npmw2_z.pdf - 第27页
NPM-W2 2016.1118 - 21 - 元 件 外 观 元件尺寸 ※ 1 (mm) 点胶嘴 L = 4 点点胶 点胶直径 ※ 2 (mm) X Y T SOP 8P 10.1 4.2 1.5 L φ 1.4 SOP 16P 21.25 9.5 2.0 L × 2 SOP 28P 7.0 7.0 2.5 L × 3 QFP 7 × 7 14.0 14.0 2.8 L QFP 14 × 14 18.0 18.0 3.3 L × 3 …
NPM-W2 2016.1118
- 20 -
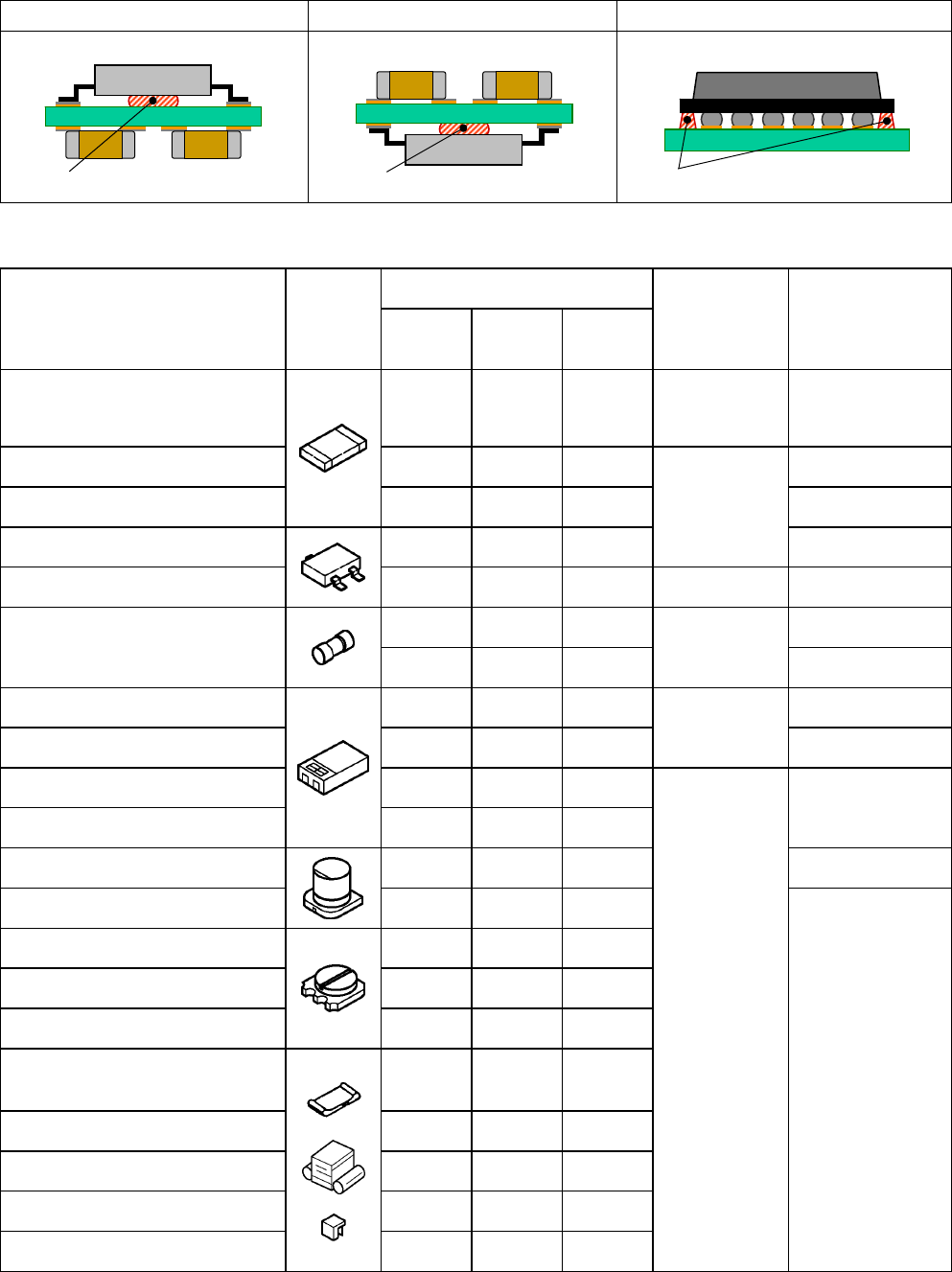
3.5 点胶内容
■ 点胶种类
(1) 防止基板传送时的大型元件偏移 (2) 防止回流焊时背面元件脱落 (3) 加强 BGA, CSP 的粘着性
※
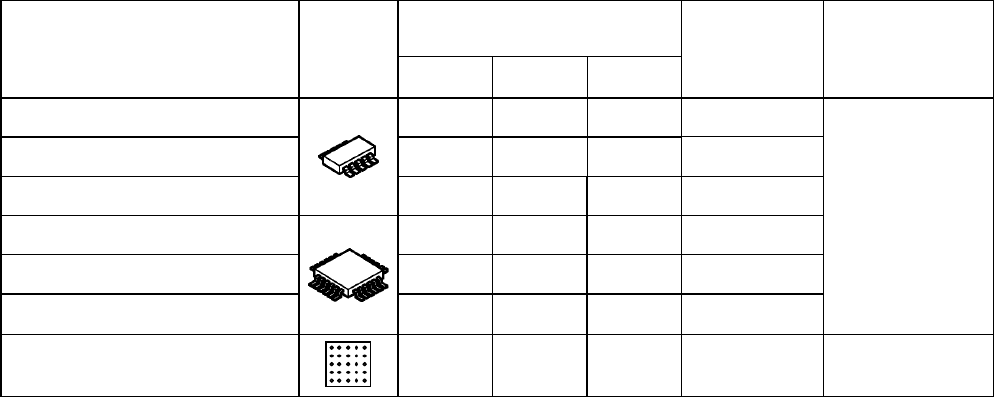
■ 对象元件和点胶尺寸例子
(随粘着剂厂家和型号而异。根据需要粘着强度请设定点胶量。)
元 件 外 观
元件尺寸
※1
(mm) 点胶嘴
VS = 1 点点胶
S = 2 点点胶
L = 4 点点胶
点胶直径
※2
(mm)
X Y T
1608 R, C 1.6 0.8 0.4 ~ 0.8
S or
VS × 2
(1608 用)
φ0.6 ~φ0.7
2012 R, C 2.0 1.25 0.4 ~ 0.8
S
φ0.65 ~φ0.75
3216 R, C 3.2 1.6 0.4 ~ 0.8 φ0.7 ~φ0.8
