NPM-D3维修手册.pdf - 第69页
NPM-D3 SERVICE MANUAL 4.3 Feeder Cart Unit EJM6D3-MB-04SM-02.DOC Page 4-31 4.3.4 Fixed Blade and Movable Blade Replacement 固定刃・可動刃の交換 固定刀和可动刀的交换 Unit No. N610073101AA 4.3.4 Fixed Blade and Movabl e Blade Replacem ent 固定刃…
NPM-D3
SERVICE MANUAL
4.3 Feeder Cart Unit
Page 4-30 EJM6D3-MB-04SM-02.DOC
4.3.3 Tape Lift Detection Sensor
テープ浮き検出センサ
编带浮起检测传感器
Unit No.
N610073101AA
4.3.2 Feeder Cart Connection
交換台車接続
交换台车的连接
4.3.3 Tape Lift Detection Sensor
テープ浮き検出センサ
编带浮起检测传感器
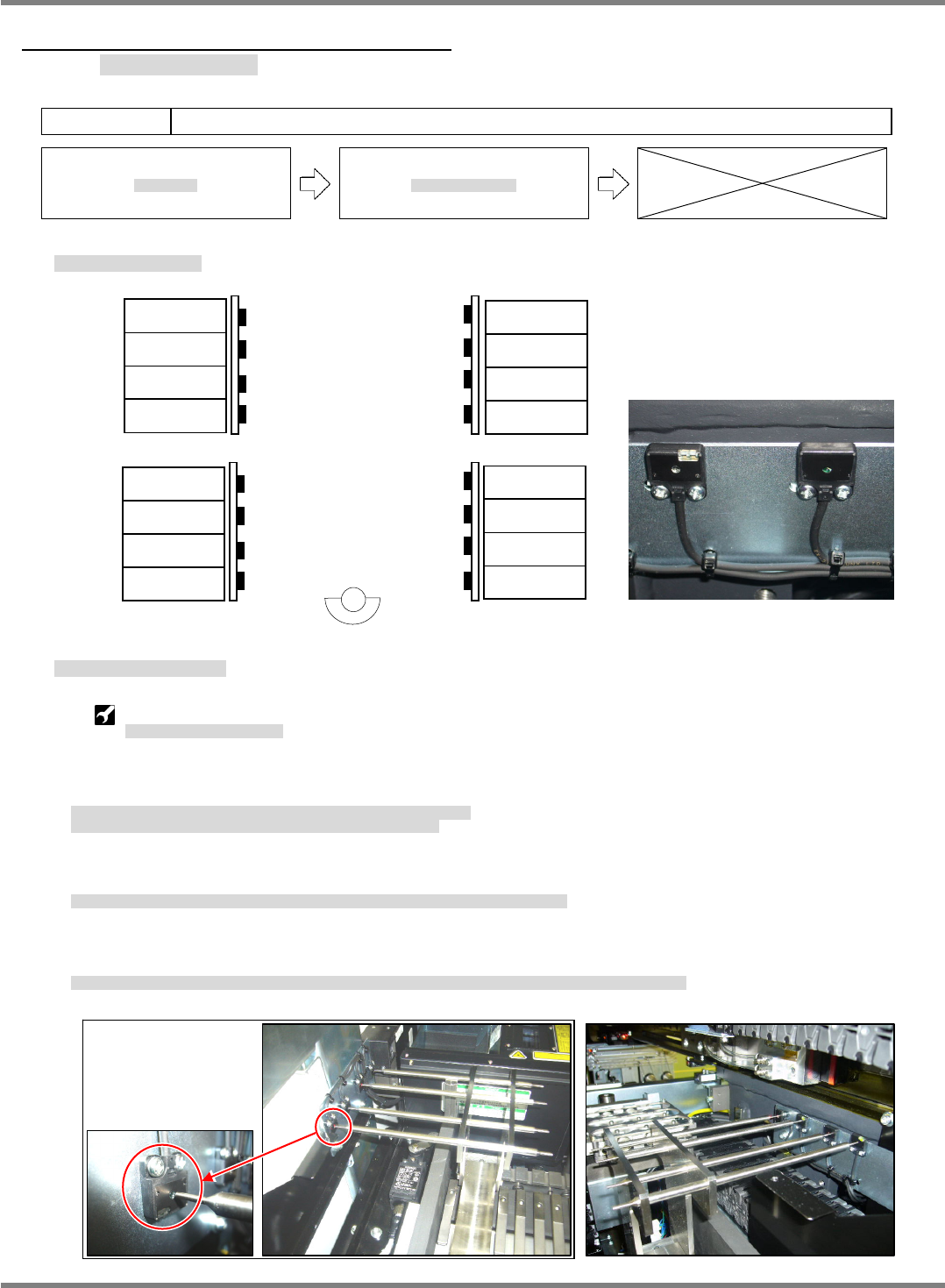
Tape Lift Detection Sensor Locations
テープ浮き検出センサ配置
编带浮起检测传感器的配置
Tape Lift Detection Sensor Position Adjustment
テープ浮き検出センサ位置調整
调整编带浮起检测传感器的位置
Tape lift sensor positioning jig set :
テープ浮きセンサ調整治具セット
成套编带浮起检测传感器调整治具
13.
1. Insert the tape lift sensor positioning jig base into slot No. 2 of the feeder block.
If the cover at the feeder tip contacts the jig base, detach the cover.
フィーダ搭載部の 2 番スロットにテープ浮きセンサ調整治具のベースを挿入します。
フィーダ先端部のカバーが治具ベースに当ります。カバーを外してください。
在供料器搭载部的第 2 号插槽中插入编带浮起传感器调整治具的基座。
