F5 SERVICE MAUNAL.pdf - 第277页
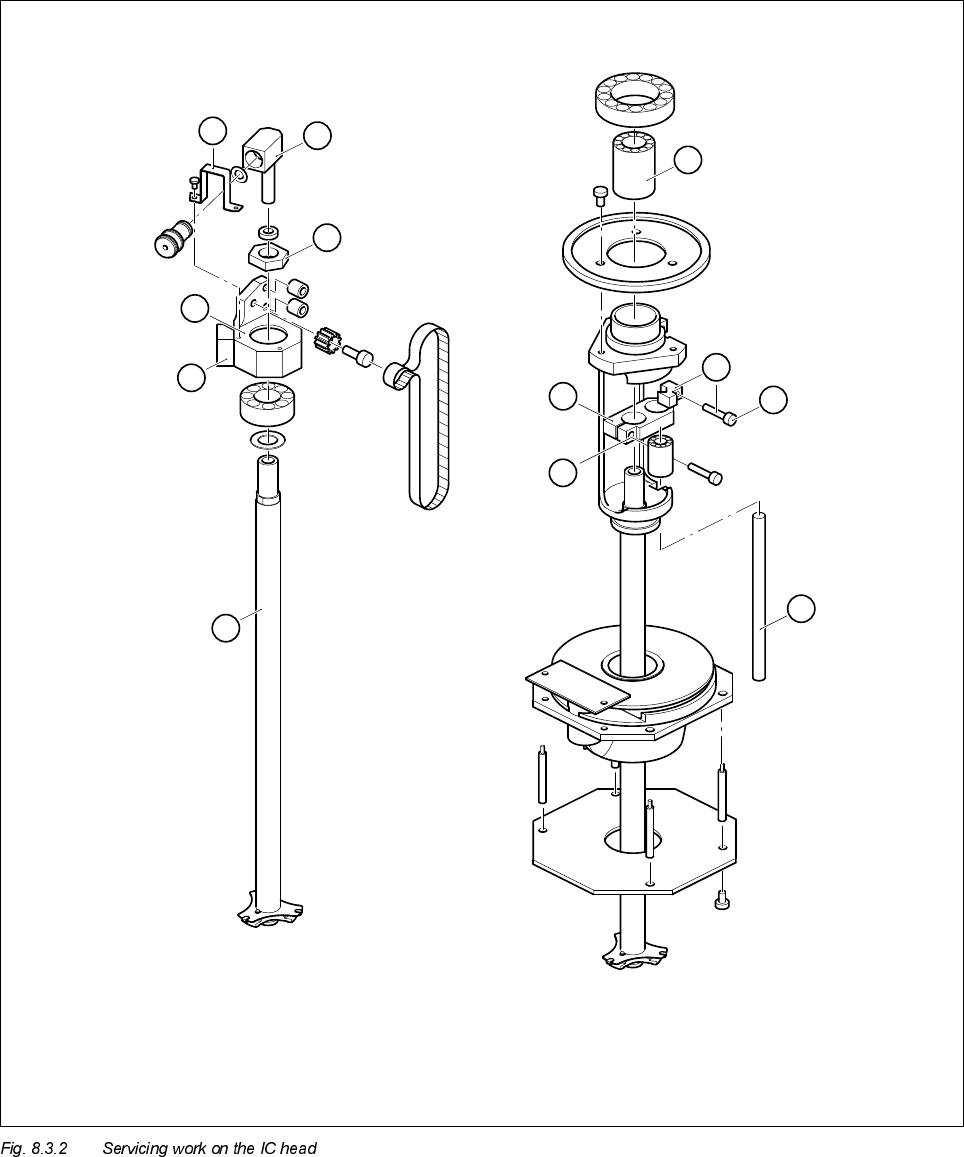
SIPLACE 80S-20/F4 Service Manual 8 IC Head Edition 01/97 8.3 Servicing Work on the Z Axis 8 - 15 Key to Fig. 8.3.2 1 Linea r ball b earing 2 Clampi ng piece 3 He xagon socket h ead sc rew 4 Prec ision s haft 5 x 76.5 5 H…

8 IC Head SIPLACE 80S-20/F4 Service Manual
8.3 Servicing Work on the Z Axis Edition 01/97
8 - 14
● Check that you have released the z axis clamping device. The sleeve must move easily. If it does not move
easily, the linear ball bearing may be defective (item 1, Fig. 8.3.2 page 8 - 15). If this is the case, return the
IC head to Siemens for repair.
