YV100II维修手册.pdf - 第20页
第 三章 调整 3 - 13 第三步 检查低位传感器 的 输入状 态。 1 ) 按 [ T A B] 键 由 输出 监 示模式 切 换至输 入监 示 模 式。 光标移动 至相 应 的 工作 头号“ NG 0 1 -8 ” 。 2 ) 检查工作 头 低位传感 器的 输 入 状态是否 匹 配工作 头 的上 升 / 下 降 动 作。 输 入监 示模式 在 工作 头 下 降 时 显示 “ 0 ” , 在 上 升 时 显示 “ 1 ” 。检查各 …
第三章 调整
3-11
l 真空发生器的检查项目
检查项目 描述
吸嘴头低位检测 检查各头下降是否平滑
真空发生器 检查真空发生器是否提供足够真空度
真空传感器功能 检查真空传感器显示真空度级别是否
正确。
l 工作头部分的机器数据设置
检查项目 描述
位置(机器坐标) 此坐标包括相对于机器原点的定位销
及甩料位置坐标。
拾取/贴装真空度 基准真空度值用于判定各头是否拾取
及贴装元件
R-轴精度偏差 各吸嘴轴旋转时的角度偏差
吸嘴校正 用于校正 180°时的吸嘴轴偏差。
工作头偏差 2-8 头相对于 1 头的位置坐标
工作头下降偏差 工作头上升位置与下降位置的偏差。
第三章 调整
3-12
1.1. 检查工作头
检查工作头气动工作部件与真空发生器,按以下步骤继续。
