npmw2_z.pdf - 第28页
NPM-W2 2016.1118 - 22 - ■ 点胶时间 ( 打点点胶、 描绘点胶 ※ 1 ) 点胶速度标准例子 【精度优先模式】 ※ 2 所有点胶动作未完成,就不进行贴装。对面轴停止,在精度方面是有利的工作模式。 ※ 1 进行描绘点胶 ( 非接触点胶 ) 时, 需要高度传感器 ( 选购件 ) 。 ※ 2 只有在精度优先模式,可使用高度传 感器 ( 选购件 ) 进行补正。 ※ 3 描绘点胶 ( 非接触点胶 ) 时,包括 测定基板高度…
NPM-W2 2016.1118
- 21 -
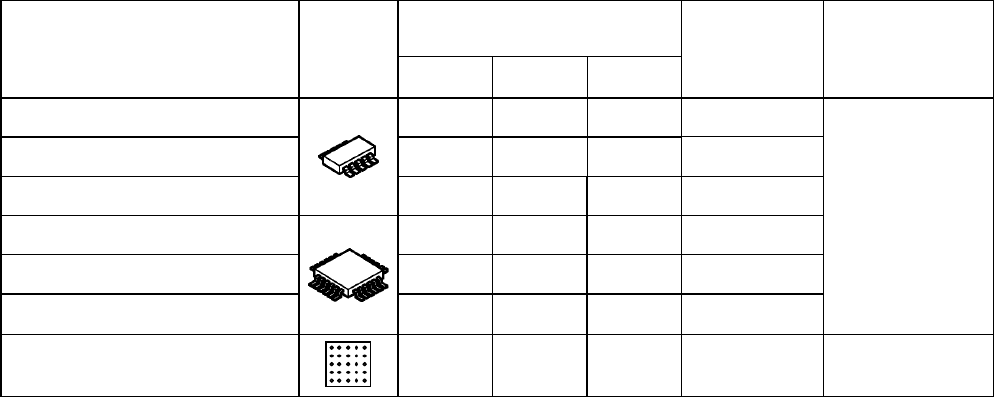
元 件 外 观
元件尺寸
※1
(mm)
点胶嘴
L = 4 点点胶
点胶直径
※2
(mm)
X Y T
SOP 8P
10.1 4.2 1.5 L
φ1.4
SOP 16P 21.25 9.5 2.0 L × 2
SOP 28P 7.0 7.0 2.5 L × 3
QFP 7 × 7
14.0 14.0 2.8 L
QFP 14 × 14 18.0 18.0 3.3 L × 3
QFP 18 × 18 10.1 4.2 1.5 L × 4
BGA, CSP
33.0 33.0 2.15 描绘点胶嘴
※3
线宽度
1.0
※1 元件尺寸为参考值。请确认各自的尺寸形态。(请对各个元件生产厂家进行确认。)
※2 因元件的不同,与上表尺寸会有不同。
※3 需要事前验证。
NPM-W2 2016.1118
- 22 -
■ 点胶时间(打点点胶、描绘点胶
※1
)
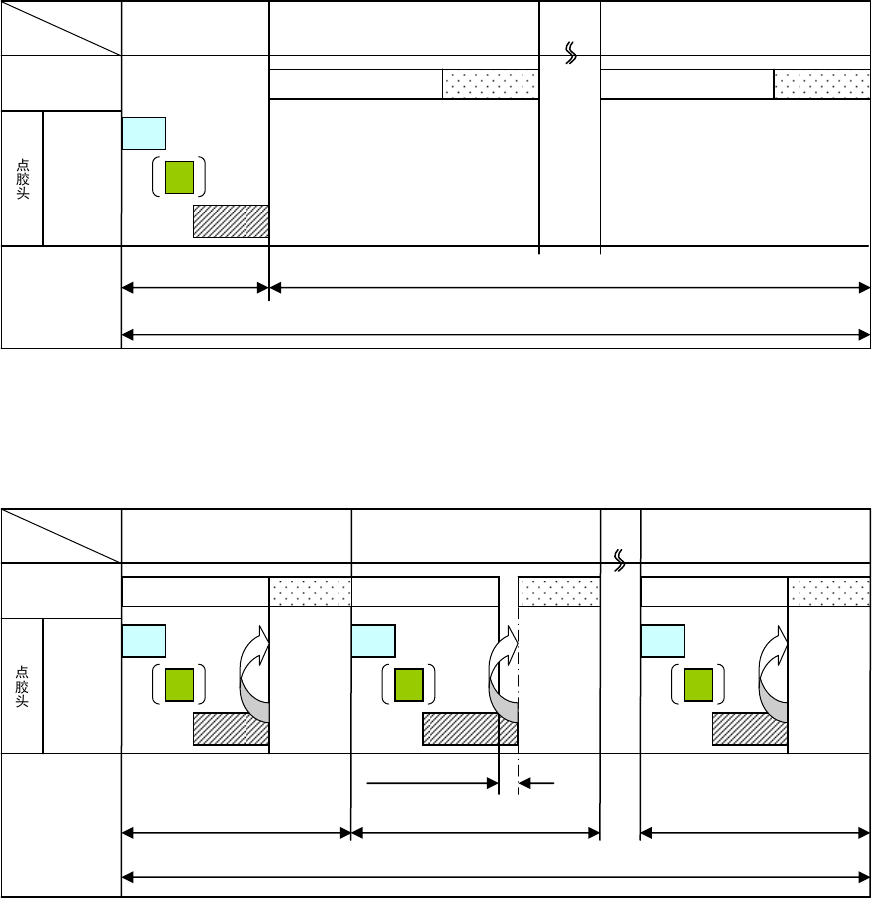
点胶速度标准例子
