YV100II维修手册.pdf - 第69页
第 三章 调整 3 - 11 1 6.1.3. 调整 X 轴机器 原 点 X 轴 以 平 行于 P CB 传 送 方向 移动 工作 头 。 由 20.00 m m/ 转 的 丝杠驱 动 。 当 X 轴 滑 动 平台 底 部的 传感 器检 测到 X 轴 臂 上 左 方 的 原 点挡块 时 输出 原点 信 号 。 欲 调整 X 轴 机器 原点 ,按 以下 步骤 操 作。 第一步 按下 急停 按 钮 。 第二步 调整机器 原 点 。 松 开 …
第三章 调整
3-109
6.1.1. 调整 W 轴机器原点
对于安装了自动调宽的机器来说,使用以下步骤以调节机器原点。( 手动
调宽的机器无需调整)W 轴由 5.00mm/转的马达控制。传送带宽度由移动后
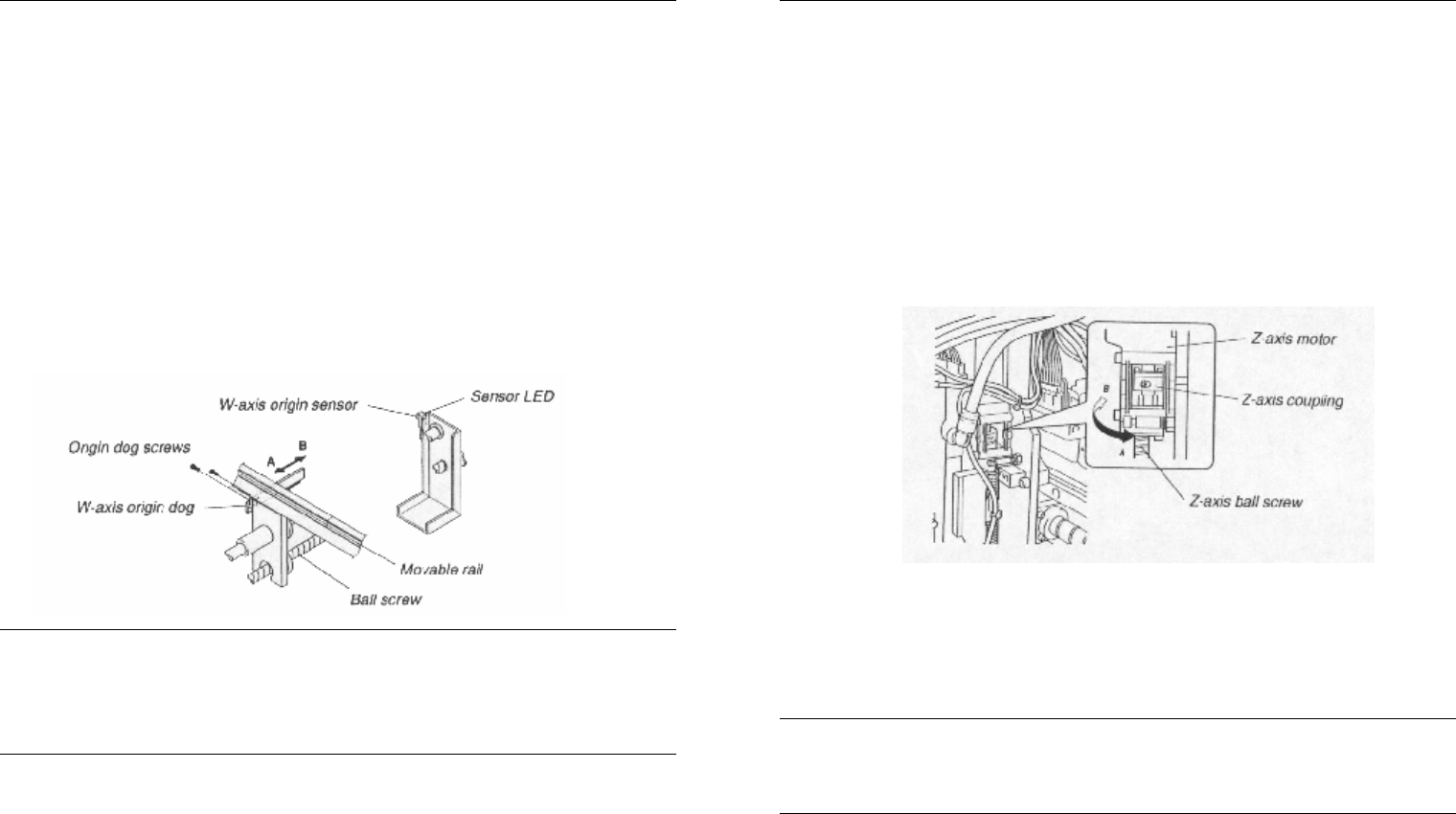
导轨完成。( 前 导 轨 固 定)。 当 左 边 W 轴 丝杠末端处传感器感应到移动导轨上
的原点挡块时则输出原点信号。欲调整 W 轴机器原点,按以下步骤。
第一步 按下急停按钮。
第二步 调整机器原点。
松开 W 轴原点挡块固定螺钉,并轻微滑动,欲增加机器原点值:将挡块
向增加宽度方向滑动(A)。 欲 降低机器原点值:将挡块向减小宽度方向滑动
(B)。
l 调整 W 轴机器原点
注意
移动原点挡块 1mm 约为改变原点值 20%。
不要移动原点挡块超过 2.5mm,如果移动过多,另一周期的“0”脉冲将
被接收,导致原点偏移。
第三步 锁紧螺钉以固定 W 轴原点挡块。