1.1.1. 检查工作头上升/下降移动与低位检测
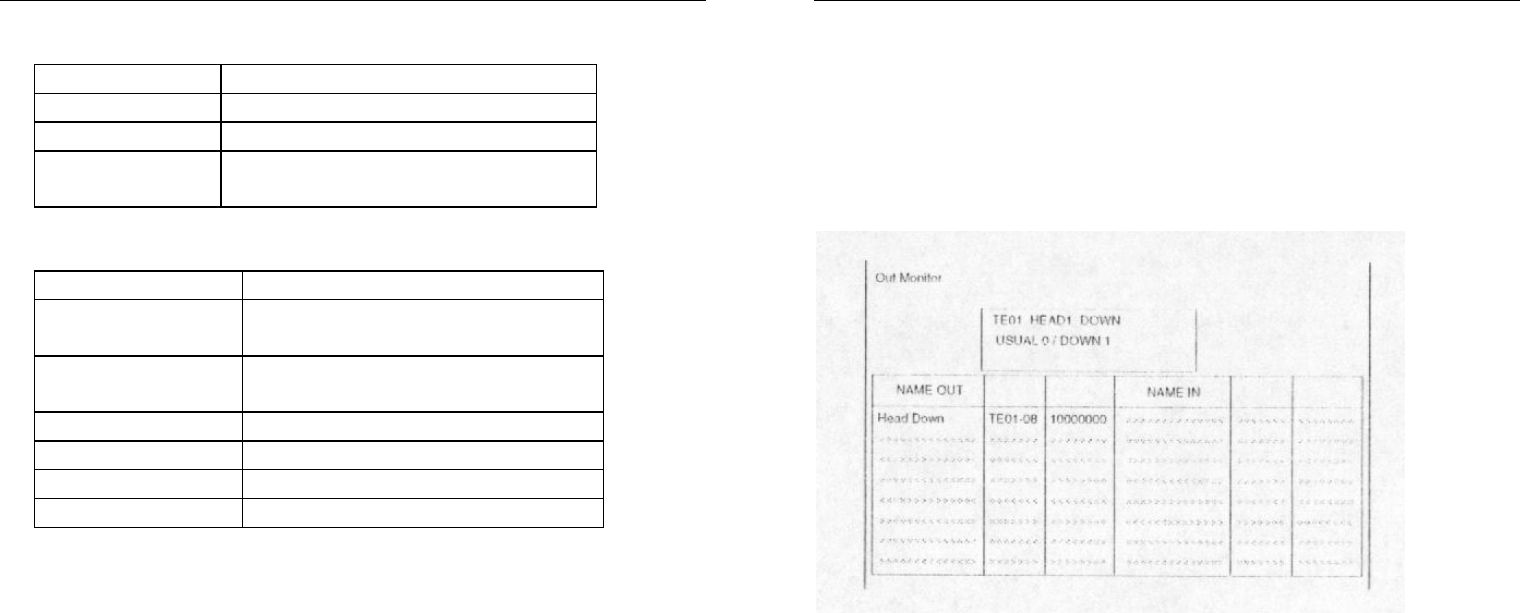
第一步 打开输出监示模式并选定目标工作头。
1) 选择<3/4/C1 OUTPUT MONITOR>并按回车键。
2) 使用方向键移动光标至“TE01-08”(工作头下降)
第二步 按回车键检查选定工作头的上升/下降。
输出信号当工作头下降时显示“1”,上升时显示“0”。
第三章 调整
3-13
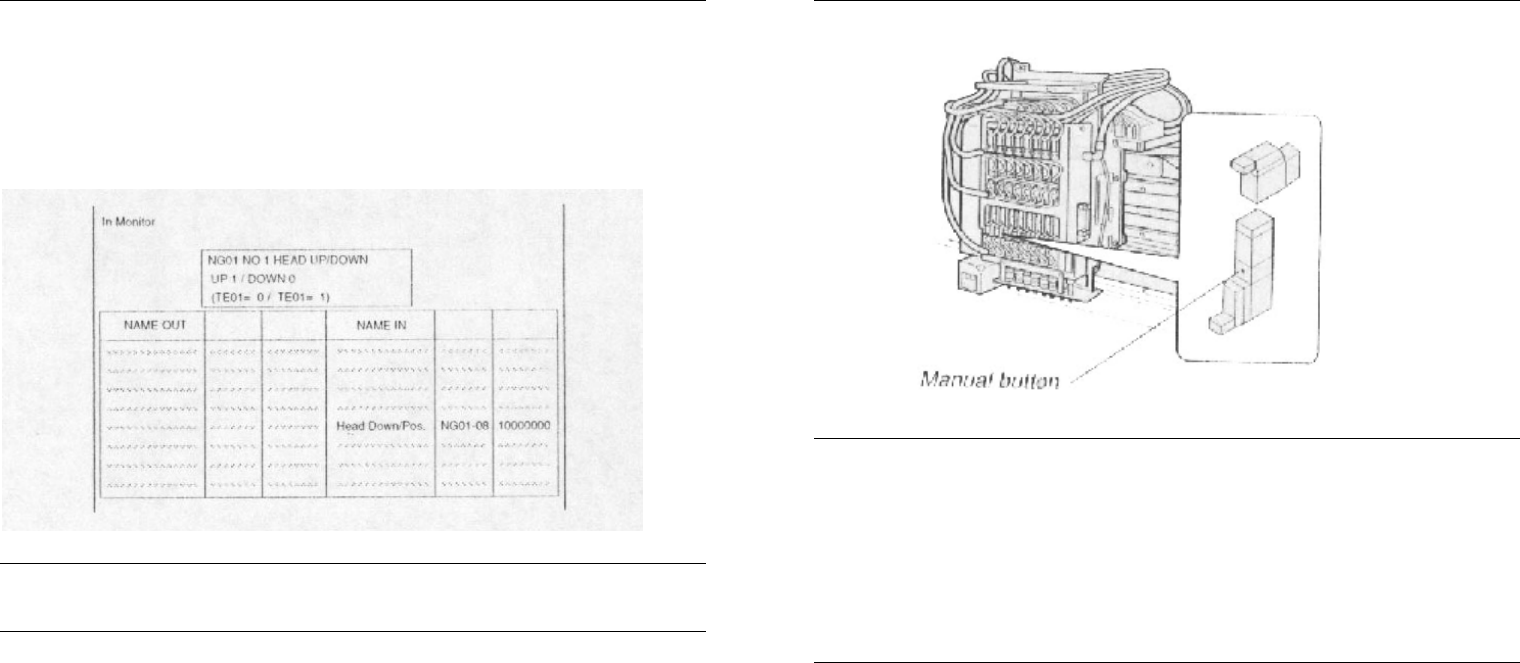
第三步 检查低位传感器的输入状态。
1) 按[TAB]键由输出监示模式切换至输入监示模式。
光标移动至相应的工作头号“NG01-8”。
2) 检查工作头低位传感器的输入状态是否匹配工作头的上升/下降动作。
输入监示模式在工作头下降时显示“0”,在上升时显示“1”。检查各头
传感器的输入状态。
参考
工作头低位检测传感器为常闭类型以保护工作头避免可能的损坏。
第三章 调整
3-14
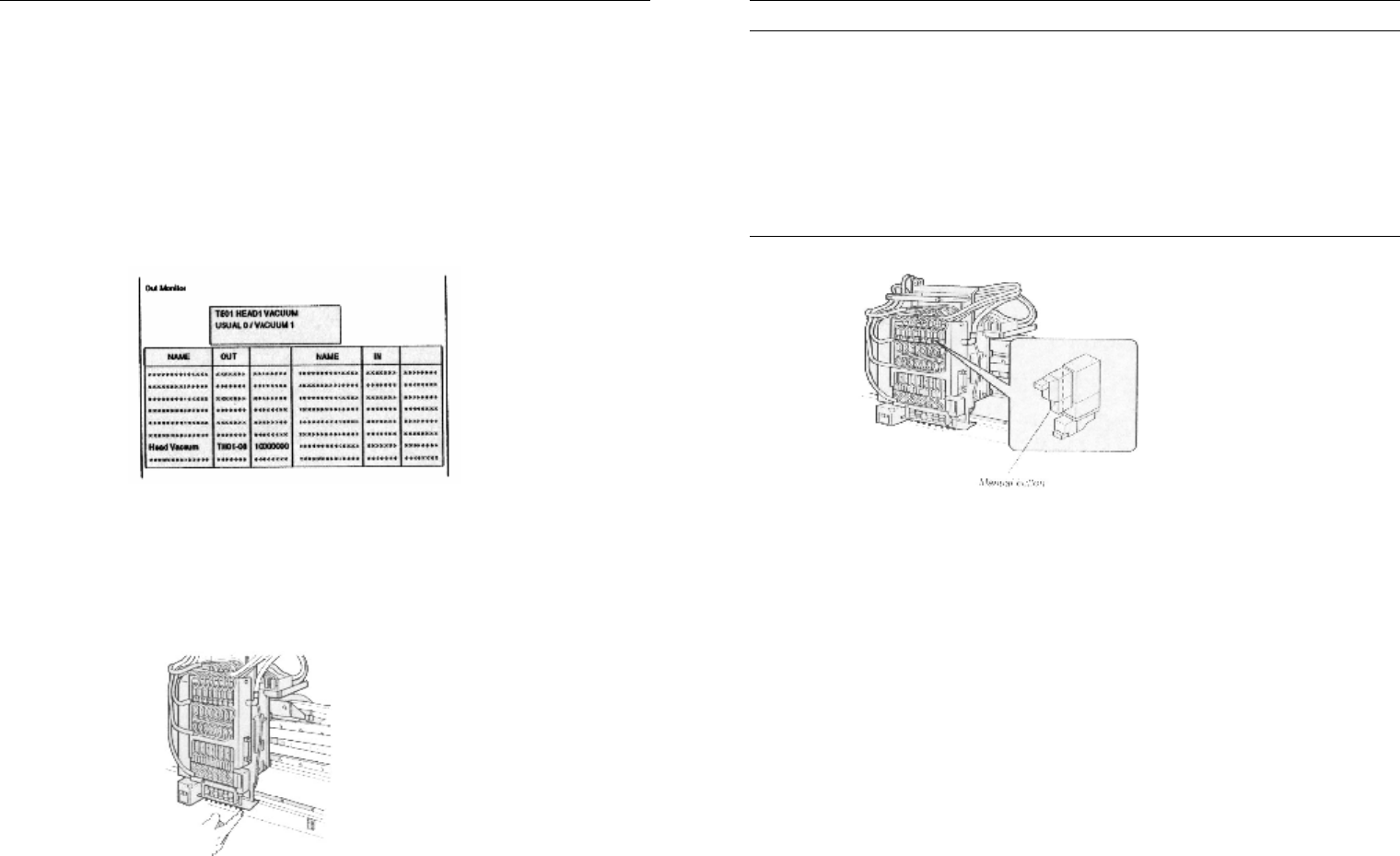
l 工作头下降气阀
参考
如果真空产生工作不正常,不使用输出监示屏幕检查操作:
l 按急停键
l 用尖的改锥或有尖的相似工具按气阀上的手动键以产生真空
