NPM-D3维修手册.pdf - 第191页
NPM-D3 Service Manual 5.5 Light Weight 16-Nozzle Hea d EJM6D3-MB-05SM-00( 編集中 ).DOC Page 5-63 14. Insert the nozzle holder positioning into the holder an d perform positioning of the holder. (Fig. 14) ホルダにノズルホルダ 規正を挿…
NPM-D3
Service Manual
5.5 Light Weight 16-Nozzle Head
Page 5-62 EJM6D3-MB-05SM-00(
編集中
).DOC
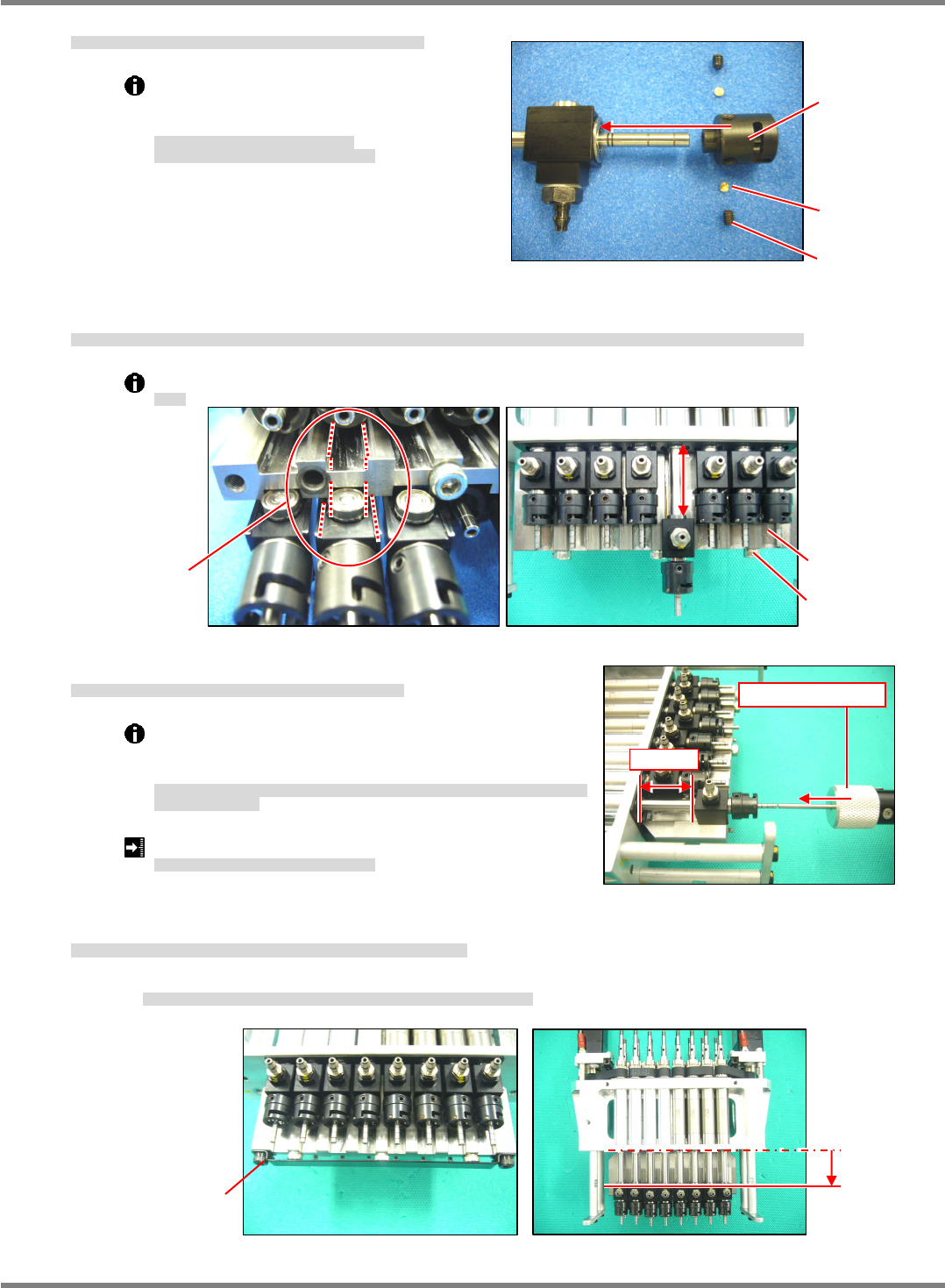
10. Insert the holder into the shaft and lightly tighten the lock screw (2-M2.5x3). (Fig. 10)
シャフトにホルダを挿入し、止めねじ
(2-M2.5
3)
を仮締めします。
(Fig. 10)
将支架插到轴上,用固定螺丝
(2-M2.5
3)
进行临时固定。
(Fig. 10)
Pieces are incorporated at the end of the
lock screw.
