YV100II维修手册.pdf - 第35页
第 三章 调整 3 - 43 2.1.1. 定位 销 沿 传 送 带 方向 共 有 两 个 定 位销 。 一个 固 定 一个 可 动 。 这些 定 位销 与 P CB 上的定 位 孔 配 合 以 固 定 P CB 并 准 备 贴 装 。 按 以下 步骤 调整上 升 / 下 降 速度 并 检 查上 升 / 下 降位 置 传感 器 动 作。 l 定位 销 分 布 l 定位 销 气动 阀 与 调整 旋 钮 第 三章 调整 3 - 44 第一步…
第三章 调整
3-41
2. 传送带部分
此部分解释了用于固定 PCB 于贴装位置与 PCB 传送的传送带系统。
2.1. 传送带系统
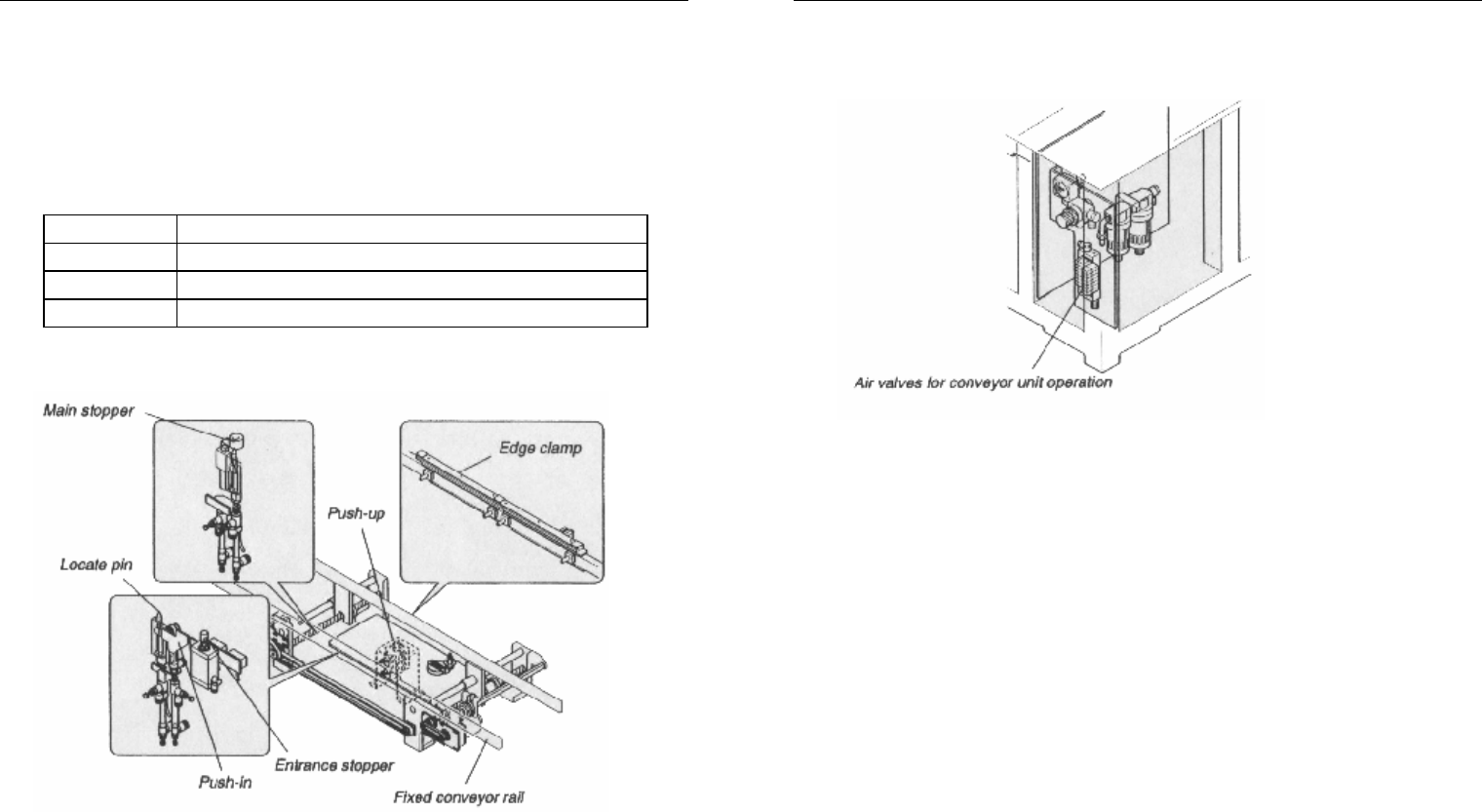
传送带系统固定 PCB 于贴装位置并准备贴装。各机械部件沿传送带导轨
分布并以气动操作。此部分描述了以下机械部分的调整过程。
l 传送带系统的调整项
定位销 上升/下降速度,上下传感器位置
主挡块 上升/下降速度,PCB 接触点
支撑台 上升/下降速度,上下传感器位置
推进销 推进速度,松开速度
(边夹与入口挡块无需调整)
l 传送带系统
