2. SM471_Administrators_Guide(Kor_Ver1).pdf - 第285页
10-9 Optimization Optimizer 가 피더를 배치할 때 , 우선 순위를 선택할 수 있도록 합니다 . Auto Optimizer 가 자동으로 피더를 배치합니다 . Front Optimizer 가 전면 피더베이스의 피더를 우선 배치합니다 . Rear Optimizer 가 후면 피더베이스의 피더를 우선 배치합니다 . <Tape-Tray Mixe d Cycle&g…

10-8
Samsung Component Placer SM471 Administrator's Guide
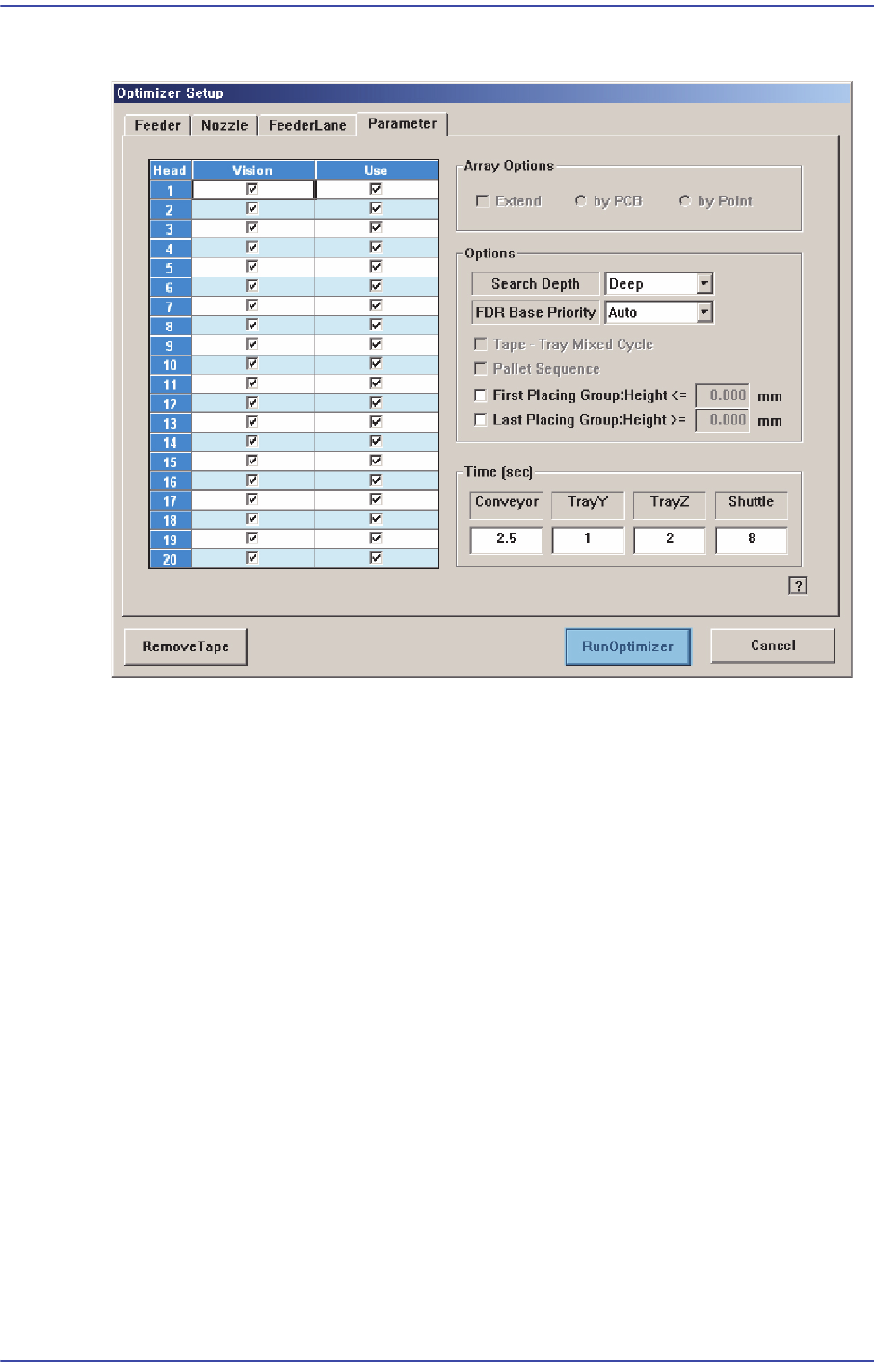
로그램을 생성합니다. 모든 헤드가 사용중지 상태이면 Optimizer가 최적화
를 수행할 수 없습니다.
<Array Options> 영역
Array PCB를 편집할 때 MMI의 스텝 프로그램의 표시방법과 최적화 옵션을 지
정하는데 이용합니다.
<Extend> 체크박스
어레이 PCB인 경우, Exteded 체크박스를 선택할 수 있습니다 . 그러면 MMI
는 하나의 Array PCB를 모든 어레이의 장착점을 포함하는 하나의 PCB로 가
정하고 최적화를 수행합니다 . 그러므로 전체적인 작업 효율이 향상이 됩니
다.
