npmw2_z.pdf - 第46页
NPM-W2 2016.1118 - 40 - ■ 自动供料器 ※ 此供料器为可实现编带元件自动安装 的薄型供料器。 将元件 ( 编带 ) 插入后按下进给按键即可完成元件安 装,大幅缩短了准备作业时间。 ( 每卷盘约 30s ⇒ 约 15s) 在生产中,预先插入下一元件编带, 检测出上一元件编带末端后自动供给下一元件。 因为不需要编带拼接作业,可以防止 编带拼接错误造成设备停机。 也可以对应被剪切的较短的编带元件 (120 mm 以上 …
NPM-W2 2016.1118
- 39 -
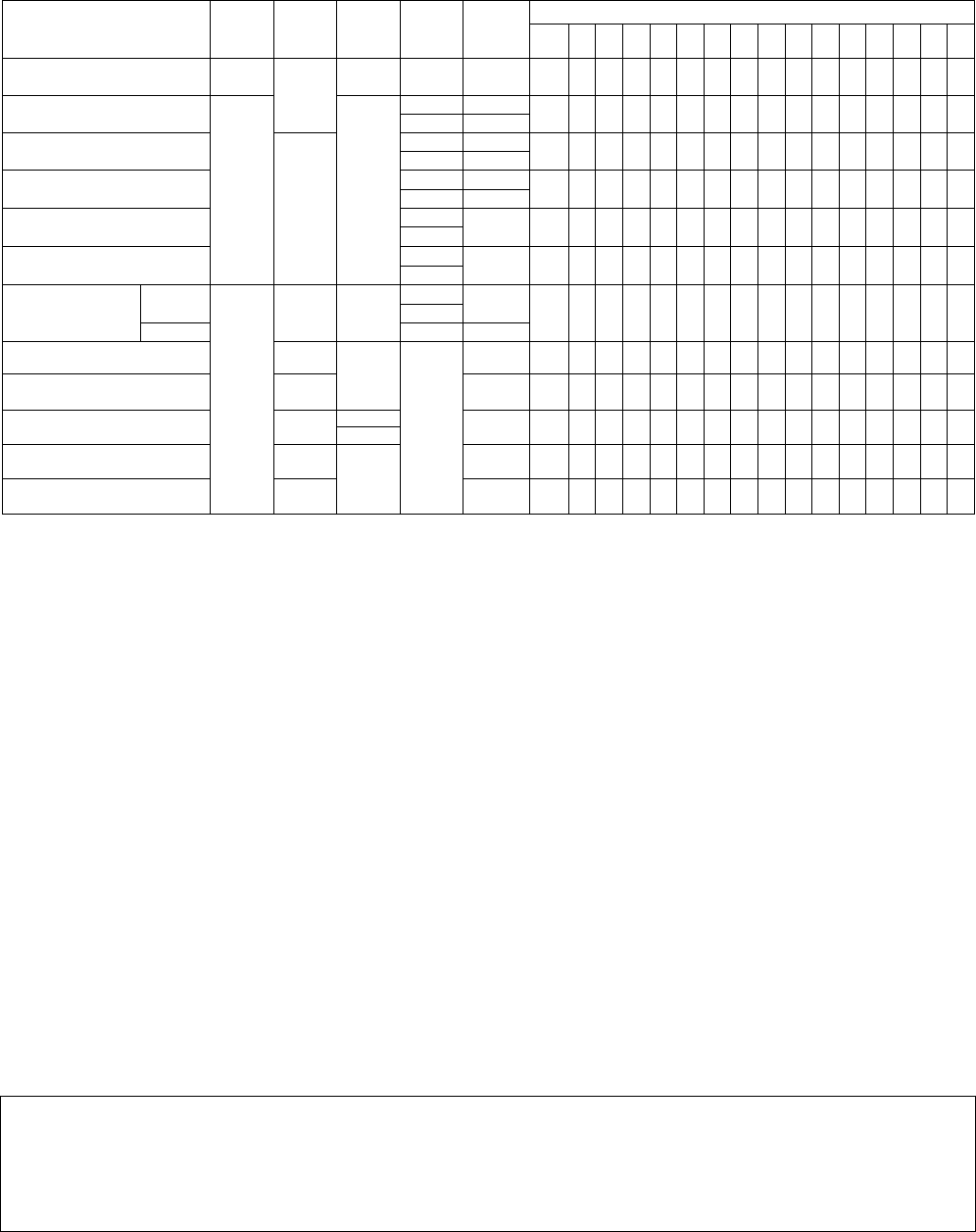
4.4 供给部的构成
■ 智能编带供料器
根据有无接头传感器(元件的追踪管理等为目的,拼接位置的检测传感器),可将编带供料器分为2种类型,根据
编带宽有下表所示的种类。
进给间距根据生产数据可以自动设定。
供料器种类 类型
安装
间距
编带槽
最大深度
卷盘
直径
※1
最多安装
数量
进给间距 (1 间距 = 4 mm)
0.25 0.5
123456 7 8 9 10 11121314
4 mm 薄型单式
※2
(无接头检测传感器)
塑料
10.5 mm
0.5 mm 小 120
○
1 mm
8 mm 薄型单式
※2
纸/塑料
3 mm
小
120
○
1 mm
○ ○
大 60
8 mm 双式
※3
21 mm
小
120
○
1 mm
○ ○
大 60
8 mm 双式(0402 用)
※3
小 120
○ ○
大 60
8 mm 单式
小
60
○
1 mm
○ ○
大
8 mm 单式(0402 用)
小
60 ○ ○
大
12/ 16 mm
12 mm
塑料
21 mm 15 mm
小
60
○ ○ ○ ○
大
16 mm
大 60
※4
24/ 32 mm 42 mm
26 mm
※5
大
30 ○ ○ ○ ○ ○ ○ ○ ○
