YV100II维修手册.pdf - 第18页
第 三章 调整 3 - 9 l 输入监示屏幕 1) 说明窗口 输 入 及 输出 信 号 以 代码名称表 示如 “ T N 01 ” 与 “ N P 09 ” , 说 明 显示 在 浅 兰色框 中, 表明 所 指 项目的 解释 及 “ 0 ” 与 “ 1” 所 代表 的 含义 。 2) 数据输入/输 出 信号状态 每 个 I /O 信 号 的 状态 以 二 进制 数据 代表 ( 1 与 0 ), 例 如, 前一 页 的 输出 监 示 屏幕…
第三章 调整
3-7
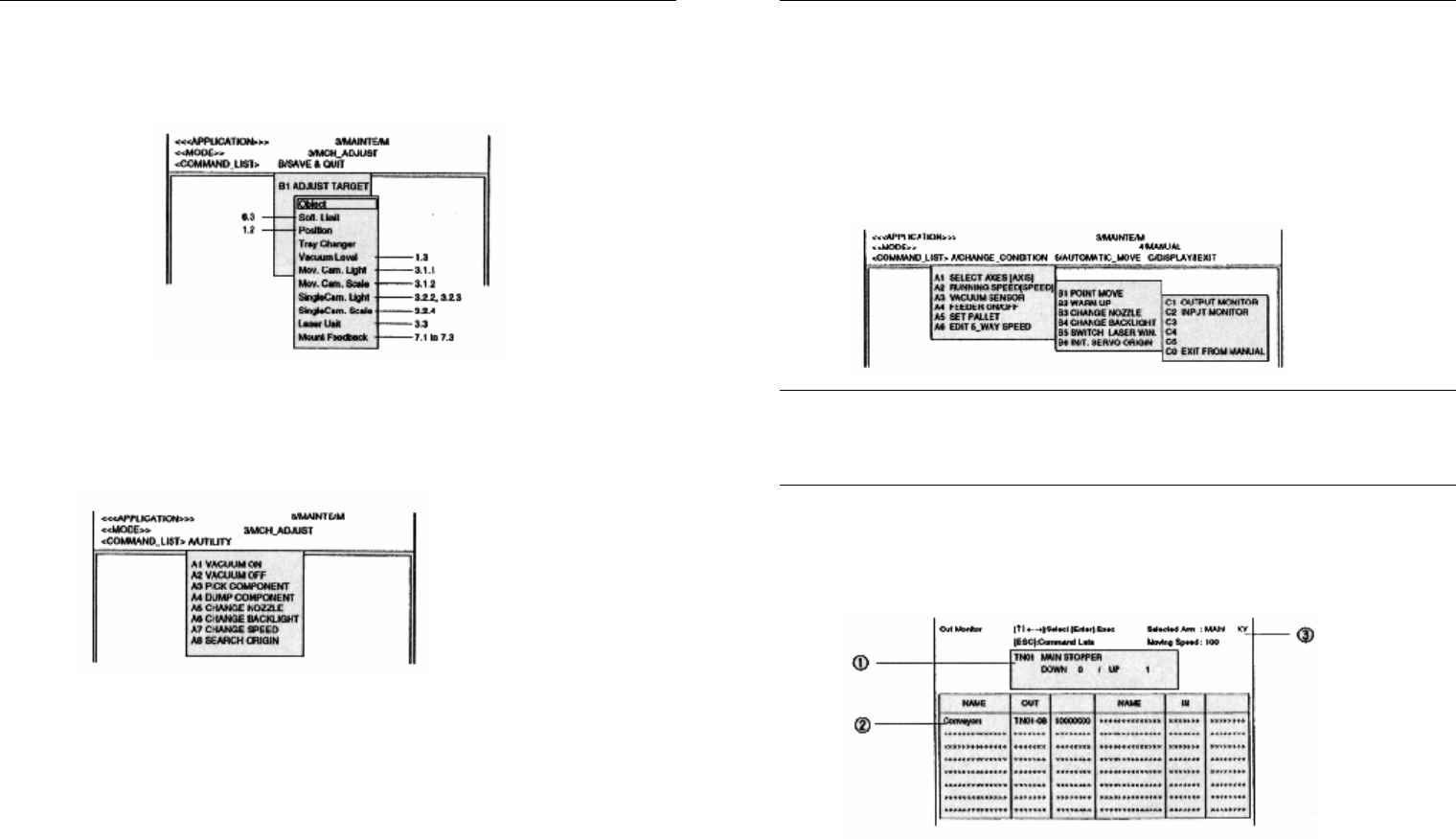
3. 机器调整模式
包括调整命令及工具。当选择<3/3/MCH_ADJUST>-<B1 ADJUST
TARGET>并按回车键,调整菜单即出现。各调整项目的细节见此章相关部分。
当移动光标至此模式<3/3/A/UTILITY>时,以下菜单出现。调整过程中必
要时使用这些命令各命令的信息,按 F1 键即见操作显示器上的帮助信息。
l 机器调整模式的命令菜单窗
第三章 调整
3-8
4. 手动模式