第三章 调整
3-42
各传送带系统机械部件的气动阀在机器后部的右下角面板内。
l 传送带系统操作的气动阀
第三章 调整
3-43
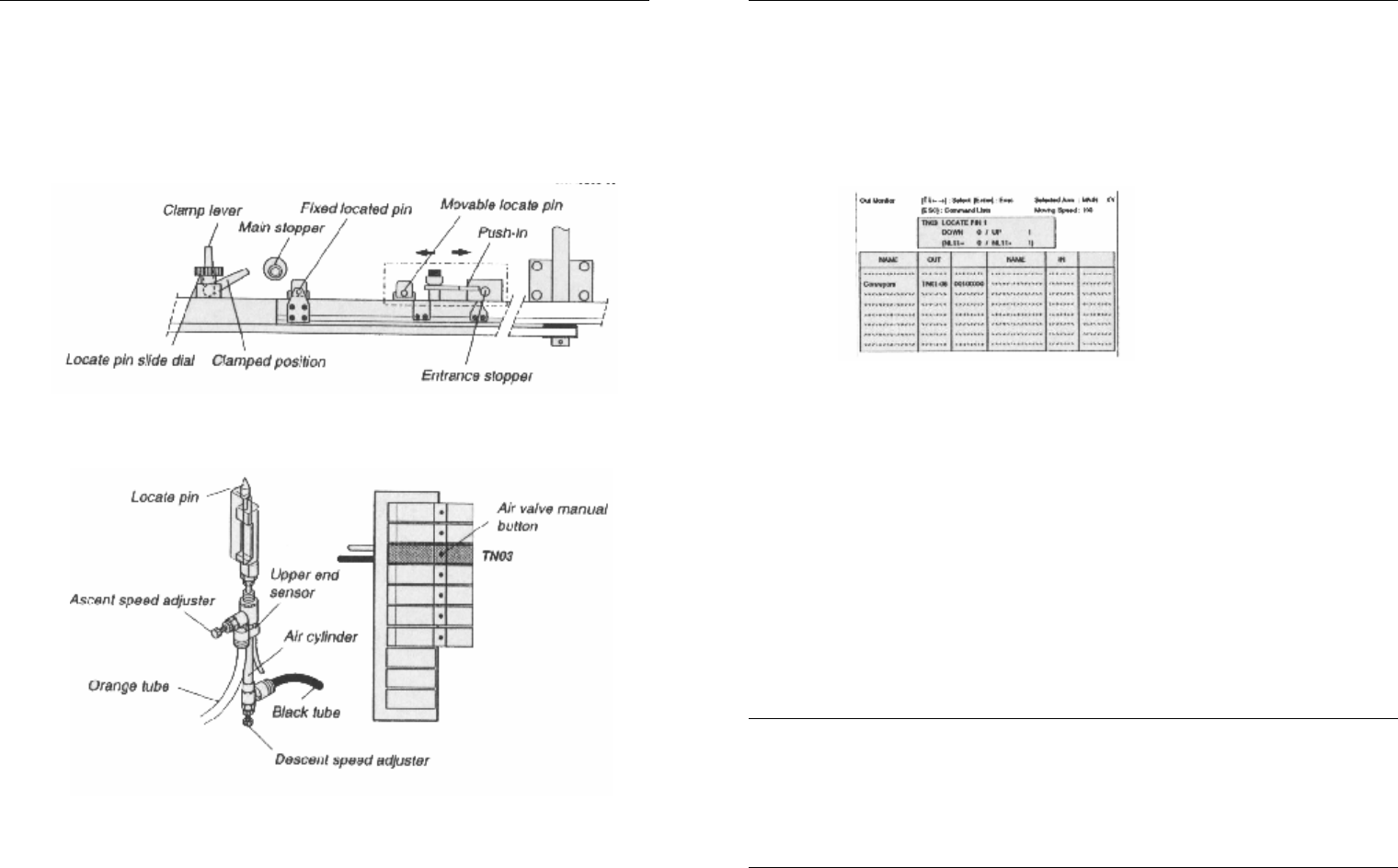
2.1.1. 定位销
沿传送带方向共有两个定位销。一个固定一个可动。这些定位销与 PCB
上的定位孔配合以固定 PCB 并准备贴装。按以下步骤调整上升/下降速度并检
查上升/下降位置传感器动作。
l 定位销分布
l 定位销气动阀与调整旋钮
第三章 调整
3-44
第一步 打开输出监示屏幕操作定位销。
1) 选择<3/4/MANUAL>-<C1 OUTPUT MONITOR>并按回车键。
2) 使用方向键移动光标至“TN03”(定位销 1)。
3) 按回车键改变定位销上升/下降位置。输出监示屏幕“TN03” 当定
位销升起显示“1”,当定位销落下显示“0”。
第二步 检查上升及下降速度
此二速度均应为 1 秒左右(对于已预贴装好元件的 PCB 此速度不会造成
元件偏移)
第三步 按下急停按钮,调整上升/下降速度
松开锁紧螺母,旋转橙色气管的速度调节阀以调节上升速度,或旋转黑
色气管的速度调节阀以调节下降速度。对于调节阀,向左旋增加速度,向右
