检查服务器 PC1 台,最大可对应…
NPM-W2 2016.1118
- 82 -
5.10 吸着错误自动恢复功能
设备发生吸着错误,识别错误时,可通过此功能自动恢复,不中断生产,保证连续运作。
■ 功能概要
错误发生时吸着位置示教
当吸着错误或者识别错误发生时,自动实施吸着位置示教。
示教正常进行后,不会中断生产,以此减少设备停机次数,提高运转率。
吸着错误元件再次吸着
在大型元件中,由于多数元件不能自动实施吸着位置自动示教,所以「错误发生时吸着位置示教」的功能不能使用。
针对这些元件,此功能在吸着错误发生时,不会继续供给,而是对该错误元件实施再次吸着。
正常吸着元件后,设备不停机,以此保证连续运转。
此功能在减少吸附错误次数的同时,也可减少停机次数,提高运转率。
对应元件为 12 mm ~ 塑料编带元件。
1 mm
⇔ 2 mm 间距自动切换
供给同样元件,元件编带间距有 1 mm、2 mm 混在的情况时,此功能可以在切换编带(例如:元件供给,编带拼接,错误
发生)实施吸着位置示教时,自动测量编带间距,并使用测定到的间距继续生产。
间距自动切换条件
项 目 内 容
元件数据
可进行吸着位置自动示教
编带宽度
8 mm
供给形态 纸
送带间距 1 mm or 2 mm (4 mm 以上不能使用)
NPM-W2 2016.1118
- 83 -
5.11 吸着前检查(极性)
在吸附托盘元件之前,使用头部相机对元件拍照,进行极性检查,以防止安装错误。
在检查结果中,如果极性方向正确,则吸取元件进行贴装。
如果方向错误,则显示元件图像,并单一停止
(Single stop)
。
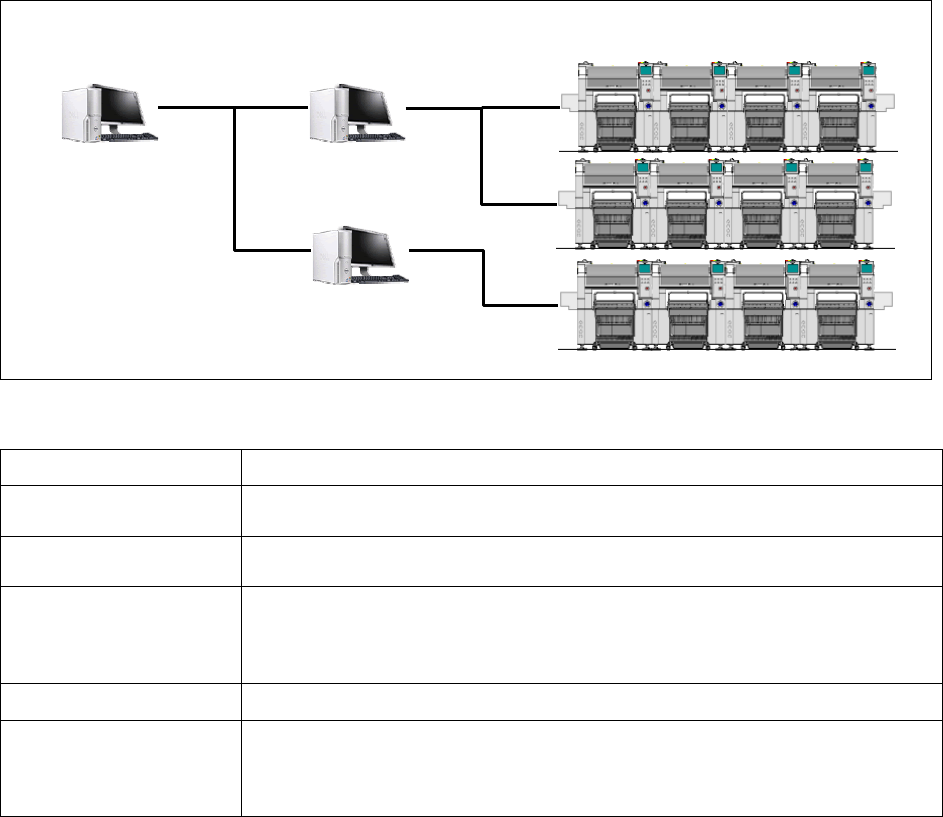
■ 系统基本构成
NPM 拍摄照片后,利用在 WindowsPC 中安装此功能软件的吸着前检查服务器,进行极性检查。
吸着前检查服务器 PC1 台,最大可对应 2 条产线。
NPM 生产线,由 LAN 连接构成,吸着前检查服务器 PC,属于 DGS 的 LAN。
■ 功能一览
项 目 内 容
检查方法 可以从「辉度平面」、「图形校对」、「倒角检测」中进行选择。
检查元件的设定 可以从「第一个元件」、「托盘内所有元件」中进行选择。
检查 NG 判定时的处理 检查结果为 NG 时,有以下 2 种处理方法。
・元件良好时,按下 OK 键,开始元件吸着。
・元件极性错误时,取出托盘,调整位置后再次实施检查。
自动吸着角度补正功能 此功能可以不停机自动实施角度补正,进行元件吸着/贴装。
极性检查的对象标记 极性检查的对象标记种类有加工标记,墨水印字标记。
※当是激光印字标记时,请通过其他途径商谈。
有不显示图像的对比差,不能进行良好检查的情况。
系统构成例
吸着前检查服务器
PC
(
DGS
客户端也可)
DGS
服务器
最大
2
条产线
吸着前检查服务器
PC
(
DGS
客户端也可)
NPM-W2 2016.1118
- 84 -
5.12 留言板
触摸屏在超过一定时间
※
1
没有任何操作时,可以显示客户设定的图像
※
2
。
可将操作员教育指导图像,换班时的交接信息等,设定为显示图像。
有效利用操作屏,并可在生产中进行操作员的教育指导。
※1 时间可由客户从触摸屏针对不同设备分别设定。
※2
图像可经由 LNB,针对不同设备分别设定。
■ 功能概要
显示图像张数
每个设备,最多可设定 10 张图像。
另外,设备在生产中也可进行设定。
错误画面优先显示
在显示留言板的设定图像时,如果有错误发生,自动从留言板图像切换至错误显示画面。
5.13 装头诊断
通过诊断贴装头,预防故障发生,确保设备安定运行。
■ 功能概要
空气泄漏检查
在密闭状态下测定阀 ON/OFF 时的流量。
流量传感器归零检查
测定流量传感器的偏差。
空气堵塞检查
在释放状态下测定阀 ON/OFF 时的流量。
Z 轴、θ 轴动作检查
测定 Z 轴、θ 轴马达,在高速和低速运转时的扭矩。