此手动(3/4/MANUAL)1 模式允许你在调整过程中检查机械或电气开关操
作。也可操纵 YPU 摇杆移动各轴。当选择<3/4/MANUAL>并按回车键,三个
命令窗口将出现。各命令窗口信息可按[F1]获取帮助。
l 手动模式可选的命令菜单
参考
系统维护管理器中的手动模式与操作管理器及数据管理器中的手动模式
完全相同。
当选择<C/DISPLAY&EXIT>-<C1 OUTPUT MONITOR>或<C2 INPUT
MONITOR>并按回车键时,I/O 监示屏幕显示,以 表 示数据输入/输出信号的
状态。
l 输出监视屏幕
第三章 调整
3-9
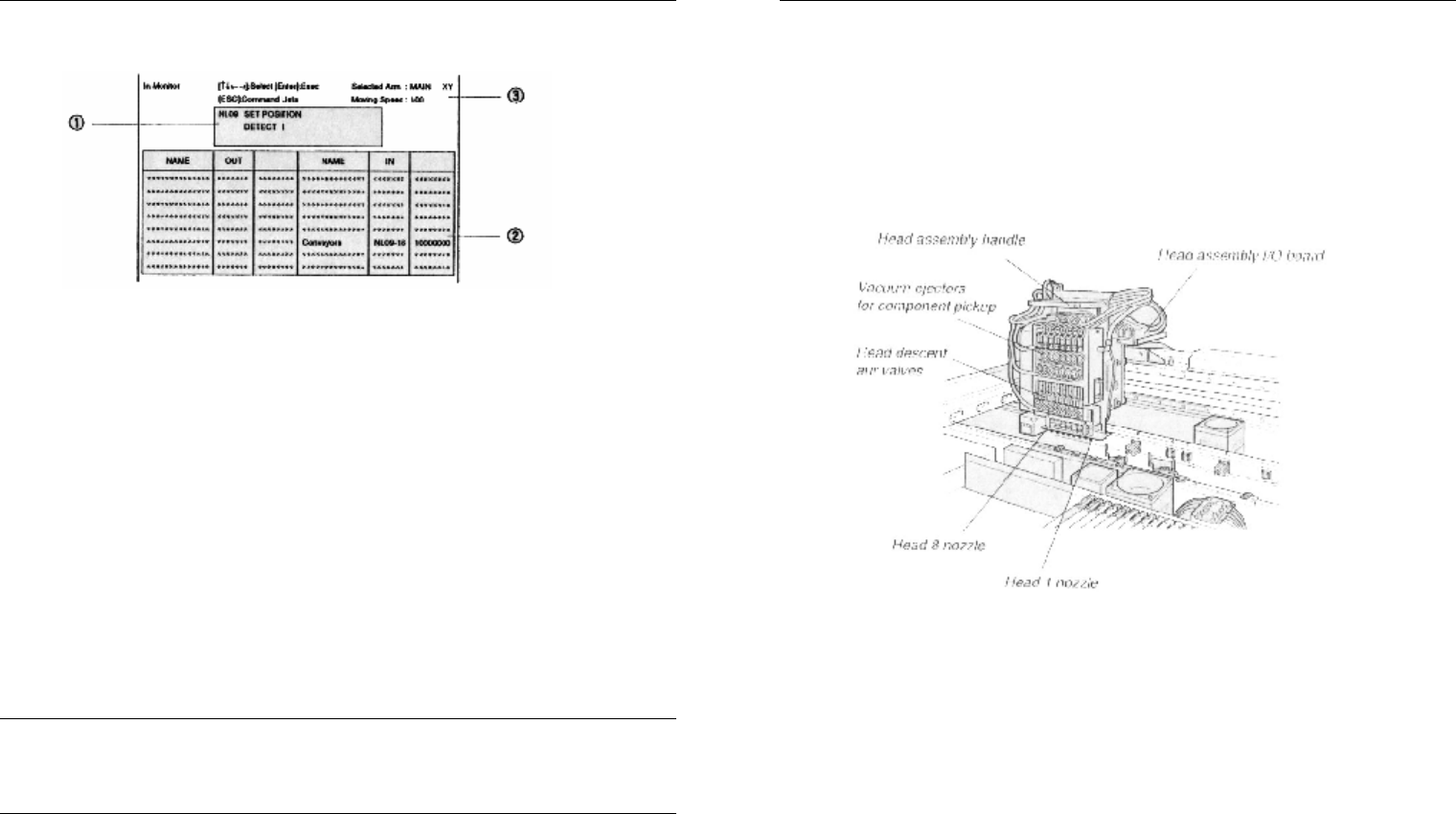
l 输入监示屏幕
1) 说明窗口
输入及输出信号以代码名称表示如“TN01”与“NP09”,说明显示在浅
兰色框中,表明所指项目的解释及“0”与“1”所代表的含义。
2) 数据输入/输出信号状态
每个 I/O 信号的状态以二进制数据代表(1与0), 例 如,前一页的输出
监示屏幕表明主挡块打开(升起),以上的输入监示屏幕表明贴装位置的 PCB
