YV100II维修手册.pdf - 第86页
错误与对策 4-5 1.2. 贴装错误 1.2.1. 片状元件 症状 可能原因 对策 在使用 PCB 基准标记识 别后所有贴 片点元件偏 移 基准标记点坐标错误或移动镜 头坐标错误, 或 PCB 没有正确定 位 检查基准标记坐标,标记数据参数 与拼块重复点坐标。 同时检查 PCB 定位情况。如果正确,执行移动镜 头刻度校正与贴装反馈。 机器数据输入错误, 元件无法接 触 PCB 表面或 压力过大。 也可能 为元件在刚刚贴装后立刻被吸 嘴…
错误与对策
4-3
1. 典型错误与对策
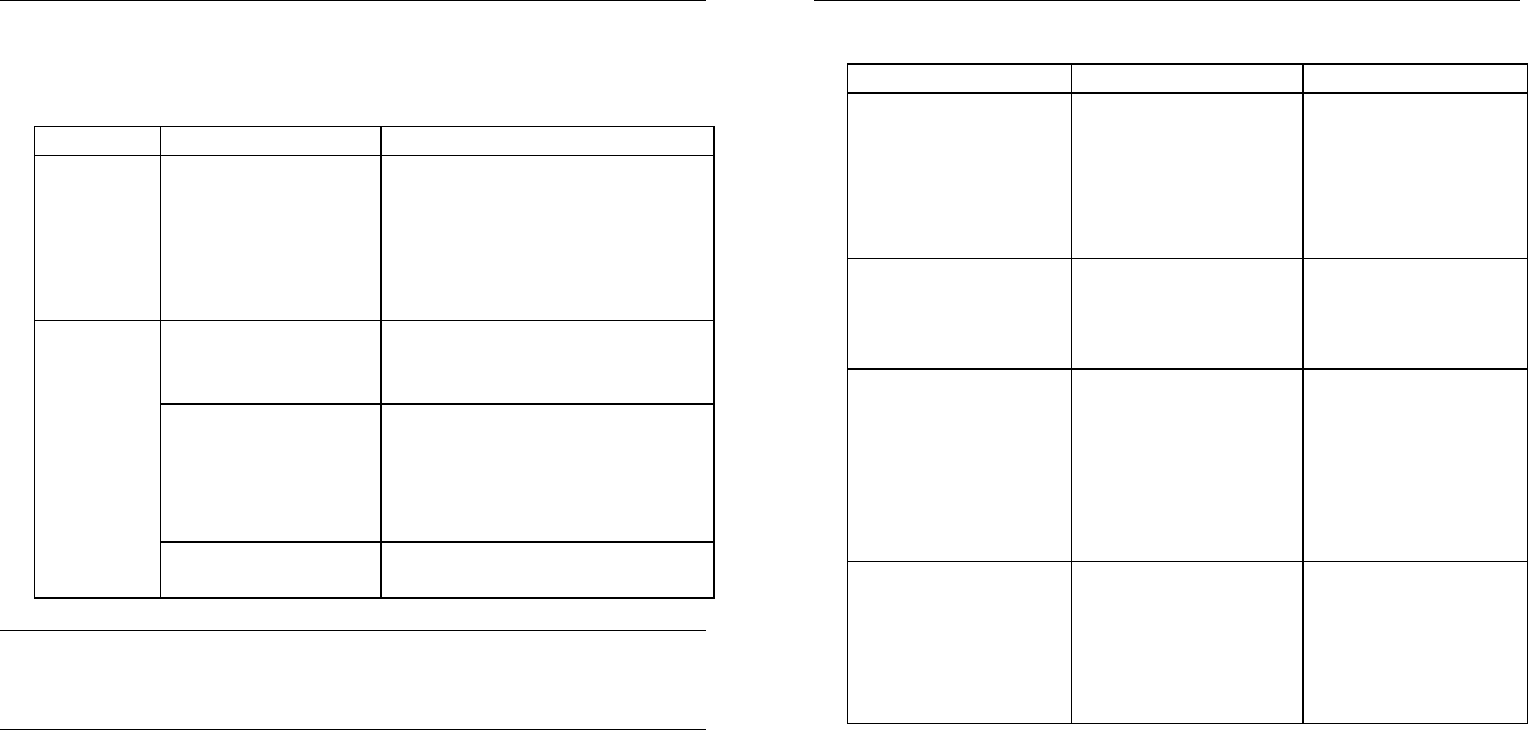
1.1. 拾取错误
1.1.1. 片状元件
症状 可能原因 对策
所有供料
器上的拾
取错误
吸嘴没有接触元件,
或拾取位置不对
为停止吸嘴于低端,在吸嘴拾取元
件的瞬间按空格键。如果吸嘴没有
接触元件,校正软限位设置屏幕中
的“Z 轴初始移动位置”。当拾取
位置移动时,执行供料器位置示
教。
供料器安装不好,或
编带有问题
取下供料器检查编带进给情况,如
果不顺畅,更换供料器。同时检查
有否脱落的元件卡在供料器中。
吸嘴尖没有接触元件
在吸嘴拾取元件的瞬间在按空格
键使吸嘴停在低端,检查吸嘴尖是
否接触元件。当吸嘴没有接触元件
时,增加拾取高度;当吸嘴位置偏
移时,作元件拾取位置示教
特定元件
的拾取错
误
