YV100II维修手册.pdf - 第30页
第 三章 调整 3 - 33 第三步 确认 [ o ff s e t 5] 显 示 , 并 按 回车键。 通 常 , [ o f f s e t 5] 为 推荐 值 。 第 四 步 按回车键开 始 测 量 拾 取 真空度 将 测 量 8 到 20 秒 , 并 显示 结 果 。 第 五 步 根 据 操 作 显 示器 上的 提 示 退 出测 量 。 按 回车 键 保 存 结 果 , 或按 [ E S C] 键 忽略 。 第 六 步 保存 结…
第三章 调整
3-31
1.3. 拾取/贴装真空度
真空压力用于以真空传感器数字化检测元件拾取,从 0 至 255 级(数值
越大,真空度越高)。 拾 取 / 贴 装真空度为基准真空压力以判断元件是否被吸嘴
拾取。拾取真空度判断吸嘴是否已拾取元件,而贴装真空度判断元件是否已
被贴装。( 元 件 是否从吸嘴上分离)。
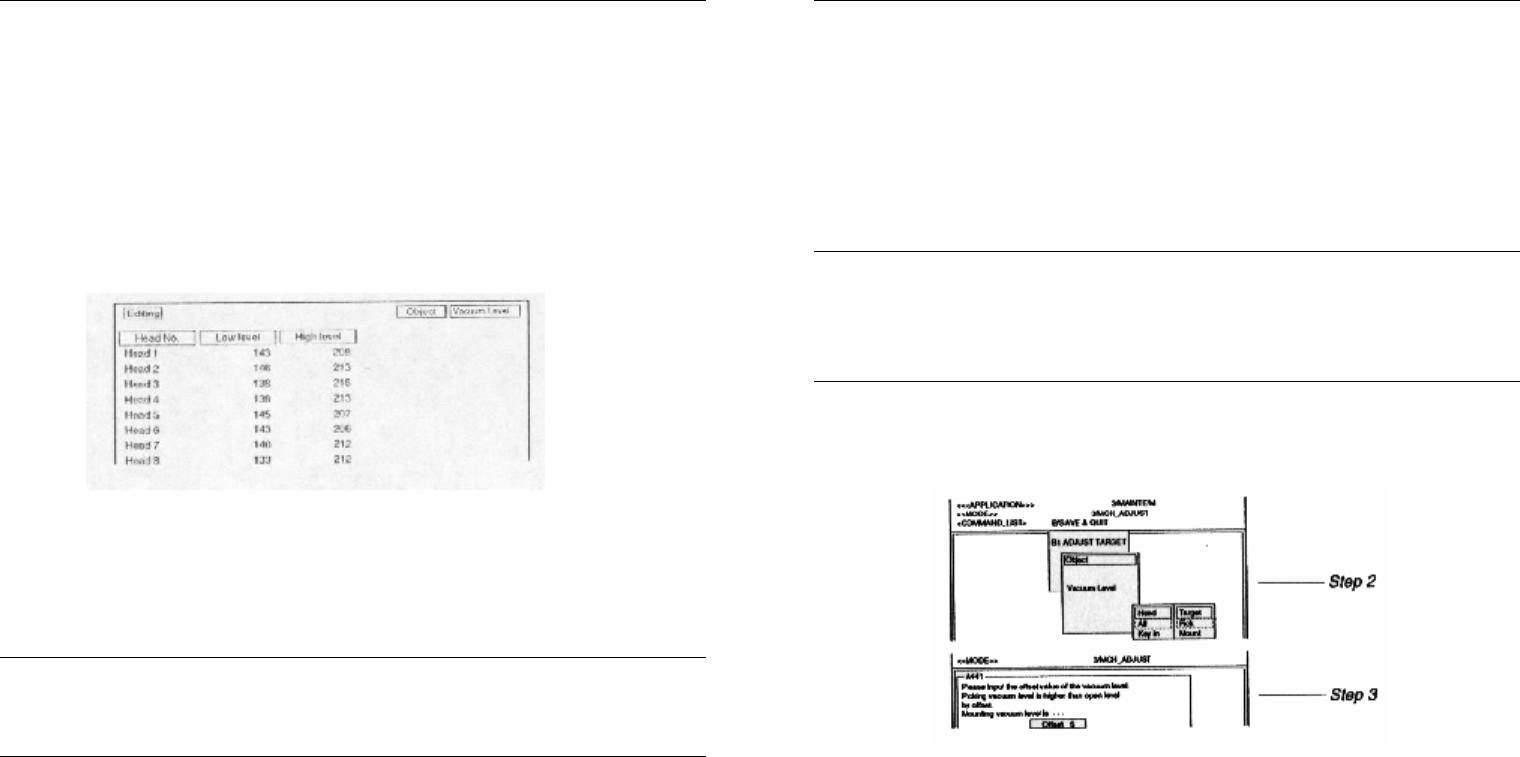
当 选 择 <3/2/MCH_DATA>-<A1 SELECT TARGET>-“Vacuum Level”并
按回车键,当前拾取/贴装真空度显示于屏幕上。
l 真空度屏幕
拾取/贴装真空度可通过使用以下解释的真空度调整工具来优化。
元件有各自的登记于元件信息或数据库中的拾取/贴装真空度。这些拾取/