Be careful not to lose them.
止めねじの先端にピースが入っています。
ピースを紛失しないように注意してください。
在固定螺丝的端部有一个小块。
请注意不要使小块丢失。
11. Apply grease to the contact surface of the plate housing and outer ring of the bearing, and securely tighten
the plate where all shafts slide smoothly. (Fig. 11)
プレートのハウジングとベアリング外輪の接触面にグリスを塗布し、すべてのシャフトがスムーズにスライドする位置でプレートを本締めします。
(Fig. 11)
在板与壳及轴承外轮的接触面处涂抹润滑脂,在所有轴都能滑顺地滑动的位置处将板正式固定住。
(Fig. 11)
Grease: Panasonic LCG100
グリス
润滑脂
12. Check the sliding resistance of the shafts when attaching the plate.
プレート取り付け時のシャフトのスライド抵抗を確認します。
(Fig. 12)
安装板时要确认轴的滑动阻抗。
(Fig. 12)
Keep the shafts horizontal and push the shafts with the
push-pull gauge, and measure the sliding resistance
within the range of 25 mm.
ボールスプラインを水平に置き、プッシュプルゲージでシャフトを押し、
25 mm
の範囲で摺
動抵抗を測定します。
将滚珠花键水平放置,用推拉规推动轴,测量
25 mm
范围的滑动阻抗。
Sliding resistance when attaching the plate:
0.5 N
プレート取り付け時のシャフトのスライド抵抗
安装板时的轴的滑动阻抗
13. Attach the cover and check that the shafts fall with their own weight. (Fig. 13)
カバーを取り付け、すべてのシャフトが自重で下降することを確認します。
(Fig. 13)
装上盖,确认所有的轴能以自重下降。
(Fig. 13)
The bolts (2-M3
6) for securing the cover and spring washer must be black color.
カバーを取り付けるボルト
(2-M3
6)
とスプリングワッシャは黒色を使用すること。
安装板的螺栓
(2-M3
6)
和弹簧垫圈要使用黑色的。
Fig. 10
Holder
Piece
M2.5 x 3
Fig. 11
3-M3 x 40
Plate
A
pply grease.
Fig. 13
Lower
2-M3 x 6
Fig. 12
