npmw2_z.pdf - 第9页
NPM-W2 2016.1118 - 3 - 基板替换时间 基板为 L 350 mm 以下时,可以夹钳 2 张基板。 NPM-W2 为双轨传送带规格时,也可以夹钳 2 张基板。 ※ 1 夹钳 2 张基板时,在下游侧基板贴装结束后,再继续贴 装上游侧基板。 L 350 mm 以下的情况时,替换基板需要 2.3 s ※ 2 。 ( 在背面无贴装,不使用支撑销时。 其他以本公司的测定条件为 准。 ) ※ 1 在双轨模式下 进行交替实装时,不能…
NPM-W2 2016.1118
- 2 -
贴装速度
点胶速度
※1 进行描绘点胶(非接触点胶)时,需要高度传感器(选购件)。
※2 包括测定基板高度的时间( 0.5 s)。(30 × 30 mm 4 个角部测定)
Remarks
所谓最佳条件,是指按照本公司独自的规格规定的贴装条件。
:
贴装头
:
多功能识别照相机
轻量
16
吸嘴贴装头规格
(
高生产模式「
ON
」时
)
0.047 s/chip
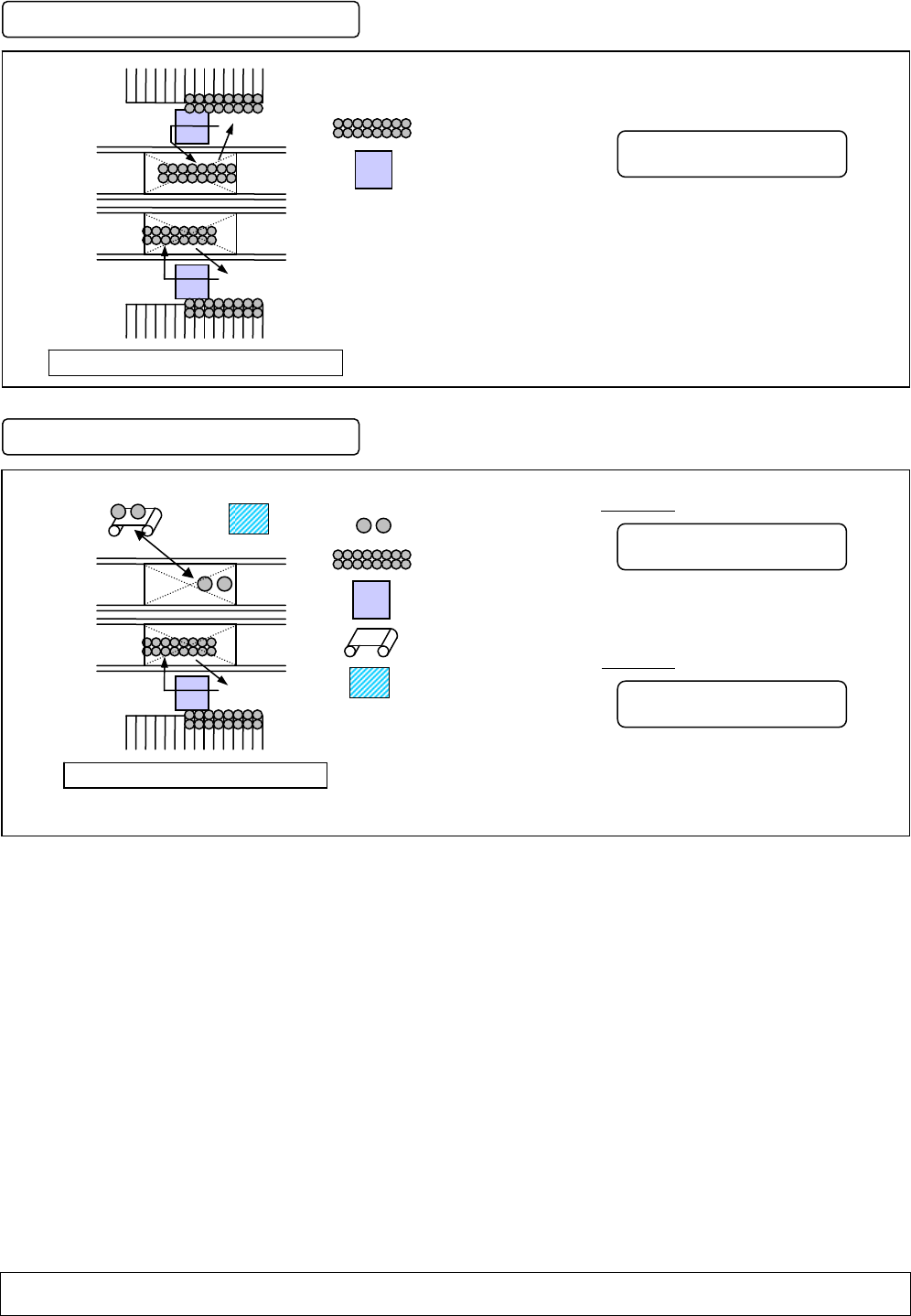
贴装示意图
(
轻量
16
吸嘴贴装头
)
吸着
贴装
识别
识别
吸着
贴装
:
贴装头
:
多功能识别照相机
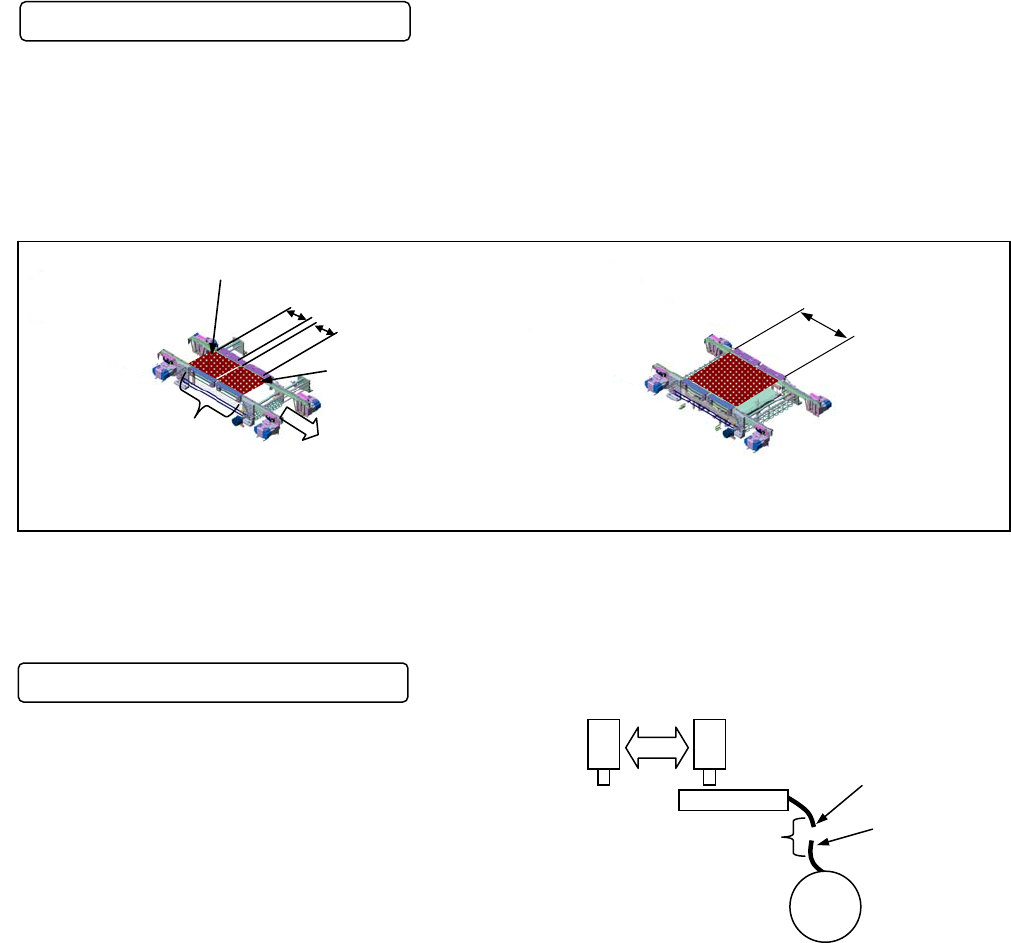
点胶示意图
贴装
试点胶
识别
点胶
:
点胶头
:
试点胶单元
吸着
:
擦拭站
0.16 s/dot
打点点胶
4.25 s/part
※
2
描绘点胶
※1
X, Y = 10 mm
以下,无θ旋转,
吐出时间
20 ms