贴装真空度在自动工作时加在工作头上以判断元件是否被拾取或是否被贴
装。
注意
如果仅有某一固定吸嘴常常甩料,则此吸嘴的拾取/贴装真空度需调整。
相反,如果仅有某一固定元件常常甩料,则此元件的拾取/贴装真空需调整。
第三章 调整
3-32
1.3.1. 拾取真空度
当吸嘴下降并拾取了元件时,空气不允许进入吸嘴,此时检测到的真空
压力上升。当检测到的真空度高于预设拾取真空度时,机器认为吸嘴已拾取
了元件。
拾取真空度应为各头预设,比无元件时的最低真空度略高(偏移值:5)。
第一步 在各头上连接 31 型吸嘴。
使用<3/3/A5 CHANGE NOZZLE>命令在各头上换上 31 型吸嘴。
警告:
当执行“CHANGE NOZZLE”命令时,工作头快速向换嘴站移动。确
保身体各部位处于机器可移动范围之外。当指定吸嘴已在工作头上,则头部
不移动。
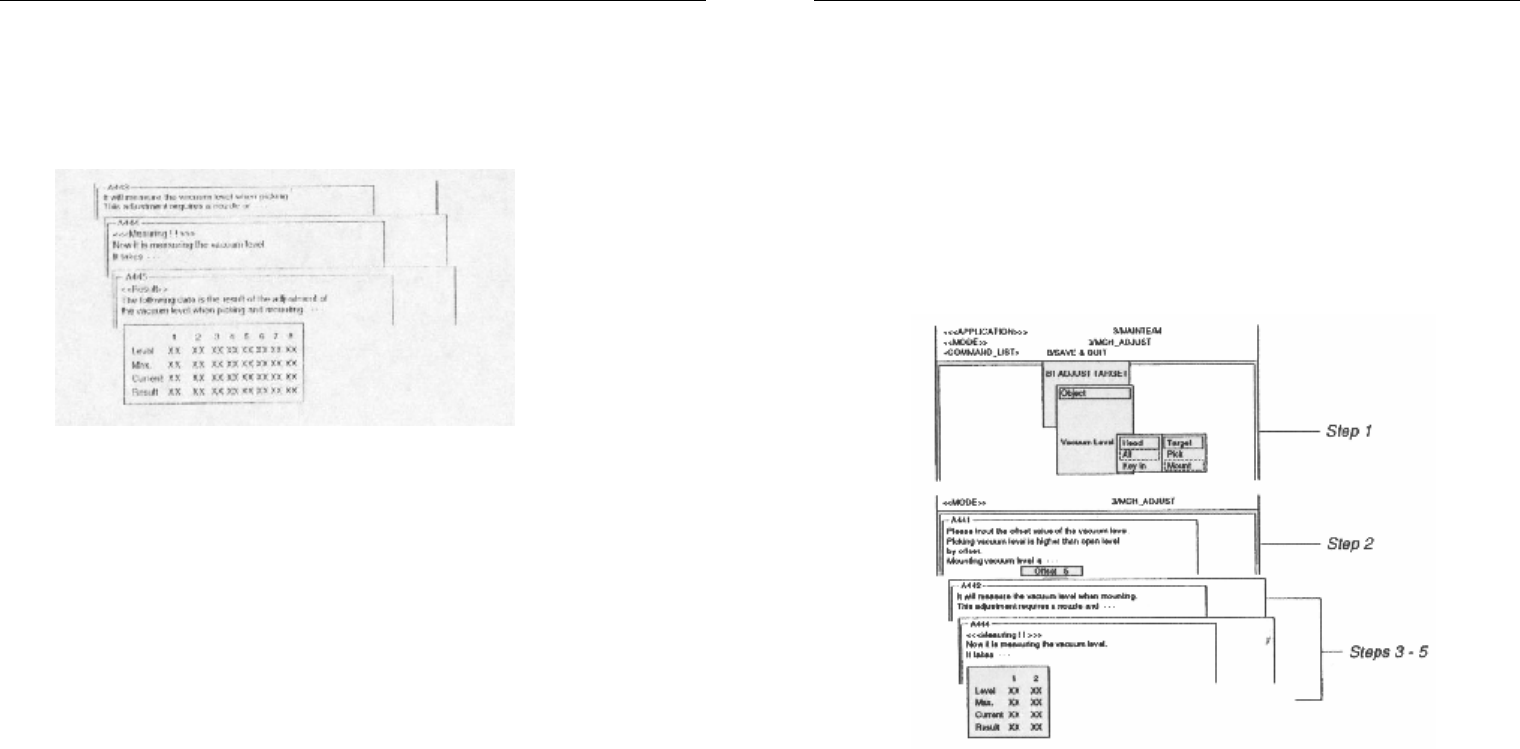
第二步 执行真空度应用
1) 选择<3/3/B1 ADJUST TARGET>-“Vacuum Level”并按回车键。
2) 选择“All”-“Pick”并按回车键。
第三章 调整
3-33
第三步 确认[offset 5]显示,并按回车键。
通常,[offset 5]为推荐值。
第四步 按回车键开始测量