料架端部的盖将会接触到治具基座上。请拆下盖。
2. Insert the jig shaft into the hole on the jig base and align the sensor lens with the shaft tip. (Fig. 1)
治具ベースの穴に治具シャフトを挿入し、シャフトの先端にセンサのレンズ位置を一致させます。(Fig. 1)
在治具基座的孔中插入治具轴,使传感器的镜头对准到轴的端部。(Fig. 1)
3. Insert the tape lift sensor positioning jig base into slot No. 16 and similarly align the sensor lens with the
shaft tip. (Fig. 2)
16 番スロットにテープ浮きセンサ調整治具のベースを挿入し、同様にシャフト先端とセンサのレンズ位置を一致させます。(Fig. 2)
在第 16 号插槽中插入编带浮起传感器调整治具的基座后,与上面同样,使传感器的镜头对准到轴的端部。(Fig. 2)
B1200TR
B1201R
B1202TR
B1203R
B1200R
B1201TR
B1202R
B1203TR
B1207R
B1206TR
B1205R
B1204TR
B1207TR
B1206R
B1205TR
B1204R
Detector Emitter
Fig. 2
Fig. 1
NPM-D3
SERVICE MANUAL
4.3 Feeder Cart Unit
EJM6D3-MB-04SM-02.DOC Page 4-31
4.3.4 Fixed Blade and Movable Blade Replacement
固定刃・可動刃の交換
固定刀和可动刀的交换
Unit No.
N610073101AA
4.3.4 Fixed Blade and Movable
Blade Replacement
固定刃・可動刃の交換
固定刀和可动刀的交换
Thickness gauge
Caliper
Copy paper (PPC paper)
シックネスゲージ
ノギス
コピー用紙
(PPC
用紙
)
间隙规
游标卡尺
打印纸
(PPC
纸
)
Fixed Blade and Movable Blade Replacement
固定刃・可動刃交換手順
固定刀和可动刀的交换步骤
14.