25 mm
Push-pull gauge
NPM-D3
Service Manual
5.5 Light Weight 16-Nozzle Head
EJM6D3-MB-05SM-00(
編集中
).DOC Page 5-63
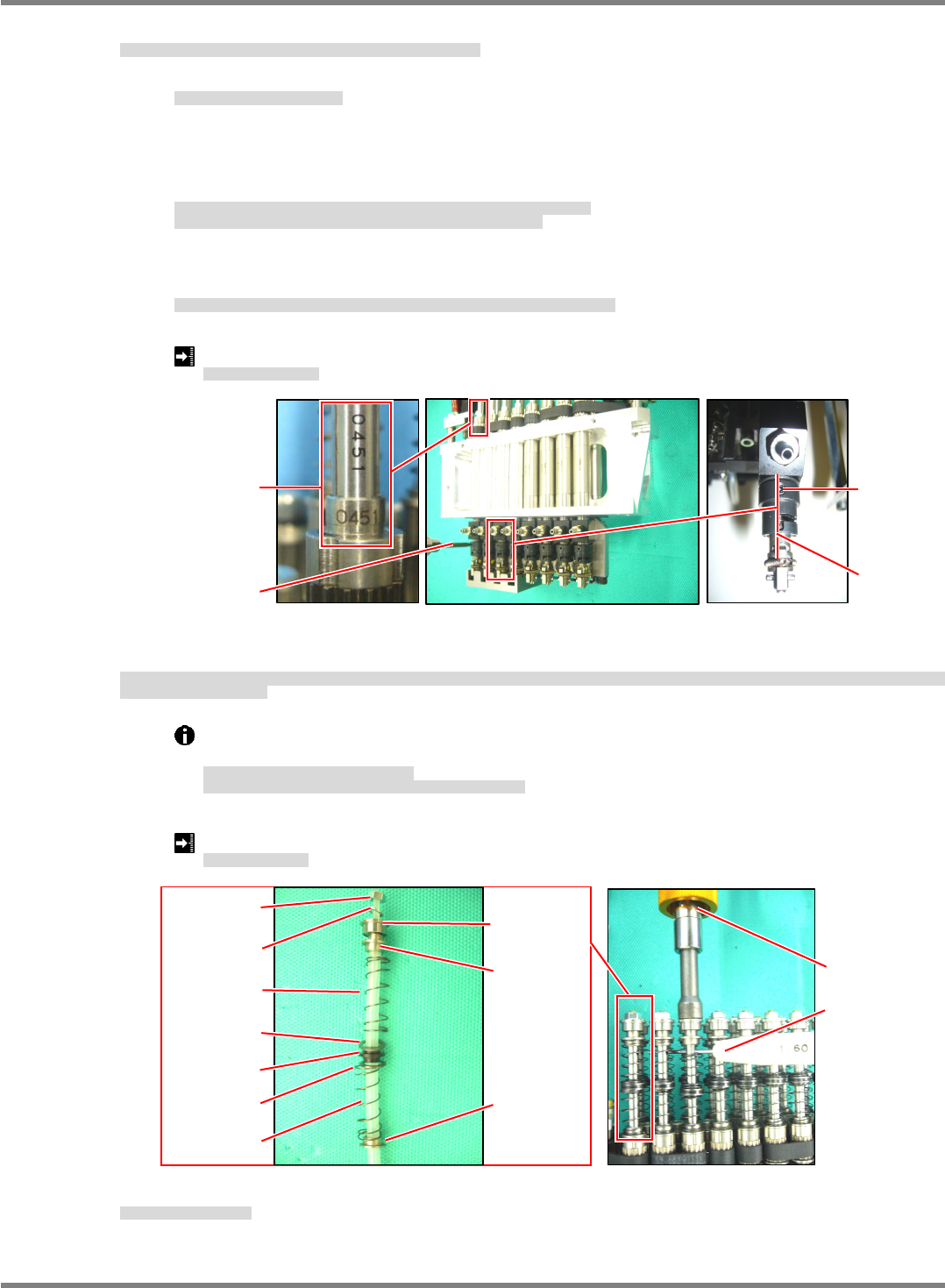
14. Insert the nozzle holder
positioning into the holder and perform positioning of the holder. (Fig. 14)
ホルダにノズルホルダ
規正を挿入し、ホルダの位置決めをします。
(Fig. 14)
将吸嘴支架的
定位工具插入支架中,进行支架的定位。
(Fig. 14)
①
Face the markings on the shafts outwards.
シャフトの刻印を外向きにします。
要使轴的刻印朝外。
②
Insert the nozzle holder
positioning into the eight nozzle holders and lightly tighten the lock screw
of the holder.
Make sure that the marking of the ball spline, lock screw of the holder and vertical groove are facing
the front side.
ノズルホルダ
規正を
8
本のノズルホルダに挿入し、ホルダの止めねじを仮締めします。
ボールスプラインの刻印とホルダの止めねじ、縦溝が正面を向いていること。
将吸嘴支架
定位工具插入
8
根吸嘴支架中,临时固定住支架的固定螺丝。
滚珠花键的刻印和支架的固定螺丝、纵沟都要朝向正面。
③
Detach the nozzle holder
positioning and securely tighten the lock screw (2-M2.5x3) of the holder
with a torque driver.
ノズルホルダ
規正を外し、ホルダの止めねじ
(2-M2.5 x 3)
をトルクドライバで本締めします。
取下吸嘴支架
定位工具,用扭矩螺丝刀将支架的固定螺丝
(2-M2.5 x 3)
正式拧紧。
Lock screw tightening torque: 30
3 N
cm
止めねじ締め付けトルク
固定螺丝的拧紧扭矩
15. Insert the collar, spring, washer and guide carefully not to let the spring fly off, and insert the quenched pin
(
1.6 mm) into the hole of the shaft to stop turning, then tighten the nut with a torque driver.