拾取真空度将测量 8 到 20 秒,并显示结果。
第五步 根据操作显示器上的提示退出测量。
按回车键保存结果,或按[ESC]键忽略。
第六步 保存结果
选择<B2 SAVE DATA>或<B0 SAVE & QUIT>并按回车键。(如不保存退
出,选择<B3 RECOVER ADJUST>或<B7 QUIT>并按回车键。)
第三章 调整
3-34
1.3.2. 贴装真空度
当吸嘴下降以贴装元件时,真空压力将瞬时转化为正压,检测到的真空
度下降。当检测到的真空度低于预设贴装真空度时,机器认为元件已从吸嘴
上分离并贴装于 PCB 上。
贴装真空度应为各头预设,其值比当吸嘴开口密封时的最大真空度略低
(偏移值:5)。
第一步 执行真空度工具。
1) 选择<3/3/B1 ADJUST TARGET>-“Vacuum Level”并按回车键。
2) 选择“All”-“Mount”并按回车键。
第二步 确认[offset 5]显示,并按回车键。
通常,[offset 5]为推荐值。
第三章 调整
3-35
第三步 按急停按钮,用胶带密封吸嘴开口。
紧紧封住所有头部吸嘴开口,使空气不能泄漏。
第四步 当准备好后,取消急停。
确保安全,松开急停按钮,按 YPU 上的[READY]键。
第五步 按回车键开始测量。
贴装真空度将测量 8 到 20 秒,结果将显示。
第六步 根据操作显示器上的提示退出测量。