以内
,
连续点胶时最佳条件下
描绘尺寸
30 × 30 mm
以内,
角部点胶,最佳条件下
NPM-W2 2016.1118
- 3 -
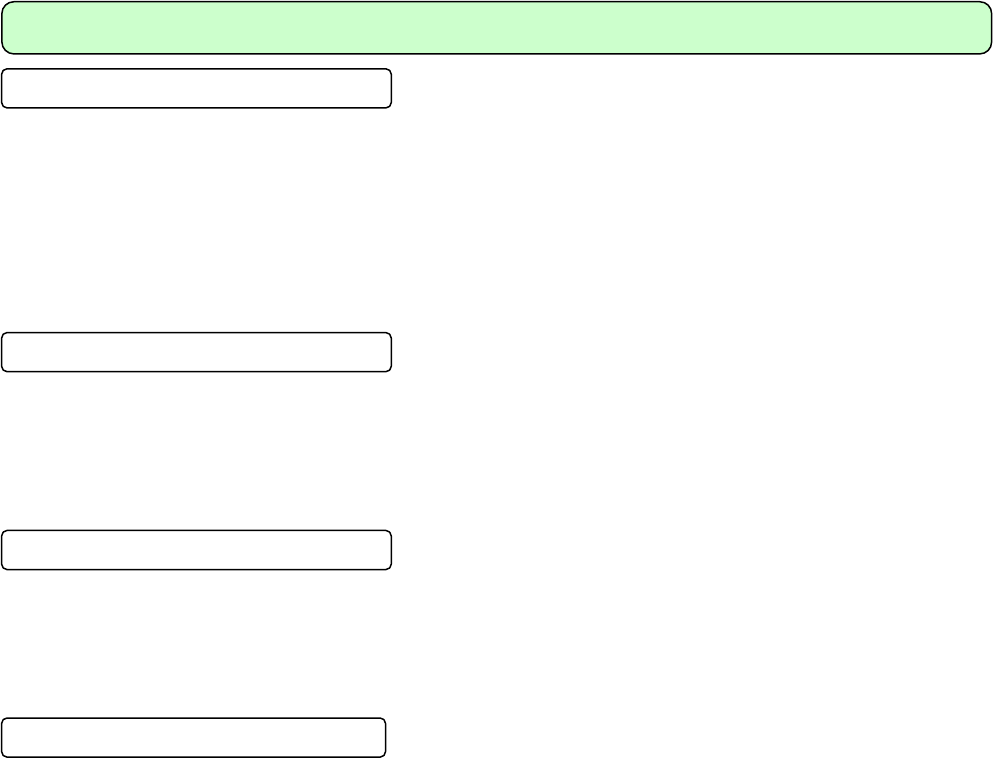
基板替换时间
基板为 L 350 mm 以下时,可以夹钳 2 张基板。
NPM-W2 为双轨传送带规格时,也可以夹钳 2 张基板。
※1
夹钳 2 张基板时,在下游侧基板贴装结束后,再继续贴装上游侧基板。
L 350 mm 以下的情况时,替换基板需要 2.3 s
※2
。
(在背面无贴装,不使用支撑销时。其他以本公司的测定条件为准。)
※1 在双轨模式下进行交替实装时,不能夹钳 2 张基板。
※2 搬送时间随基板尺寸,使用/不使用支撑销等条件而异。详细请与本公司联络。
双轨传送带(选购件)的情况时,在一侧导轨进行元件贴装时,在另一侧的导轨可以替换基板,所以基板替换时间实
际上是 0 s。(当周期时间短于基板替换时间时,则不是 0 s。)
运转中的元件供给
NPM-W2 采用编带拼接功能,在机器运转中也能够在不停
止贴装动作的状态下进行元件供给。
若预先将元件数量登记到贴装机的数据中,还能够预告元
件用完的情况。
拼接编带有手动拼接,及使用
ATSU
的自动拼接方法。
但是,使用自动供料器,可以免除拼接作业,实现元件的连续供给。
AV
器材、服务器等大型基板
350 mm ~ 750 mm
350 mm
以下
350 mm
以下
第
1
贴装位置
第
2
贴装位置
贴装基台
搬送方向
移动电话・电脑・车载等的
中小型基板
运转中
下一
卷盘
连接
(
拼接编带
)