第三章 调整
3-110
6.1.2. 调整 Z 轴机器原点
Z 轴通过使用丝杠螺母垂直移动吸嘴轴。旋转螺距为 5.00mm。当回原点
执行时,Z 轴以缓慢速度向上移动,当检测到所产生的马达高电流情况
为原点信号。此时马达轻微反转,将获得的编码器输入“0”的位置作为
原点。( 无 传感器与原点挡块)。 欲 调整 Z 轴机器原点,按以下步骤。
第一步 按下急停按钮。
第二步 松开固定Z轴电机端轴承的联轴器。
当从右方观察工作头时,可看到联接 Z 轴电机与丝杠的联轴器。用手上
下移动工作头使联轴器固定螺栓方向面对你。然后用六角扳手松开螺栓。。
l Z 轴 电 机与丝杠
第三步 调整机器原点。
旋转丝杠以调整机器原点。
欲增加原点值:以 A 方向旋转。( Z 轴 向 下 移动)
欲降低原点值:以 B 方向旋转。( Z 轴 向 上 移动)
注意
Z轴移动 1mm 相当于机器原点的 25%。确保移动不要超过 2mm。如 果 移
动 过多,另一周期的“0”脉冲将被接收,导致原点偏移。
第六步 锁紧螺栓以固定联轴器。
确保机器原点处于误差范围之内。
第三章 调整
3-111
6.1.3. 调整 X 轴机器原点
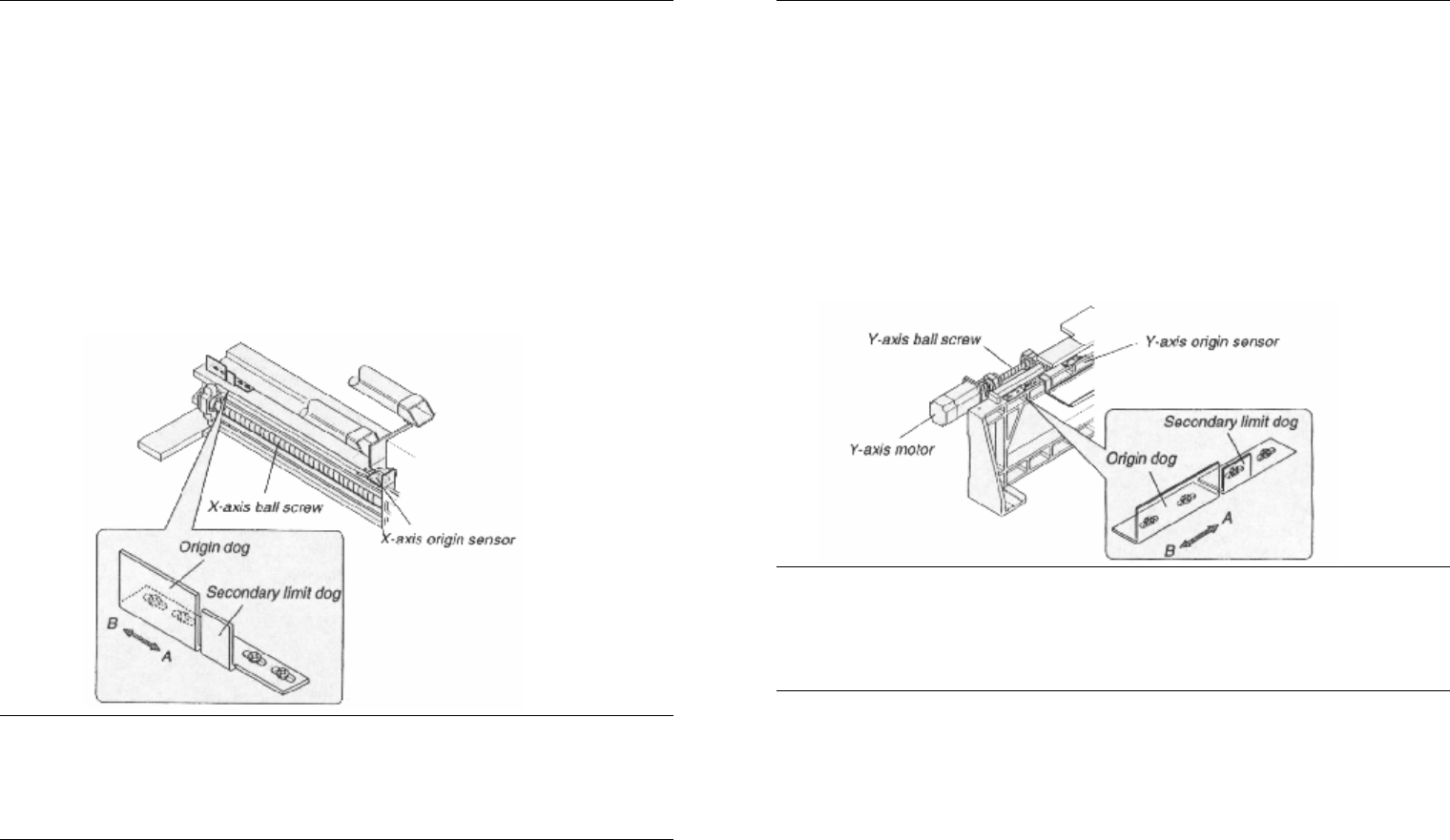
X轴以平行于 PCB 传送方向移动工作头。由 20.00mm/转的丝杠驱动。当
X轴滑动平台底部的传感器检测到 X轴臂上左方的原点挡块时输出原点信号。
欲调整 X 轴机器原点,按以下步骤操作。
第一步 按下急停按钮。
第二步 调整机器原点。
松开固定 X 轴原点挡块的螺钉并轻微滑动。