按回车键保存结果,或按[ESC]键忽略。
第七步 保存结果
选择<B2 SAVE DATA>或<B0 SAVE & QUIT>并按回车键。(如不保存退
出,选择<B3 RECOVER ADJUST>或<B7 QUIT>并按回车键。)
第 八 步 按下急停按钮。
确保安全,取下吸嘴封口。
第三章 调整
3-36
1.4. R 轴精度偏差
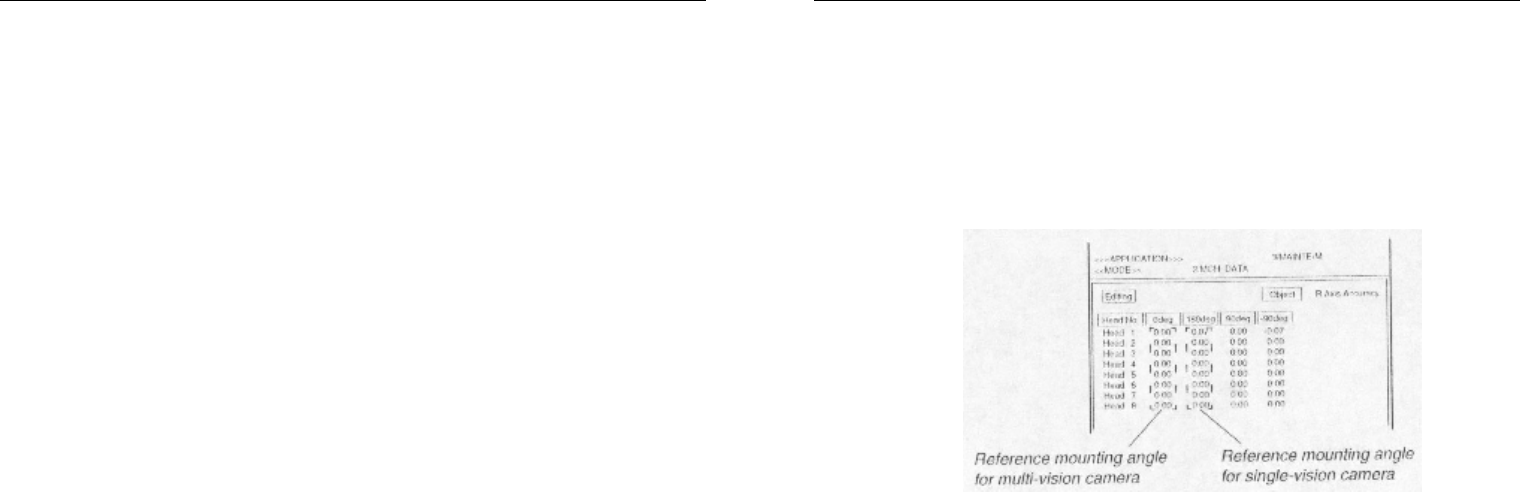
此参数为旋转各吸嘴轴以贴装元件时的 R 轴的角度偏差。当选择<3/2/A1
SELECT TARGET>-“R Axis Accuracy”并按回车键,当前 R 轴精度偏差设置显
示在屏幕上。在此可输入贴装角度 0,180,90 度的偏差设置。
l R 轴精度偏差屏幕
为设定此偏差设置,使用系统维护管理器中的 R 轴精度命令。通过以四
个角度(0,180,90 及-90)旋转识别工作头上拾取的元件,机器可自动估计这
些偏差设置。
当机器装有可选单光学镜头时:
当单光学镜头指定基准贴装角度为 90 度时,0,180 与-90 度贴装可能有
轻微偏差。此偏差可由机器调整模式中的 R 轴精度命令校正。在此命令中单
光学镜头以各种角度识别 QFP 元件以获得相关于 90 度的识别结果的偏差。因
为 90 度识别参数为基准值,故此值始终设置为 0.00 度。