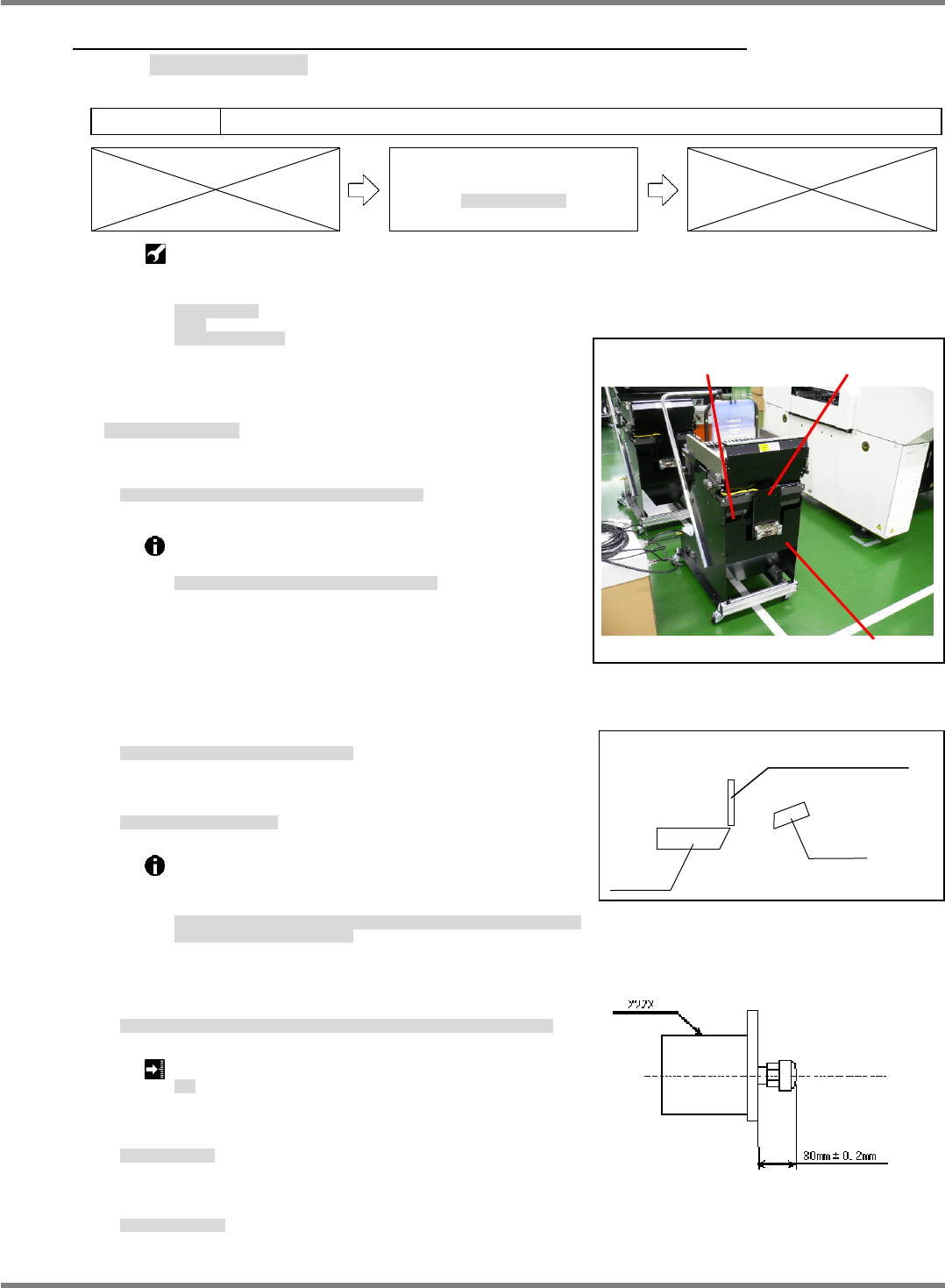
1. Detach the connectors and detach the coves (2 kinds).
コネクタブラケットを取り外し、カバー(2 種類)を取り外す。
卸下连接器托架后,拆下盖 (2 种)。
Do not disconnect the connectors connected to the
bracket.
接続用コネクタはブラケットから外さないでください。
请不要从托架上卸下连接用的连接器。
2. Detach the chute guide plate. (Fig. 2)
シュートガイドプレートを取り外します。(Fig. 2)
卸下溜槽导轨板。(Fig. 2)
3. Detach the fixed and movable blades.
固定刃・可動刃を取り外します。
卸下固定刀和可动刀。
When detaching (as well as reattaching) the
movable blade, the LM guide block may be
dislodged. Conduct work with great care.