欲增加机器原点值:挡块向右滑(A)。
欲 降低机器原点值:挡块向左滑(B)。
l 调整 X 轴机器原点
注意
原点挡块 2mm 移动相当于机器原点值的 10%改变。
不要滑动挡块超过 10mm。如果移动过多,另一周期的“0”脉冲将被接
收,导致原点偏移。
第三步 锁紧螺钉以固定原点挡块。
确保机器原点值处于误差范围之内。
第三章 调整
3-112
6.1.4. 调整 Y 轴机器原点
Y轴以垂直于PCB 传送方向移动工作头。由 20.00mm/转的丝杠驱动。当
Y 轴滑动平台底部的传感器检测到前方 Y 轴臂上右方的原点挡块时输出原点
信号。欲调整 Y 轴机器原点,按以下步骤操作。
第一步 按下急停按钮。
第二步 调整机器原点。
松开固定 Y 轴原点挡块的螺钉并轻微滑动。
欲增加机器原点值:挡块向后滑(A)。
欲 降低机器原点值:挡块向前滑(B)。
l 调整 Y 轴机器原点
注意
原点挡块 2mm 移动相当于机器原点值的 10%改变。
不要滑动挡块超过 10mm。如果移动过多,另一周期的“0”脉冲将被接
收,导致原点偏移。
第三步 锁紧螺钉以固定原点挡块。
确保机器原点值处于误差范围之内。
第三章 调整
3-113
6.1.5. 调整 R 轴机器原点
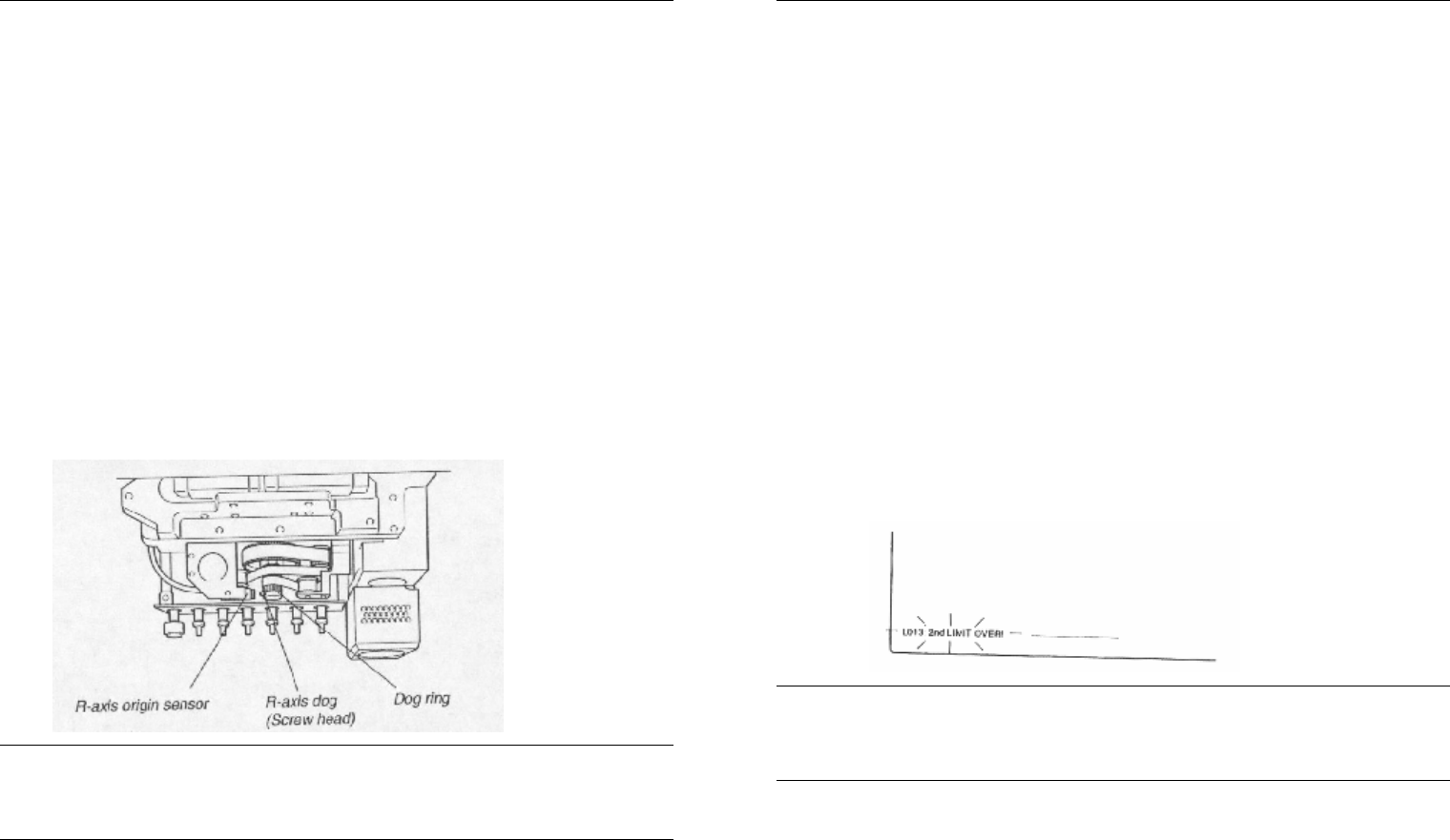
R轴以皮带驱动执行各吸嘴的旋转。1 号头为 R1 轴,2 号头为 R2 轴。原
点传感器安装于各头的下部。原点挡块为锁紧于吸嘴轴挡环上面的螺钉头部。
当原点传感器检测到原点挡块时输出原点信号。欲调整 R 轴机器原点,按以