拾取真空度基准值不
正确
增加拾取真空度基准值。
参考
初始移动 Z:第三章 6.4.3 Z 轴初始移动
供料器平台位置示教:第三章 4.1.2 供料器平台位置示教
错误与对策
4-4
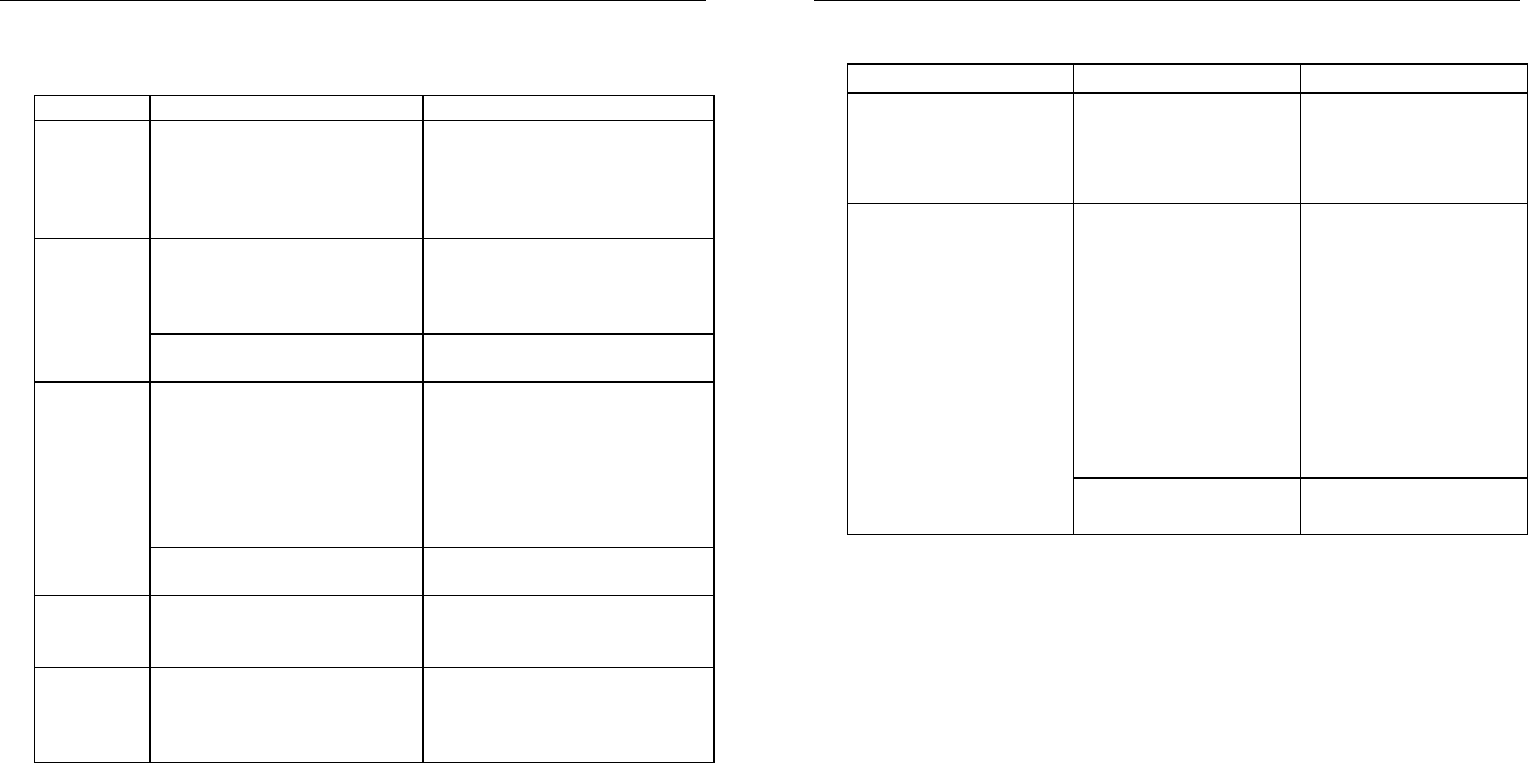
1.1.2. QFP 元件
症状 可能原因 对策
贴片头拾取元件,但显
示“拾取错误”信息
因 QFP 表面不平而引
起的漏气,或元件信息
中真空检测设为“特殊
检测”及真空压力达不
到拾取真空度设定值,
将发生拾取错误
减小元件信息中的拾
取真空压力
贴片头从托盘原点移
动较远,及较频繁发生
拾取错误
元件信息中托盘的
“ X-CompoPitch ”或
“Y-CompoPitch”不正
确
输入正确元件间距
托盘供料器吸嘴没有
接触元件
元件信息错误或托盘供
料器的机器参数不正确
检查元件“托盘高度”
或“外形尺寸 Z”数据。
如此值合适,则增加机
器参数编辑模式中托
盘供料器的“Z 轴等待
位置”数据以接触元
件。
贴片机工作头没有接
触托盘供料器运送站
上的元件
元件信息中的元件高度
或机器参数错误
检查元件高度数据。如
果此数据合适,则增加
托盘供料器编辑屏幕
的运送站 1,2 的“Z”
值,使贴片头可以接触
QFP
错误与对策
4-5
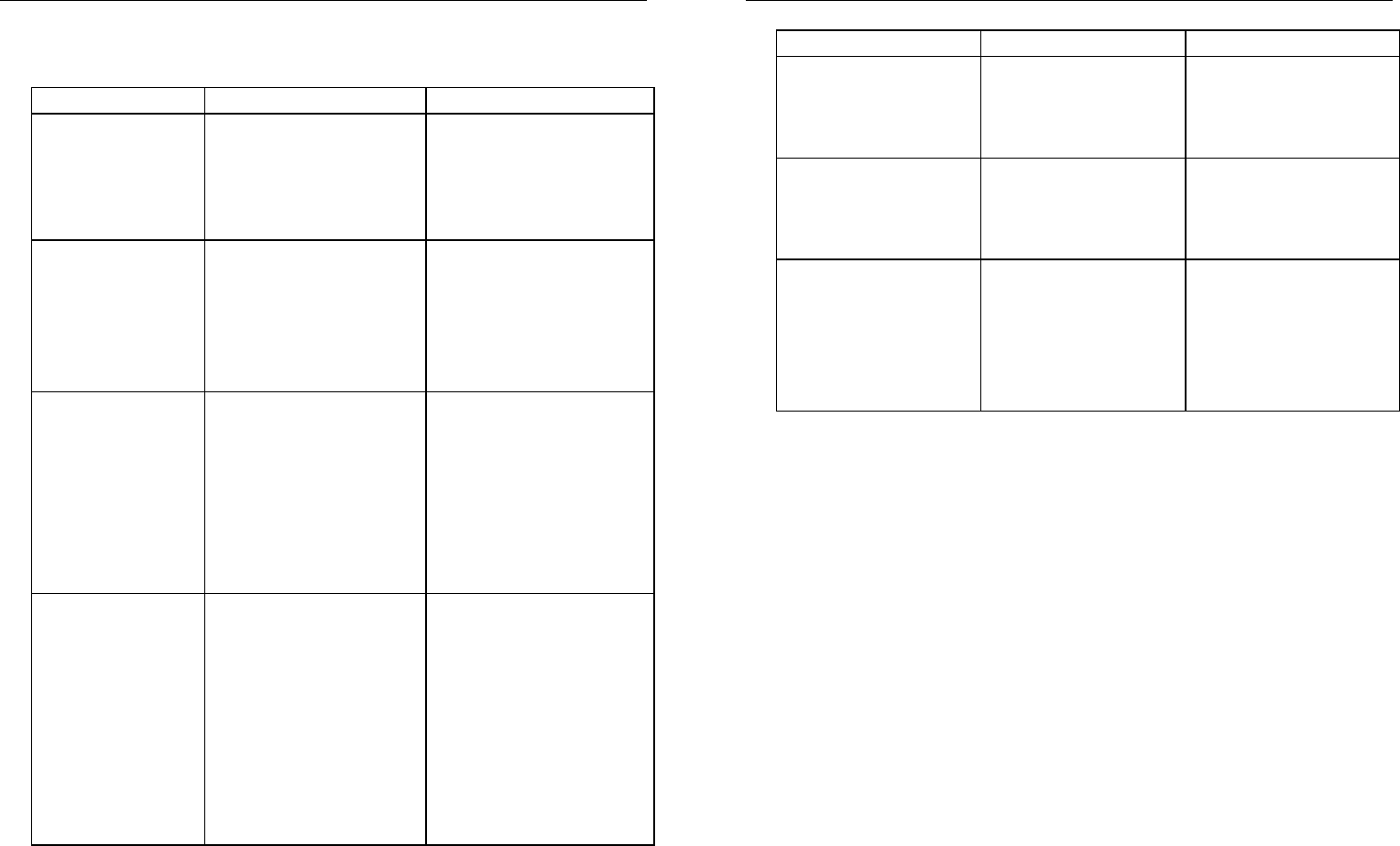
1.2. 贴装错误