旋降低速度。固定定位销的上升速度应比可动定位销略快。
第四步 检查上升位置的传感器输入状态
按[TAB]键移动光标至右边的输入监示屏幕的“NL11”。当定位销升起,
数字应变为“1”,下降后应变为“0”。
如果输入监示屏幕数据不能正确显示,根据 PCB 厚度调节气缸上端传感器的
位置。
参考
如果定位销在第一步不能正常工作,则不以输入监示屏幕检查工作情况:
l 按急停按钮。
l 用尖的改锥或有类的类似工具按气动阀的手动按钮(标有“TN03”)以升
起定位销。
第三章 调整
3-45
如果此方法可工作,气动阀的电气部分可能损坏。按以下步骤检查。
电磁线圈断开,连接导线松脱,直流 24V 电压有问题。I/O 板输入错误等
等。
当按下手动按钮而不能正常工作时,则可能为气源,气路或排液阀有问
题(损坏,被外物阻塞或粘接)。检查定位销气源线。
2.1.2. 主挡块
当 PCB 在传送带上传送时,主挡块挡住 PCB 于贴装位置。上升/下降速
度与 PCB 接触位置可调整。
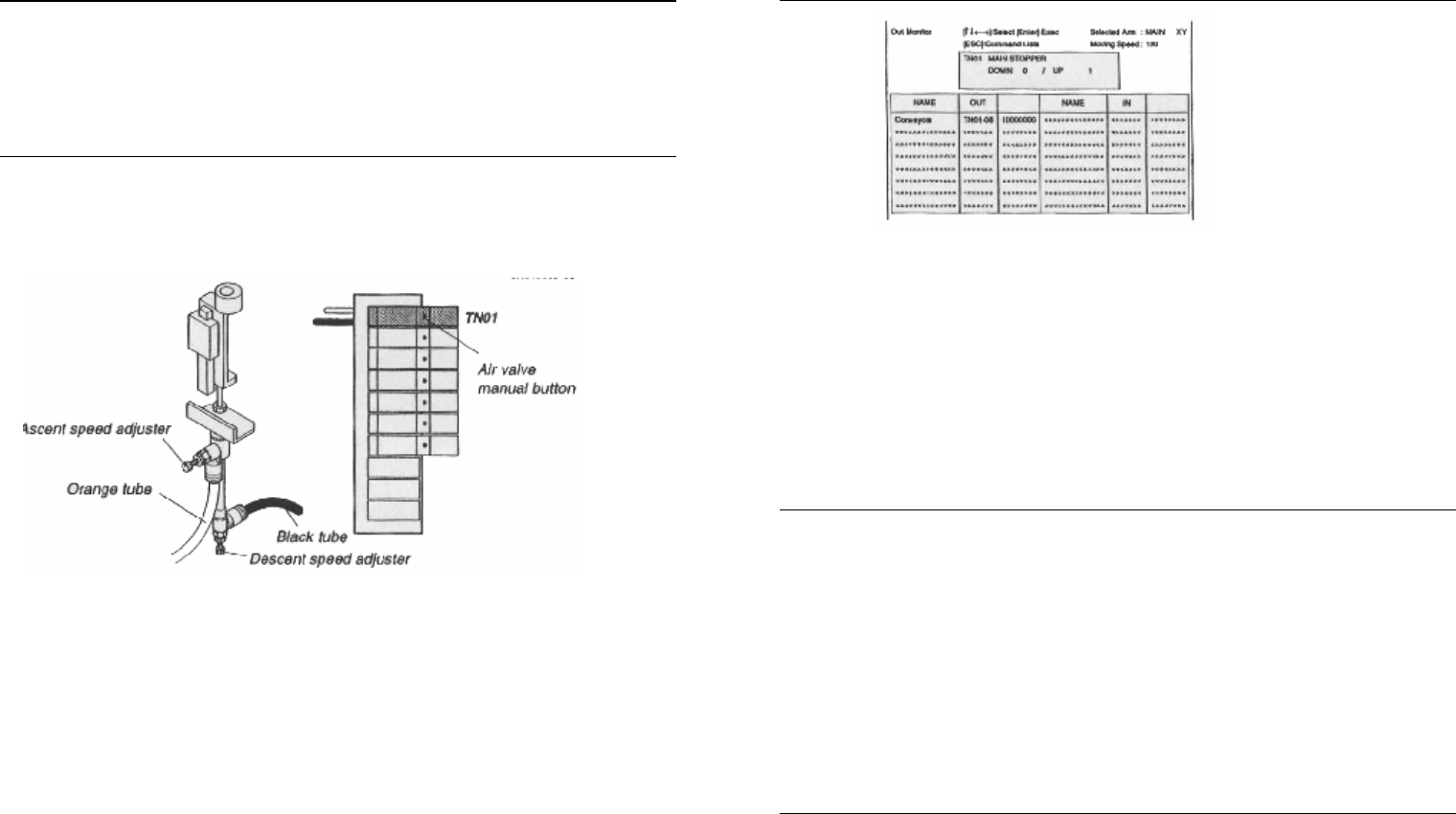
l 主挡块的机械结构与气动阀
1. 调整主挡块上升/下降速度