下步骤操作。
第一步 按下急停按钮。
第二步 松开挡环的固定螺钉。
向工作头下方看,在吸嘴轴上各有一个挡环。使用内六方扳手松开挡环。
(不要取下)。
第三步 调整机器原点。
轻微旋转挡环。
欲增加机器原点值:逆时针旋转挡环(从上方看)。
欲 降低机器原点值:逆时针旋转挡环(从上方看)。
l 调整 R 轴机器原点
注意
确保轻微旋转挡环。如果移动过多,另一周期的“0”脉冲将被接收,导
致原点偏移。
第四步 锁紧螺钉以固定原点挡块。
确保机器原点值处于误差范围之内。
第三章 调整
3-114
6.2. 第二限位
当工作头移动至超出软限位而处于第二限位之内时,伺服电机立刻停止
以避免与机械挡块碰撞。
XY 轴的第二限位区域可由轻微移动位置移动范围两端的第二限挡块以
调整位置。
6.2.1. 调整 X 轴第二限位挡块
通常 X 轴第二限位设定于机械挡块(硬限位)内侧 1.00mm。
第一步 选择轴
预先选择,轴的坐标显示于下步中。欲选择移动轴,选 择 <3/4/A1 SELECT
AXES>-“MAIN XY”并回车键。( 也 可使用 YPU 上的[SEL AXIS]键)
第二步 按下急停按钮。
第三步 以手移动工作头至 X 轴两端以检查坐标。
移动工作头至接触机械挡块。记录显示于操作显示器上的 X 轴坐标(硬
限位)。( 底 部 报 警 信息由“EMERGENCY STOP”变为“ 2nd LIMIT OVER”)。
l “ 第二限位超出”显示屏幕
参考
第二限位传感器 LED 在没有检测到挡块时发亮。当检测到挡块时 LED
熄灭。