1.2.1. 片状元件
症状 可能原因 对策
在使用 PCB
基准标记识
别后所有贴
片点元件偏
移
基准标记点坐标错误或移动镜
头坐标错误,或 PCB 没有正确定
位
检查基准标记坐标,标记数据参数
与拼块重复点坐标。同时检查 PCB
定位情况。如果正确,执行移动镜
头刻度校正与贴装反馈。
机器数据输入错误,元件无法接
触 PCB 表面或压力过大。也可能
为元件在刚刚贴装后立刻被吸
嘴吹气所影响。
降低贴装速度检查元件贴装的位
置。如果有问题,调整软限位参数
中的“Z 轴初始移动”。
贴装状态不
稳定
PCB 固定不好
调整支撑销高度与位置使 PCB 不
翘曲。
片状元件在贴装过程中没有正
确识别,或没有接触 PCB 表面
降低贴装速度检查元件贴装的的
瞬间,如果有问题,确认元件信息
中的“Body Size Z”或“Mnt Height”
参数。必要的话加以修改。同时检
查元件信息的“SHAPE”数据,并
执行辅助调整中的参数寻找以优
化激光高度。
特定的元件
位置偏移
PCB 固定不好
调整支撑销高度与位置使 PCB 不
翘曲。
片状元件贴
装错误频繁
发生
贴装信息或元件信息不正确,例
如贴装数据不完全或设为
“SKIP”。
检查贴装数据是否正确。同时检查
元件信息中“Body Size Z”及“Mnt
Height”。必要的话加以修改。
SOP 与晶体
管贴装结果
不稳定
元件以引脚识别而不是以封装