44/ 56 mm 63 mm 20
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
72 mm 84 mm
15 mm
14 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
21 mm
88 mm
(有接头检测传感器)
105 mm
21 mm
12
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
104 mm
(有接头检测传感器)
126 mm 10
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
※1 小卷盘: φ178 mm,大卷盘: φ178 mm ~φ382 mm
※2 安装薄型供料器时,每个供料器槽需要「薄型供料器用附件」。在同一槽部的卷盘收纳部不可设置小卷盘和大卷盘。
※3 在 8 mm 双式编带供料器上能够设置 2 个小卷盘。在同一槽部的卷盘收纳部不可设置小卷盘和大卷盘。
※4 根据卷盘的宽度,最多安装数量有可能减少。
※5 超过元件压花深度 21 mm 时,需要进行交换台车(或者 13 站供料器座)的改造。(个别规格)
Remarks
使用 8 mm 塑料编带时,可对应的编带槽最大深度为 3 mm。
使用供料器附带的「纸/编带共用区块」时,对应的编带槽深度会限制在 1.2 mm 以下。
使用 12 mm/ 16 mm 塑料编带时,可对应的编带槽最大深度为 15 mm。
使用的编带宽度较窄时,为了防止编带脱落,需要调整供料器槽的宽窄度。
这种情况下,对应的编带槽深度会限制在 13 mm 以下。详细请与本公司联络。
NPM-W2 2016.1118
- 40 -
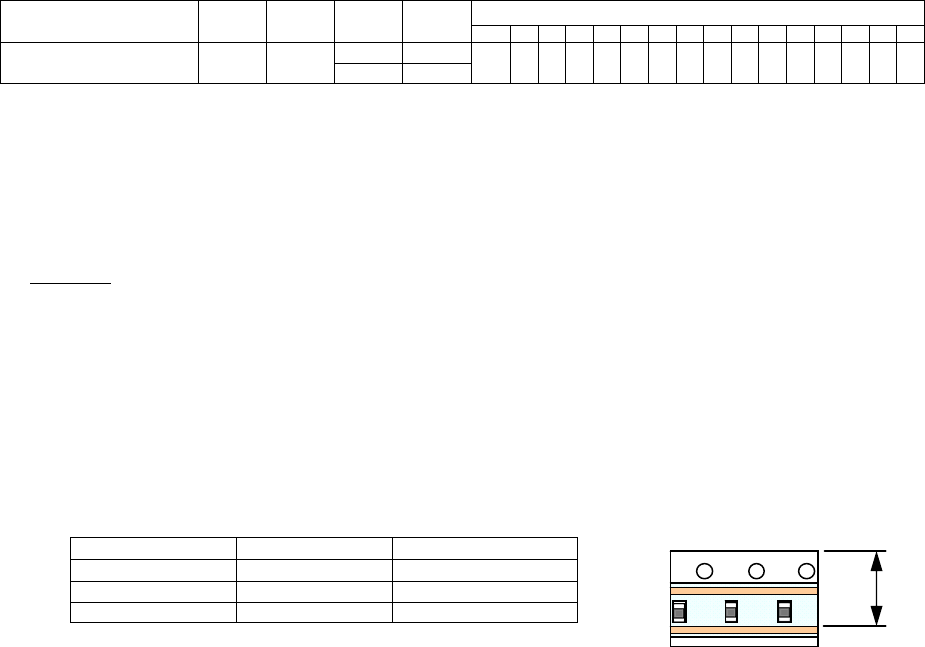
■ 自动供料器
※
此供料器为可实现编带元件自动安装的薄型供料器。