可動刃の取り外し時
(
取り付け時含む
)
、
LM
ガイドのブロックが外れる恐れがあり、危
険なので注意して作業してください。
卸下可动刀时
(
包括安装时
)
,有脱落
LM
导轨块的危险,敬请注意。
4. Check the measure top of bracket and cylinder lod in a
cylinder back posture. (Fig. 3)
シリンダロッドが戻った状態でブラケットとシリンダロッド先端の寸法を確認する。(Fig. 3)
在汽缸杆返回的状态下,确认与托架和汽缸端部的尺寸固定刀之间的间隙。(Fig. 3)
Clearance: 30
0.2 mm
寸法
尺寸
5. Attach the fixed blade.
固定刃を取付ける。
安装固定刀。
6. Attach the movable blade.
可動刃を取り付ける。
安装可动刀。
Fixed blade
Movable
blade
Chute guide plate
(Fig. 2)
(Fig. 3)
Cover
Cover
Connector bracket
(Fig. 1)
Cylinder
NPM-D3
SERVICE MANUAL
4.3 Feeder Cart Unit
Page 4-32 EJM6D3-MB-04SM-02.DOC
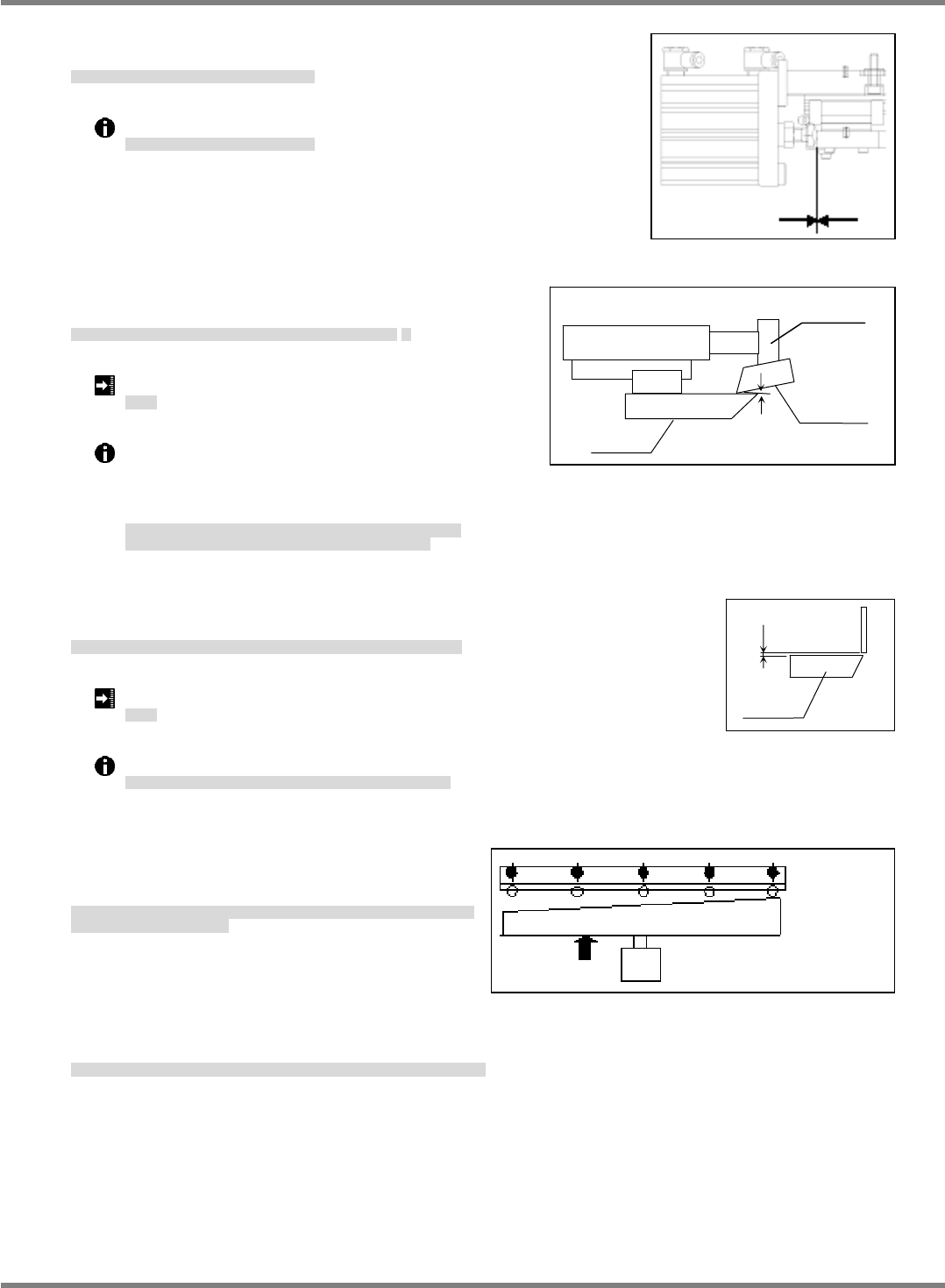
7. Check the clearance of connecting between the movable blade and
cylinder (Fig. 4)
シリンダと可動刃の連結スキマを確認する。(Fig. 4)
确认汽缸和可动刀的连接间隙。(Fig. 4)
Visually check that there is no gap.
目視にてスキマがないことを確認する。
用目视确认没有间隙。
8. Check the clearance of fixed blade in movable blade is
completed closed posture. (Fig. 5)
可動刃が完全に閉じた状態で、固定刃とのスキマを確認します。(Fig. 5)
在可动刀完全关闭的状态下,确认与固定刀之间的间隙。(Fig. 5)
Clearance: 0.01 ~ 0.02 mm
すき間
间隙
A 0.01 mm thickness gauge should pass but not a
0.03 mm gauge.
If the clearance does not meet the requirement,