外形识别。作为有引脚的 SOP 与
晶体管,如果识别引脚而不是封
装外形,将发生贴装错误
轻微移动激光高度值使元件以封
装外形识别
错误与对策
4-6
1.2.2. QFP 元件
症状 可能原因 对策
贴装元件总是向同一
方向偏移
与贴装有关的机器数
据,移动镜头标度,或
复合镜头(固定镜头)
标度不正确
检查贴装数据。如果没
有问题,则通过贴装反
馈功能校正移动镜头,
或单光学镜头标度
元件没有接触 PCB 表
面,或压力过大,当贴
装速度过快或吸嘴安
装不好时也将造成错
误。
如果在贴装瞬间没有
问题,检查元件信息中
“元件高度“或贴装高
度”是否正确,必要的
话加以修改。检查 PCB
固定状况。降低贴装速
度可能获得较好的贴
装效果。检查吸嘴片状
弹簧是否正确夹紧吸
嘴。
贴装状态不稳定
PCB 固定不好
调整支撑销高度与位
置使 PCB 不翘曲。
错误与对策
4-7
1.3. 识别错误
1.3.1. 片状元件
症状 可能原因 对策
识别错误对于几
乎所有元件发生
激光窗口,有灰尘或杂
物。或者锡膏及胶水粘
附于吸嘴尖上。或视觉
参数中的“激光位置 Z”
数据不正确
清洁激光窗口与吸嘴尖。
然后,使用激光系统中的
“激光高度”命令调整
“工作头偏移”。
特定元件频繁发
生识别错误
元件信息中的形状数据
或“激光位置 Z”数据不
正确,或吸嘴拾取于元
件边缘。
检查元件信息的 SHAPE
数据并使用辅助调整。如
果拾取位置偏离中心,吸