【精度优先模式】
※2
所有点胶动作未完成,就不进行贴装。对面轴停止,在精度方面是有利的工作模式。
※1 进行描绘点胶(非接触点胶)时,需要高度传感器(选购件)。
※2 只有在精度优先模式,可使用高度传感器(选购件)进行补正。
※3 描绘点胶(非接触点胶)时,包括测定基板高度的时间(约 0.5 s)。
【速度优先模式】
点胶动作和贴装动作交替进行。在速度方面是有利的工作模式。
※ 有些贴装元件也有可能发生贴装偏移,需要验证。
贴装头
点胶时间
设备速度 = 点胶时间 + 贴装时间
第 1 次(turn)
速度
点 胶
元件吸着・识别 贴装 元件吸着・识别 贴装
第 N 次(turn)
贴装时间
设备速度 = 总贴装时间 + 点胶延长时间
第 2 次(turn) 第 N 次(turn)
元件吸着・识别 贴装 元件吸着・识别 贴装 元件吸着・识别 贴装
第 1 次(turn)
贴装时间
点胶延长时间
贴装时间
移动
点胶
※3
试点胶
识别
贴装头
速度
移动
点胶
试点胶
识别
贴装时间 + 点胶延长时间
NPM-W2 2016.1118
- 23 -
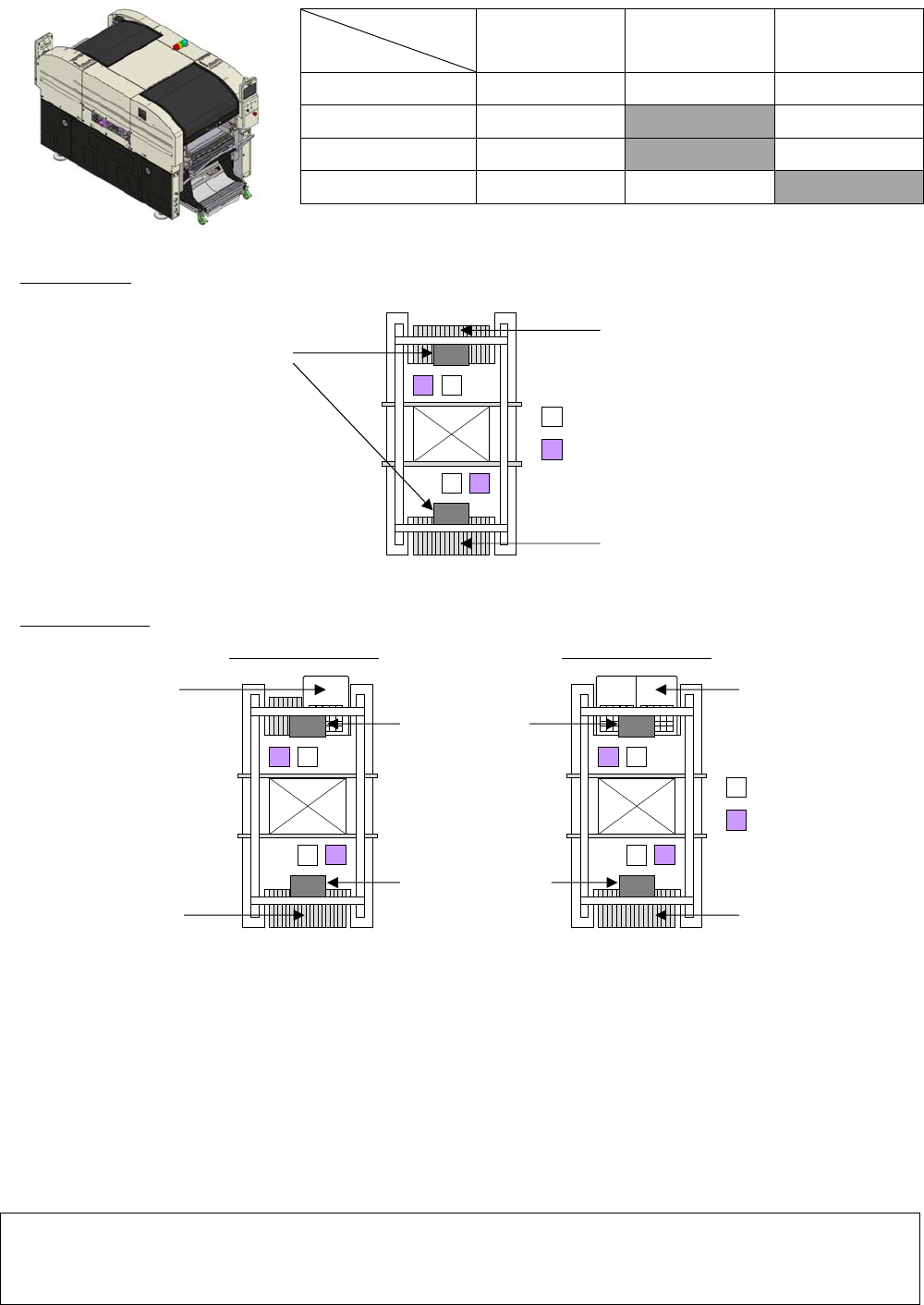
4. 机器构成
请注意根据前侧和后侧搭载的贴装头组合的不同,型号也不同。
■ 贴装规格
・ 交换台车规格 (在后侧不可安装托盘供料器)
・ 托盘供料器规格 (在后侧不可安装交换台车)
※1 不可前后都选「无工作头」。
※2 双轨传送带规格时的选购件。(不能单独选择后侧选购件。)
详细请参阅「9. 选购件: 独立机种切换对应单元」。
※3 安装「交换台车」时,不需要安全盖。
■ 数据编制
所有数据编制是在数据编制系统 NPM-DGS 进行。(NPM-DGS 是其他产品)