スプリングを飛ばさないように注意して、カラー、スプリング、ワッシャ、ガイド、ガイドを入れ、焼入れピン
(
1.6 mm)
をシャフトの穴に挿入して回り止めとし、ナットをト
ルクドライバで締め付けます。
在注意不要使弹簧跳掉的同时,放入轴环、弹簧、垫圈、导向环,将淬火销
(
1.6 mm)
插入轴的孔中进行止转,然后用扭矩螺丝刀拧紧螺母。
Make sure that the bearing and collar are orientated properly.
Insert the quenched pin (
1.6 mm) into the hole of the shaft to stop turning it.
ベアリング、カラーの向きに注意すること。
シャフトの周り止めには必ず焼入れピン
(
1.6 mm)
を使用すること。
请注意轴承、轴环的朝向。
对轴的止转必须使用淬火的销
(
1.6 mm)
。
Nut tightening torque: 80 N
cm
ナット締め付けトルク
螺母拧紧扭矩
16. Attach the
unit.
ユニットを取り付けます。
装上
装置。
‘5.5.3
Unit Detaching / Attaching’.
Fig. 14
Vertical
groove
Marking
Lock screw
Torque drive
r
Fig. 15
Nu
t
Bearing
Collar
Spring
Spring
CollarWashe
r
Guide
Washe
r
Torque driver
Quenched pin
Washe
r
NPM-D3
Service Manual
5.5 Light Weight 16-Nozzle Head
Page 5-64 EJM6D3-MB-05SM-00(
編集中
).DOC
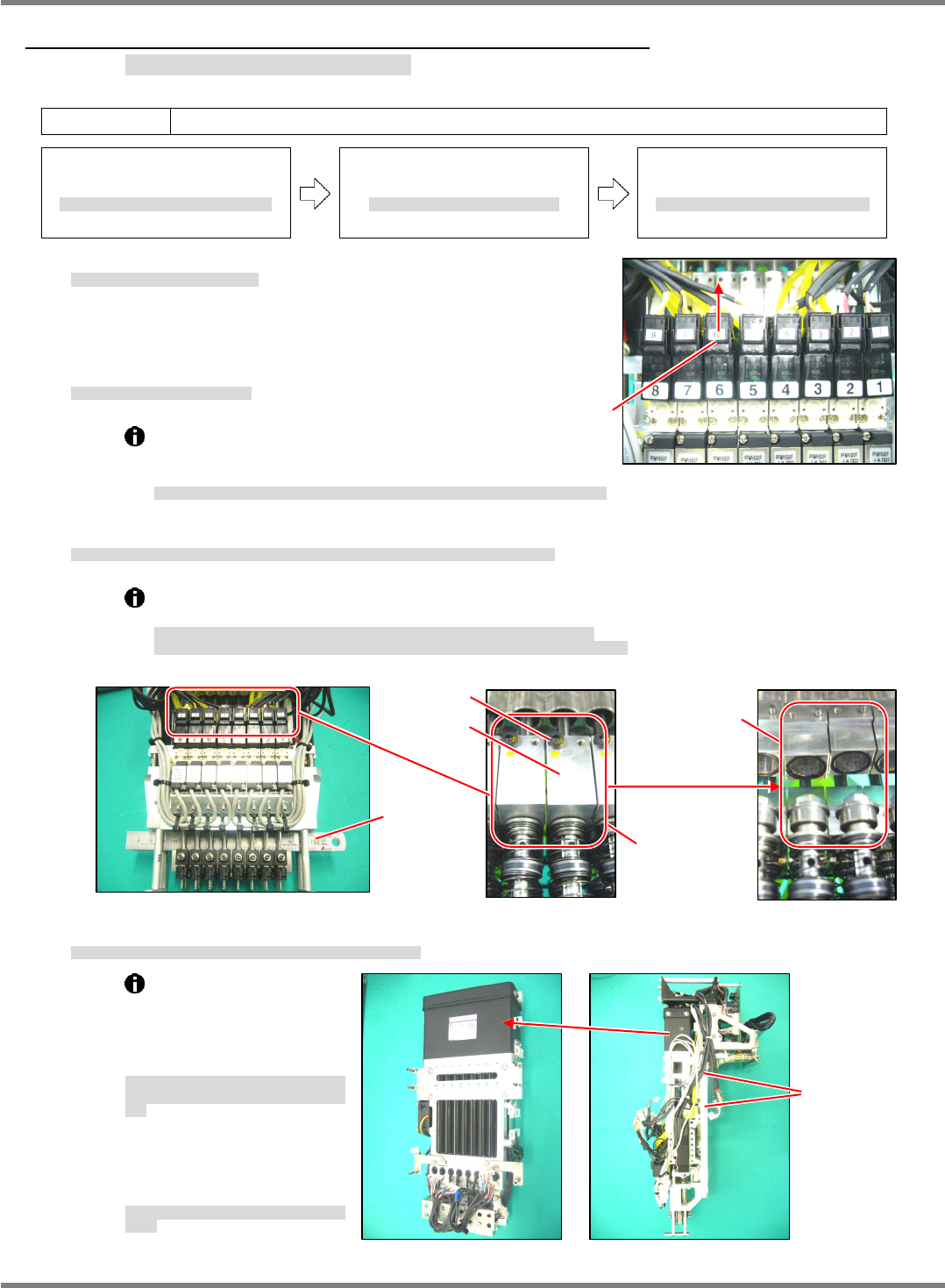
Fig. 1
Connecto
r
5.5.6 Z-axis Linear Motor Detaching / Attaching
Z
軸リニアモータの取り外し
/
取り付け
Z
轴线性电机的拆卸
/
安装
Unit No.