嘴尖吸于元件边缘,检查
供料器工作及在供料器
平台上的安装位置。
特定工作头频繁
发生识别错误
吸嘴缓冲部分不能平滑
移动,或“激光位置 Z”
数据不正确。
在手动模式中使两个工
作头均产生真空,向下移
动工作头检查吸嘴是否
移动平滑。如果没有问
题,在机器调整模式中的
激光系统应用中使用激
光高度命令调整“工作头
偏移 Z”。
某特定元件无法
识别
元件信息中的SHAPE数
据不正确,或元件没有
正确供给。
如果在形状数据中输入
了不正确的数值,则元件
不能正确识别。同样,如
果元件以错误方向供给,
也会造成识别错误。对于
水平方向为长边的元件,
则在数据库中指定为 0
°,对于垂直方向为长边
的元件,则指定为“90
°”。
错误与对策
4-8
1.3.2. QFP 元件
症状 可能原因 对策
频繁发生识别错误 元件信息中输入了不
正确的数据
检查元件信息数据。执
行辅助调整中的
“PARAM.SEARCH”命
令
频繁发生识别错误(视
觉显示器不显示 QFP)
如果元件偏离拾取中
心,则可能偏离出视觉
显示器屏幕,造成识别
错误
检查元件信息中的
“Feeder Pos_X/Y”与
“X/Y CompPitch”值。
并作校正
元件不能识别 元件供给方向是否正
确
元件供给数据创建于数
据库中,侧面供给为标
准。当元件以垂直方向
供给,在元件信息中的
“Pick Angle”中输入
“90°”或“-90°”