将元件
(
编带
)
插入后按下进给按键即可完成元件安装,大幅缩短了准备作业时间。
(
每卷盘约
30s
⇒约
15s)
在生产中,预先插入下一元件编带,检测出上一元件编带末端后自动供给下一元件。
因为不需要编带拼接作业,可以防止编带拼接错误造成设备停机。
也可以对应被剪切的较短的编带元件
(120 mm
以上
)
。
※ 不对应塑料编带。
供料器种类 类型 安装间距
卷盘
直径
最多安装
数量
进给间距 (1 间距 = 4 mm)
0.25 0.5
12345678 9 10 11 12 1314
8 mm 薄型自动供料器 F
※1※2※3
紙
10.5 mm
小 120
●
1 mm
● ●
大 60
※1 安装自动供料器时,每个供料器槽需要「自动供料器用附件」。
※2 如想使用 IFCU 检查自动供料器,请另行咨询。
※3 为更好发挥自动供料器的功能,推荐在每个自动供料器上安装 2 卷编带。一卷先供,一卷后供。
此时自动供料器的最多可搭载编带数量为:
小卷盘
60 卷 (先供元件 60 卷,后供元件 60 卷)
大卷盘
30 卷 (先供元件 30 卷,后供元件 30 卷)
如想增加搭载数量,请另行咨询。
限制事项
此自动供料器不对应下列卷盘及使用方法。
1. 编带末端被胶带等粘贴固定在卷盘上。
(卷盘与编带如果不易分离,切断编带末端后即可对应)
2. 经过拼接处理后的编带。
3. 从最后的元件到编带终端为止的距离为
280 mm 以下的编带规格时,无制约。
超过 280 mm 到 680 mm 以下的编带规格时,可以通过机器的设定来应对。
是超过 680 mm 的编带规格时,会成为缺元件错误。
4. 封盖带的粘贴规格不能满足以下条件时
编带导向种类 对象元件 L长度(mm)
编带导向 B
1005
6.00mm 以上
编带导向 C
1608
6.30mm 以上
L 尺寸不符合上表中所示条件时 (L 尺寸较短) 时,可能会发生剥离错误。