adjust it from the fixed blade installation block.
シックネスゲージの
0.01 mm
が通り、
0.03 mm
が通らなければ、
OK
。
基準値外の場合は、固定刃の取り付けブロックにて調整します。
间隙规的
0.01 mm
可通过,
0.03 mm
不通过就
OK
了。
不在基准值范围内时,用固定刀的安装块,进行调整。
9. Adjust the clearance between the chute guide plate and movable blade to the
requirement, and lock the chute guide plate in place. (Fig. 6)
シュートガイドプレートを可動刃とのすき間を基準値に合わせ取り付ける。(Fig. 6)
将可动刀之间间隙调整到基准值范围内后,安装溜槽导轨板。(Fig. 6)
Clearance: 0.03 ~ 0.1 mm
すき間
间隙
A 0.03 mm thickness gauge should pass but not a 0.15 mm gauge.
シックネスゲージの
0.03 mm
が通り、
0.15 mm
が通らなければ、
OK
间隙规的
0.03 mm
可通过,
0.15 mm
不通过就
OK
了。
10. Cut a prepared sheet of copy paper of 20 mm width
in 5 evenly spaced locations and check that all cuts
are properly made.
あらかじめ、20 mm 幅にカットしたコピー用紙を 5 か所 (均等) にて切断し、全て切
断できていることを確認します。
预先剪成 20 mm 宽度的打印纸,将其在 5 处 (均等) 剪掉,确认是否能在全部位置上剪
掉。
11. Attach the covers (two types) and attach the connector bracket adjusting on the positioning pins.
カバー (2 種類) を取り付け、コネクタブラケットを規正ピンに合わせて取り付けます。
安装盖 (两种) 后,将连接器托架对准调整销安装。
Fixed
blade
Movable
blade
Clearance
Block
Fig. 5
Movable
blade
Clearance
Fig. 6
Fig. 7
Fixed blade
Movable
blade
No clearance
Fig. 4