如果此方式可行,说明气阀的电气部分可能损坏。检查以下位置。如连
接器断开,电磁线圈断裂,联接器无动力,DC24V 供给错误,I/O 板输出错
误,气源供给错误,气管或吸管阀门损坏。检查真空发生器供气管。
第三章 调整
3-15
1.1.2. 检查真空发生器
以下过程解释了如何检查真空发生器。及通过测量真空发生器的真空度
决定是否需要维护。在检查真空发生器前,确保气源设为理想值并准备一块
带气管的真空表。
第一步 按下急停按钮。
第二步 打开输出监示屏幕并选择目标头。
1) 选择<3/4/C1 OUTPUT MONITOR>并按回车键。
2) 使用方向键移动光标至“H01”(1 头真空)或“H02”(2 头真空)
第三步 按回车键使选定的头产生真空。
当真空发生器打开时,输入监示屏幕数字变为“1”。
第四步 检查真空产生情况
把手放在吸嘴尖开口处感觉吸力,检查拾取真空产生情况。
l 检查真空发生器
第三章 调整
3-16
参考
如果真空产生工作不正常,不使用输出监示屏幕检查操作:
l 按急停键
l 用尖的改锥或有尖的相似工具按气阀上的手动键以产生真空
如果此方式可行,说明气阀的电气部分可能损坏。检查以下位置。如连
接器断开,电磁线圈断裂,联接器无动力,DC24V 供给错误,I/O 板输出错
误,气源供给错误,气管或吸管阀门损坏。检查真空发生器供气管。
l 真空发生器手动按钮