<Extend> 체크박스를 선택하지 않는 경우, ‘By PCB’ 또는 ‘By Point’ 옵
션 중 하나를 선택할 수 있습니다.
<By PCB> 옵션버튼
Optimizer가 하나의 소형PCB 에 대해서만 최적화를 수행하고 여러 개의 소
형PCB를 순차적으로 작업하도록 스텝프로그램을 생성합니다.
<By Point> 옵션버튼
어레이의 첫번째 장착점, 두번째 어레이의 첫번째 장착점, 마지막 어레이의
첫번째 장착점에 대한 작업이 끝난 후, 첫번째 어레이의 두번째 장착점 순으
로 작업하는 것을 의미합니다 .
일반적으로 노즐의 교환이 많을 경우는 ‘장착점우선’ 방식으로 작업하는
것이 효율적입니다.
그러나, 단위 PCB의 불량이 많으면 작업효율이 떨어질 수 있습니다.
<Options> 영역
Optimizer에서 수행하는 최적화 알고리즘에 대한 선택조건을 설정합니다.
<Search Depth> 콤보박스
장착순서의 최적화를 하는 수준을 선택합니다.
Quick
Optimizer가 가장 가까운 장착점을 기준으로 장착 순서를 최적화하는 방
식으로 최적화에 소요되는 시간이 상대적으로 짧습니다.
Deep
Optimizer가 모든 장착점을 대상으로 장착가능한 모든 경우의 수를 비교
하여 가장 최적의 장착순서를 결정하는 방식으로 최적화에 소요되는 시
간이 상대적으로 깁니다.
<FDR Base Priority> 콤보박스

10-9
Optimization
Optimizer가 피더를 배치할 때, 우선 순위를 선택할 수 있도록 합니다.
Auto
Optimizer가 자동으로 피더를 배치합니다.
Front
Optimizer가 전면 피더베이스의 피더를 우선 배치합니다.
Rear
Optimizer가 후면 피더베이스의 피더를 우선 배치합니다.
<Tape-Tray Mixed Cycle> 체크박스
Tray Feeder에서 부품을 교체하는 중에도 Tray Feeder로 공급되는 부품에 대
해서 장착작업을 수행할 수 있도록 합니다.
<Pallet Sequence> 체크박스
Optimizer 실행 시 Tray의 Pallet Pick-up 순서를 최적화 합니다.
<First Placing Group:Height<= > 체크박스
우측 에디트박스에 입력된 부품 높이보다 작은 높이의 부품을 먼저 장착하
기 위해서 사용됩니다. 이 체크박스를 선택하면 우측에 에디트박스가 활성
화됩니다. 여기에 부품의 높이를 입력하십시오.
<Last Placing Group:Height>= > 체크박스
우측 에디트박스에 입력된 부품 높이보다 큰 높이의 부품을 마지막에 장착
하기 위해서 사용됩니다. 이 체크박스를 선택하면 우측에 에디트박스가 활
성화됩니다. 여기에 부품의 높이를 입력하십시오.
<Time(sec)> 에디트박스 영역
이 영역은 장비에서 각각의 동작을 수행할 때 소요되는 시간을 입력하는 부분으
로, Optimizer에서 작업시간을 산출할 때 활용됩니다. 또한, ‘Tray Y’와 ‘Tray
Z’ 값은 작업순서 결정에 영향을 미칠 수 있습니다.
그러므로 가능하면 실제에 가까운 값을 넣어야 작업효율이 높아지고 작업시간
의 예측치도 정확해집니다 .
Conveyor: PCB가 작업스테이션에 반입되어 백업테이블에 의해 고정될 때까
지 소요되는 시간(sec)
Tray Y: Multi-Tray Feeder의 Tray가 Y방향으로 이동할 때 소요되는 시간(sec)
Tray Z: Multi-Tray Feeder의 Tray가 Z 방향으로 이동할 때 소요되는 시간(sec)
Shuttle : Shuttle Tray의 PAD 가 1 회 왕복하는데 소요되는 시간(sec)
10-10
Samsung Component Placer SM471 Administrator's Guide
10.5. Optimizer 의 실행
<Remove Tape> 버튼
이미 배치
된 테이프 피더를 모두 무시하고 새로이 모든 테이프 피더를 배치하고
자 할 때는 <Remove Tape>버튼을 클릭합니다. 이 버튼을 누르면 기존에 배치되
어있는 모든 Tape Feeder를 제거합니다.
<Run Optimi
zer> 버튼
설정 된 Option을 저장
하고 Optimizer를 실행합니다. <RemoveTape> 버튼을 클
릭하여 모든 Lane을 비운 상태에서 Optimizer를 실행하는 것이 효과적인 결과를
얻을 수 있습니다.
<
Cancel> 버튼
현재 설정된 Optimiz
er Option을 저장하지 않고 “Optimizer Setup” 대화상자를
닫습니다.