微型铸模 Tr 2.8 2.8 1.1 φ0.8
微型电源 Tr 4.3 4.5 1.5 S × 2 φ0.85
圆柱形芯片
2.0 φ1.0 —
S
( 0° or 90° )
φ0.8
3.6 φ1.4 — φ1.0
钽电容器 Y 3.2 1.6 1.6
S
φ0.8
钽电容器 X 3.5 2.8 1.9 φ1.0
钽电容器 C 6.0 3.2 2.5
L
φ1.2
钽电容器 D 7.3 4.3 2.8
铝电解电容器 S
4.3 4.3 5.4 φ0.8
铝电解电容器 L 6.6 6.6 5.4
φ1.2
半固定可调电阻 4.5 3.8 1.5
半固定可调电阻(中心开口) 3.7 3.1 2.0
半固定可调电阻(锥形开口) 4.8 4.0 3.0
微调电容器
(上面平坦)
4.5 4.0 2.6
微调电容器 4.5 4.0 2.6
IFT 线圈 5.8 5.8 4.2
薄膜电容器 4.8 3.3 1.4
轻触开关 6.2 6.2 2.0
※ 需要事前验证
粘着剂
粘着剂 粘着剂
NPM-W2 2016.1118
- 21 -
元 件 外 观
元件尺寸
※1
(mm)
点胶嘴
L = 4 点点胶
点胶直径
※2
(mm)
X Y T
SOP 8P
10.1 4.2 1.5 L
φ1.4
SOP 16P 21.25 9.5 2.0 L × 2
SOP 28P 7.0 7.0 2.5 L × 3
QFP 7 × 7
14.0 14.0 2.8 L
QFP 14 × 14 18.0 18.0 3.3 L × 3
QFP 18 × 18 10.1 4.2 1.5 L × 4