※2012 用,3216 用编带导向,请另行咨询。
5. 编带末端形状为斜切时,新旧编带可能不能自动替换。
6. 编带长度
能使用的编带长度为 120 mm 以上的编带。
根据编带长度的不同,插入口和能使用的功能如下。
・编带长度为 120 mm 以上、未满 500 mm 时
编带要从专用的短编带插入口插入。
但此时不能使用自动送带、替换、以及元件校对功能。
・编带的长度为 500 mm 以上时
编带要从供料器后部的编带插入口插入。
此时能使用自动送带和替换的功能,但要使用元件校对功能时,需要卷盘。
7. 新旧编带的自动替换条件
以下情况不能对应自动替换。
・实装条件数据,「吸着错误停止」设定为 1 次,并且未输入元件剩余数量,
或者输入与实际剩余数量不符的数值时,不能对应自动替换。
L
NPM-W2 2016.1118
- 41 -
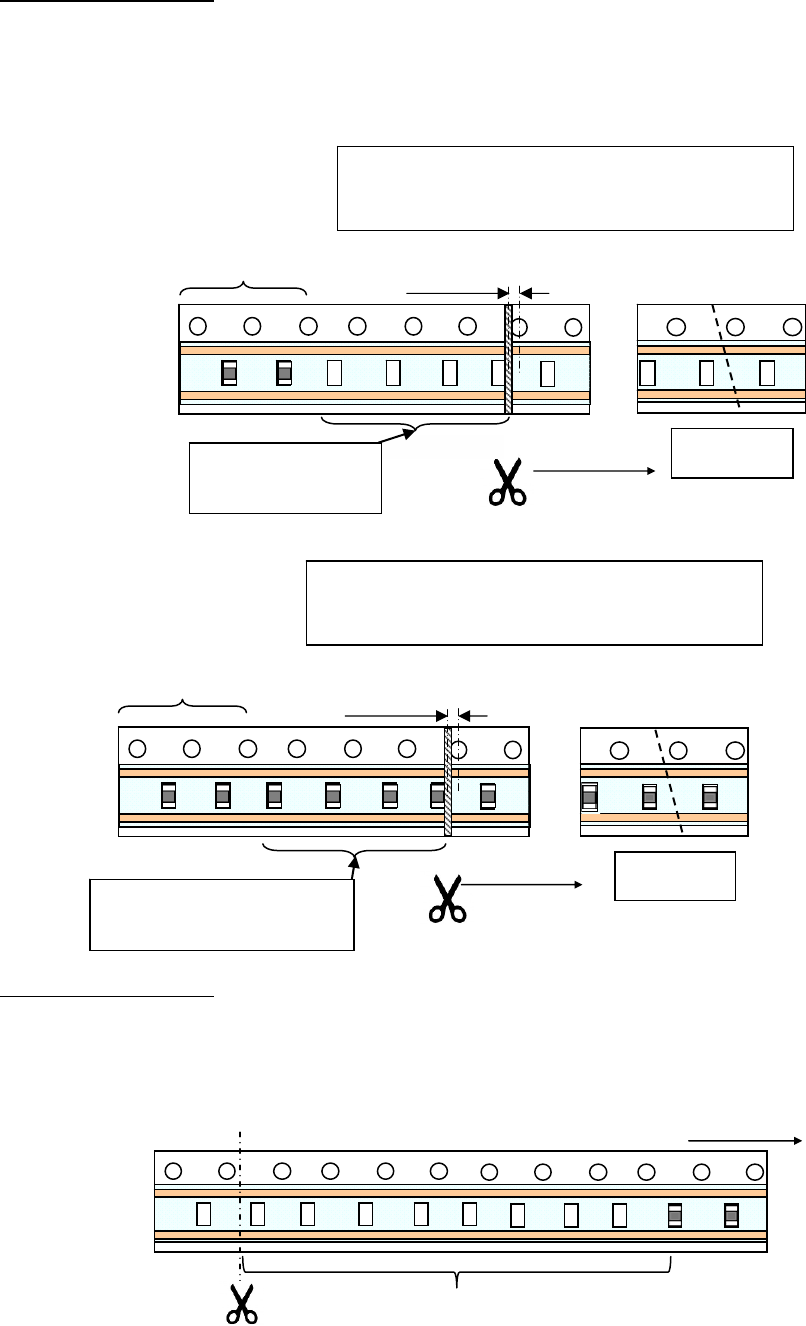
前端部分(引导部)的处理
在自动供料器中,编带引导部的处理需要满足以下要求。
(关于引导部的剪切位置)
编带插入自动供料器前,请按照下图所示位置,用剪刀剪断编带引导部。
(为了防止剥离错误,编带替换错误的发生,请垂直剪断)
<新编带>
<使用一半的编带>
末端部分(拖尾部)的处理
请在距离最后一个元件 30mm 以内处剪切。
超过 30mm,编带替换时间会变长。
超过 280 mm 到 680 mm 以下时,需要在机器上进行设定。
另外,空编带超过 680mm 会发生缺件错误。
载料带的剪切位置
(进给孔后方,剪切时避开孔与元件槽)
给进方向
30mm 以内
末端侧
剪子
封入部
进给方向
末端侧
载料带的剪切位置
(进给孔后方,剪切时避开孔与元件槽)
(最大元件时)
0.75~1mm
请留出空槽
(长度 16 mm)
斜切
×
引导部
封入部
进给方向
末端侧
此处元件不能用来生产
(长度 16 mm)
×
斜切
0.75~1mm
(最大元件时)
前端
侧