传感器检测到有板。使用方向键,移动光标至需要检查或操作的项目上。可
按[TAB]键在输入及输出窗口之间切换。
每次在输出监示窗口按回车键时,选定的项目进行一次开关动作。在输
入窗口,可检查传感器的检测状态。
3) 选定的轴与移动速度
在输入或输出监示窗口的右上角显示的是调整过程中选择的轴与移动速
度。这些轴与移动速度可通过按 YPU 上的[SEL AXIS]或[AXIS GROUP]及
[SPEED]键,或<3/4/A1 SELECT AXIS>与<3/4/A2 RUNNING>命令来完成。
注意
为了检查机械与电气操作需经常打开输出与输入监示屏幕时,确保熟悉
此部分的操作。
第三章 调整
3-10
1. 工作头部件
YV100II 机器的工作头部分包括 8 个在线吸嘴头(头 1-8)。 每 个 头 的上
升/下降操作与真空发生器必须正确调整以保证元件拾取与贴装动作的准
确。此部分说明了如何检查,调整及优化气动部件的移动情况,真空发
生器与工作头部分的机器数据。
l YV100II 的工作头总成
第三章 调整
3-11
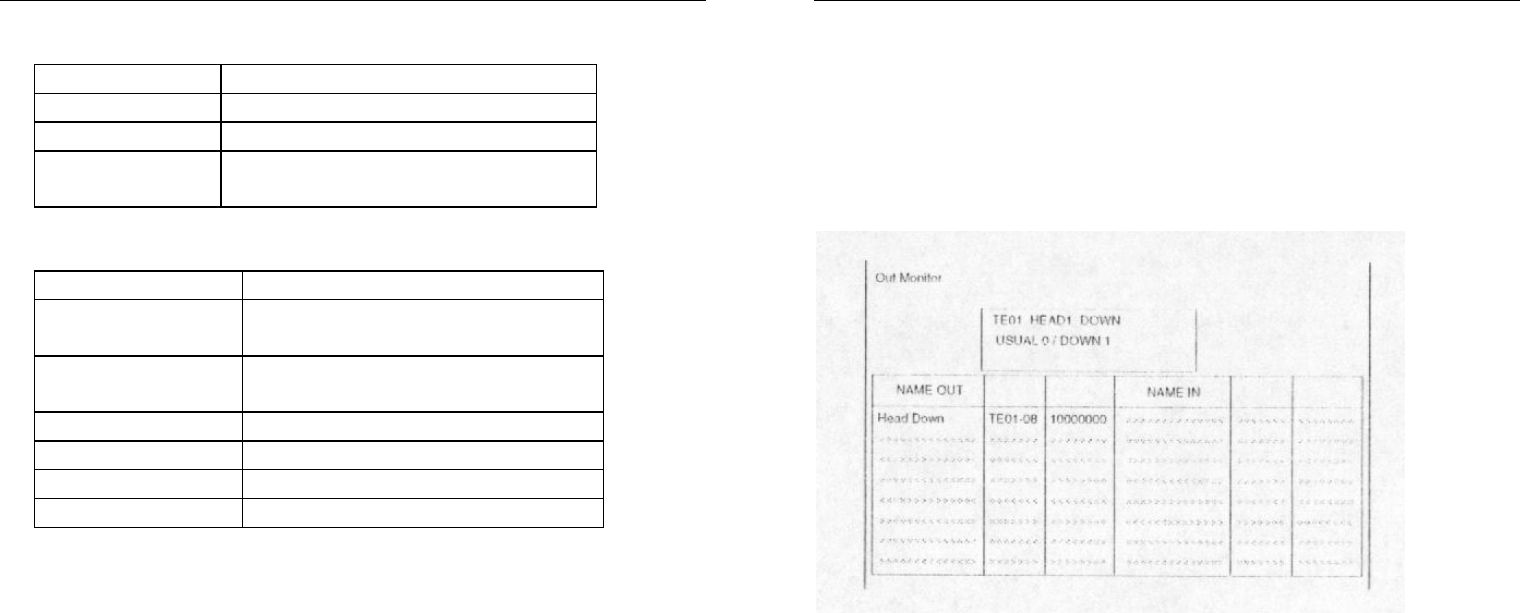
l 真空发生器的检查项目
检查项目 描述
吸嘴头低位检测 检查各头下降是否平滑
真空发生器 检查真空发生器是否提供足够真空度
真空传感器功能 检查真空传感器显示真空度级别是否
正确。
l 工作头部分的机器数据设置
检查项目 描述
位置(机器坐标) 此坐标包括相对于机器原点的定位销
及甩料位置坐标。
拾取/贴装真空度 基准真空度值用于判定各头是否拾取
及贴装元件
R-轴精度偏差 各吸嘴轴旋转时的角度偏差
吸嘴校正 用于校正 180°时的吸嘴轴偏差。
工作头偏差 2-8 头相对于 1 头的位置坐标
工作头下降偏差 工作头上升位置与下降位置的偏差。
第三章 调整
3-12
1.1. 检查工作头
检查工作头气动工作部件与真空发生器,按以下步骤继续。
1.1.1. 检查工作头上升/下降移动与低位检测
第一步 打开输出监示模式并选定目标工作头。
1) 选择<3/4/C1 OUTPUT MONITOR>并按回车键。
2) 使用方向键移动光标至“TE01-08”(工作头下降)
第二步 按回车键检查选定工作头的上升/下降。
输出信号当工作头下降时显示“1”,上升时显示“0”。