BGA, CSP
33.0 33.0 2.15 描绘点胶嘴
※3
线宽度
1.0
※1 元件尺寸为参考值。请确认各自的尺寸形态。(请对各个元件生产厂家进行确认。)
※2 因元件的不同,与上表尺寸会有不同。
※3 需要事前验证。
NPM-W2 2016.1118
- 22 -
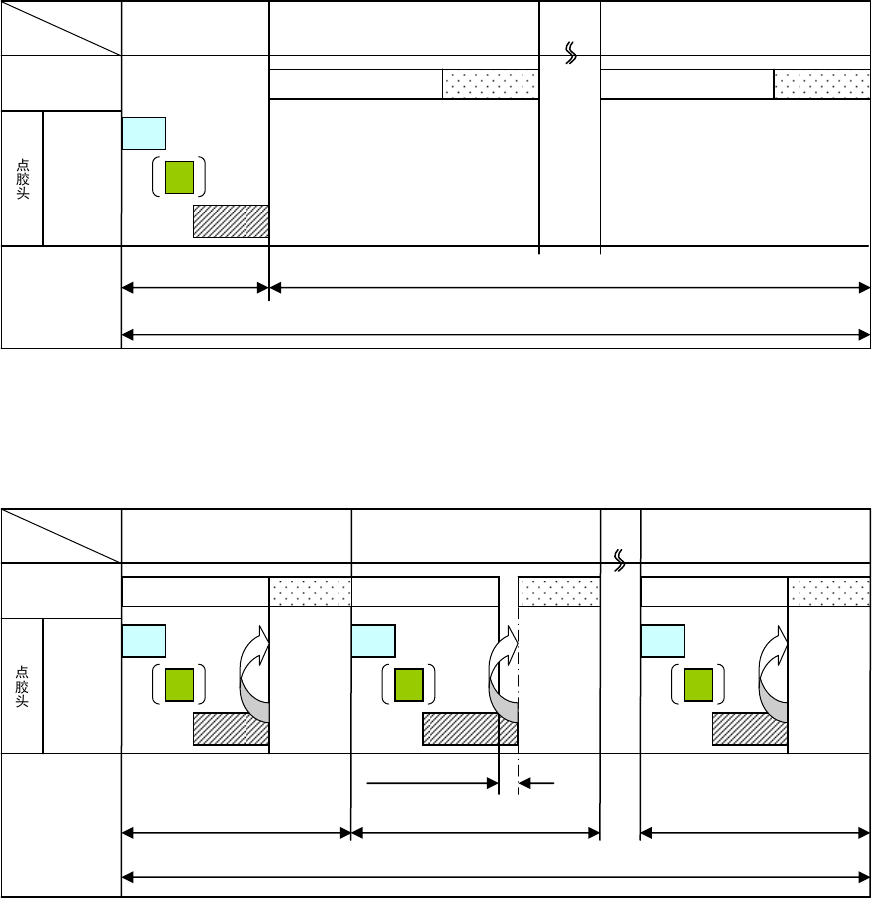
■ 点胶时间(打点点胶、描绘点胶
※1
)
点胶速度标准例子
【精度优先模式】
※2
所有点胶动作未完成,就不进行贴装。对面轴停止,在精度方面是有利的工作模式。
※1 进行描绘点胶(非接触点胶)时,需要高度传感器(选购件)。
※2 只有在精度优先模式,可使用高度传感器(选购件)进行补正。
※3 描绘点胶(非接触点胶)时,包括测定基板高度的时间(约 0.5 s)。
【速度优先模式】
点胶动作和贴装动作交替进行。在速度方面是有利的工作模式。
※ 有些贴装元件也有可能发生贴装偏移,需要验证。
贴装头
点胶时间
设备速度 = 点胶时间 + 贴装时间
第 1 次(turn)
速度
点 胶
元件吸着・识别 贴装 元件吸着・识别 贴装
第 N 次(turn)
贴装时间
设备速度 = 总贴装时间 + 点胶延长时间
第 2 次(turn) 第 N 次(turn)
元件吸着・识别 贴装 元件吸着・识别 贴装 元件吸着・识别 贴装
第 1 次(turn)
贴装时间
点胶延长时间
贴装时间
移动
点胶
※3
试点胶
识别
贴装头
速度
移动
点胶
试点胶
识别
贴装时间 + 点胶延长时间