N610096433AA
5.5.1 Z-axis Control Board
Detaching / Attaching
Z
軸コントロール基板の取り外し
/
取り付け
Z
轴控制基板的拆卸
/
安装
5.5.6 Z-axis Linear Motor
Detaching / Attaching
Z
軸リニアモータの取り外し
/
取り付け
Z
轴线性电机的拆卸
/
安装
5.5.1 Z-axis Control Board
Detaching / Attaching
Z 軸コントロール基板の取り外し / 取り付け
Z
轴控制基板的拆卸
/
安装
27.
1. Detach the Z-axis control board.
Z
軸コントロール基板を取り外します。
拆下
Z
轴控制基板。
‘5.5.1 Z-axis Control Board Detaching /
Attaching’.
2. Disconnect the connector of the valve. (Fig. 1)
バルブのコネクタを抜きます。
(Fig. 1)
拔下阀的连接器。
(Fig. 1)
When disconnecting the connectors, be
careful not to break the wires. Do not pull the
cables.
コネクタを抜く時は、配線を切らないように注意してください。ケーブルを引っ張らないこと。
拔连接器时,请注意不要切断配线。不可拉拽电缆。
3. Insert a scale into the housing and separate the Z-axis linear motor from the ball spline. (Fig. 2)
ハウジング部にスケール等を挟み、
Z
軸リニアモータとボールスプラインの連結を分離します。
(Fig. 2)
在壳的部位夹入直尺等,使
Z
轴线性电机与滚珠花键的连结分离开来。
(Fig. 2)
The shafts of the Z-axis linear motor and ball spline are coupled with the plate.
Unseparated fitting part is can cause the shaft of the linear motor or ball spline to bend.
Z
軸リニアモータのシャフトとボールスプラインのシャフトはプレートで連結されています。
かみ合い部分を分離しないとリニアモータかボールスプラインのシャフトを曲げる原因になります。
Z
轴线性电机的轴与滚珠花键的轴是用板连结的。
如果不将咬合的部分分离,则可能使线性电机或者滚珠花键的轴弯曲。
4. Detach the Z-axis linear motor from the plate of the head unit. (Fig. 3)
ヘッドユニットのプレートから
Z
軸リニアモータを取り外します。
(Fig. 3)
从贴装头装置的板上将
Z
轴线性电机拆下。
(Fig. 3)
①
The Z-axis linear motor is
located by the positioning
pin (2-
5x10) and secured
with the bolt (4-M5x16).
Z
軸リニアモータは、規正ピン
(2-
5
10)
で位置
決めされ、ボルト
(4-M5 x 16)
で固定されていま
す。
Z
轴线性电机是由定位销
(2-
5
10)
定位、并用螺
栓
(4-M5 x 16)
固定的。
②
Cut the cable ties that
bundle the wires and tubes
as appropriate.
必要に応じて配線、配管の結束バンドを切断し
ます。
必要时可以切断配线、配管的绑扎带。
Fig. 3
4-M5 x 16
Fig. 2
Must be
separated
Scale
Fitting part
Plate
M2 x 6