第一步 打开输出监示屏幕操作主挡块
1) 选择<3/4/MANUAL>-<C1 OUTPUT MONITOR>并按回车键。
2) 使用方向键移动光标“TN01”(主挡块)。
3) 按回车键上升或下降主挡块。主挡块上升时输出监示屏幕“TN01”
的数字显示“1”,下降时显示“0”。
第三章 调整
3-46
第二步 检查上升/下降速度。
此二速度均应为 1 秒左右(对于已预贴装好元件的 PCB 此速度不会造成
元件偏移)
第三步 按下急停按钮,调整上升/下降速度。
松开锁紧螺母,旋转橙色气管的速度调节阀以调节上升速度,或旋转黑
色气管的速度调节阀以调节下降速度。对于调节阀,向左旋增加速度,向右
旋降低速度。
参考
如果主挡块在第一步不能正常工作,则不以输入监示屏幕检查工作情况:
l 按急停按钮。
l 用尖的改锥或有类的类似工具按气动阀的手动按钮(标有“ TN01”)以 升
起 主 挡块。
如果此方法可工作,气动阀的电气部分可能损坏。按以下步骤检查。
电磁线圈断开,连接导线松脱,直流 24V 电压有问题。I/O 板输入错误等
等。
当按下手动按钮而不能正常工作时,则可能为气源,气路或排液阀有问
题(损坏,被外物阻塞或粘接)。检查主挡块的气源线。