编带终端
编带前端
编
带供
料
器
NPM-W2 2016.1118
- 4 -
通用性
自动供料器(8 mm)
※
此供料器为可实现编带元件自动安装的薄型供料器。
将元件(编带)插入后按下进给按键即可完成元件安装,大幅缩短了准备作业时间。(每卷盘约 30s⇒约 15s)
在生产中,预先插入下一元件编带,检测出上一元件编带末端后自动供给下一元件。
因为不需要编带拼接作业,可以防止编带拼接错误造成设备停机。
也可以对应被剪切的较短的编带元件(120 mm 以上)。
※
不对应塑料编带。
※ 可对应纸制编带
1005
,
1608
元件。关于
2012
,
3216
的对应,请另行咨询。
大型基板、大型元件对应
NPM-W2 以标准规格可以对应 L 750 × W 550 mm
※
为止的大型基板。
3 吸嘴贴装头,可以对应最大为 150 × 25 mm(或者 120 × 90 mm)为止的大型异型元件,可对应元件高度也增大至
30 mm。
※ 单轨传送带规格时。
编带供料器自由配置
※
如果在同一工作台内,可以自由配置编带供料器。
生产中可以交替进行元件配置、在空供料器槽可以配置下一机种的供料器。
※ 需要通过「支援站: 元件校对类型」对编带供料器事先写入信息。
同时需要「元件校对(许可证)」。
工作头交换功能
NPM-W2 能够以工作台为单位任意选择各种工作头(贴装头、点胶头、检查头
※2
)。
※1
※1 工作头以工作台为单位进行选择。前、后工作台可以设定不同类型的工作头。
但是,在托盘供料器的工作台,只可对应 8 吸嘴贴装头,3 吸嘴贴装头。
※2 检查头,只可选择前侧。