● Tighten the hexagonal nut (item 9, Fig. 8.3.2 page 8 - 15) at the top of the sleeve.
● Firmly clamp the clamping piece (item 6, Fig. 8.3.2 page 8 - 15). Ensure it does not strike against the top or
the bottom when the sleeve is moved up and down. If necessary, center the clamping piece.
● Check again that the sleeve moves easily when the z axis clamping device is deactivated. If it does not,
the problem may be caused because the precision shaft (item 4) and the sleeve are not aligned parallel to
one another.
● Align the two parts as follows:
– Push the sleeve until it reaches the top position.
– Using a 2 mm hexagon socket head spanner, loosen the screw (item 3) on the clamping piece
(item 2). The precision shaft (item 4) will align itself.
– Tighten the hexagon socket head screw (item 3) once more. The precision shaft is now aligned.
– Re-establish the vacuum connector.
● Set the zero point correction values for the z axis (see section 8.3.9) and the dr axis
(see section 8.4.4, page 8 - 17).
'HWHUPLQHWKH=HUR3RLQW&RUUHFWLRQIRUWKH=$[LV
PLEASE NOTE
The zero point correction is correct if the z axis is at the top mechanical stop and a value of - 10 digits for the
z position is displayed.
The zero point correction value should be between - 80 and - 120 digits. If this is not the case, you will have to
move the toothed belt slightly. The new zero point correction value can be calculated using the following equa-
tion:
ZPC
NEW
= ACTUAL - DESIRED + ZPC
OLD
([DPSOH
Position at the top mechanical stop = -15 (ACTUAL)
Desired value = -10 DESIRED)
ZPC
OLD
= - 110 digits
ZPC
NEW
= - 15 - (-10) + (- 110)
= - 15 + 10 - 110
=- 115
SIPLACE 80S-20/F4 Service Manual 8 IC Head
Edition 01/97 8.3 Servicing Work on the Z Axis
8 - 15
Key to Fig. 8.3.2
1 Linear ball bearing 2 Clamping piece
3 Hexagon socket head screw 4 Precision shaft 5 x 76.5
5 Hexagon socket head screw (2 mm) 6 Clamping piece
7 Clip 8 Vacuum connector
9 Hexagon nut 10 Anti-rotation lock
11 Bearing housing 12 IC head sleeve
5
4
3
2
1
6
9
8
7
10
11
12
8 IC Head SIPLACE 80S-20/F4 Service Manual
8.4 Servicing Work on the Dr Axis Edition 01/97
8 - 16
6HUYLFLQJ:RUNRQWKH'U$[LV
7RROV(TXLSPHQWDQG&RQVXPDEOHV
6SDUH3DUWV
5HSODFH0RWRUZLWK7DFKRIRUWKH'U$[LV
See item 4 in Fig. 8.3.1 page 8 - 12
7RGLVDVVHPEOHWKHPRWRU
– Detach all electrical cables to and from the motor.
– Loosen the two M3 hexagon socket head screws fixing the motor in place.
– Remove the motor from the top.
7RUHDVVHPEOHWKHPRWRU
– Clean the rubber lining of the friction wheel (item 3) and the ring (Ø 12 mm) on the motor shaft with isopro-
pyl alcohol.
– Replace the motor and fix in place.
Ensure that there is good contact between the motor drive shaft and the friction wheel.
– Check that the axis is moving correctly with reference to the Adjusting Instructions.
)URPLWHPQXPEHU
Hexagon socket head screw key, set
SITEST program
Adjusting Instructions
Nozzle, type 416 00322545-01
Isopropyl alcohol
)URPLWHPQXPEHU
Motor/tacho (dr axis) 00306383-02