NPM-DGS 用的硬件,请客户准备。
Remarks
在特殊规格时,有时会出现不适合 CE 标记规格的情况。
交换台车设置范围的地面倾斜,需要台车的左右方向在 6 mm 以内,前后方向在 11 mm 以内。
地面倾斜度超过此范围时,不可搬移交换台车。
后
侧
前 侧
贴装头
点胶头
No Head
(无工作头)
贴装头
NM-EJM7D NM-EJM7D-MD NM-EJM7D
点胶头
NM-EJM7D-MD NM-EJM7D-D
检查头
NM-EJM7D-MA NM-EJM7D-A
No Head(无工作头) NM-EJM7D NM-EJM7D-D
贴装头: 前侧/后侧
・
轻量 16 吸嘴贴装头
・
12
吸嘴贴装头
・8
吸嘴贴装头
・
3
吸嘴贴装头
・
无工作头
※
1
供给部
:
后侧
・
交换台车
・独立机种切换对应单元
※
2
・安全盖
(
交换台车规格
)
※
3
供给部
:
前侧
・
交换台车
・独立机种切换对应单元
※
2
・安全盖
※
3
贴装头: 后侧
・8
吸嘴贴装头
・
3
吸嘴贴装头
・无工作头
※1
贴装头: 前侧
・
轻量 16 吸嘴贴装头
・12 吸嘴贴装头
・8
吸嘴贴装头
・
3
吸嘴贴装头
・
无工作头
※
1
供给部
:
后侧
・
单式托盘供料器
+ 13
站供料器座
供给部
:
前侧
・
交换台车
・独立机种切换对应单元
※
2
・安全盖
※
3
供给部
:
后侧
・
双式托盘供料器
供给部
:
前侧
・
交换台车
・独立机种切换对应单元
※
2
・安全盖
※
3
:
多功能识别照相机
:
吸嘴交换器
单式托盘供料器规格 双式托盘供料器规格
:
多功能识别照相机
:
吸嘴交换器