YV100II维修手册.pdf - 第24页
第 三章 调整 3 - 21 1.2.3. 定位 销 这 是 当 P CB 定 位 于贴 装位 置 时的 基准点 。 当 设置定 位 销位 置时 , 使 用示 教至 固 定定 位销 的中 心 。 第一步 升 起 定位 销 1) 选 择 < 3 / 4 / C 1 O U T P U T M ON I T O R> 并 按 回车 键。 2) 使用 方向 键 移动光 标至 “ T N 03 ” (定 位销 ) 并 按 回车 键 …
第三章 调整
3-19
1.2. 位置(机器坐标)
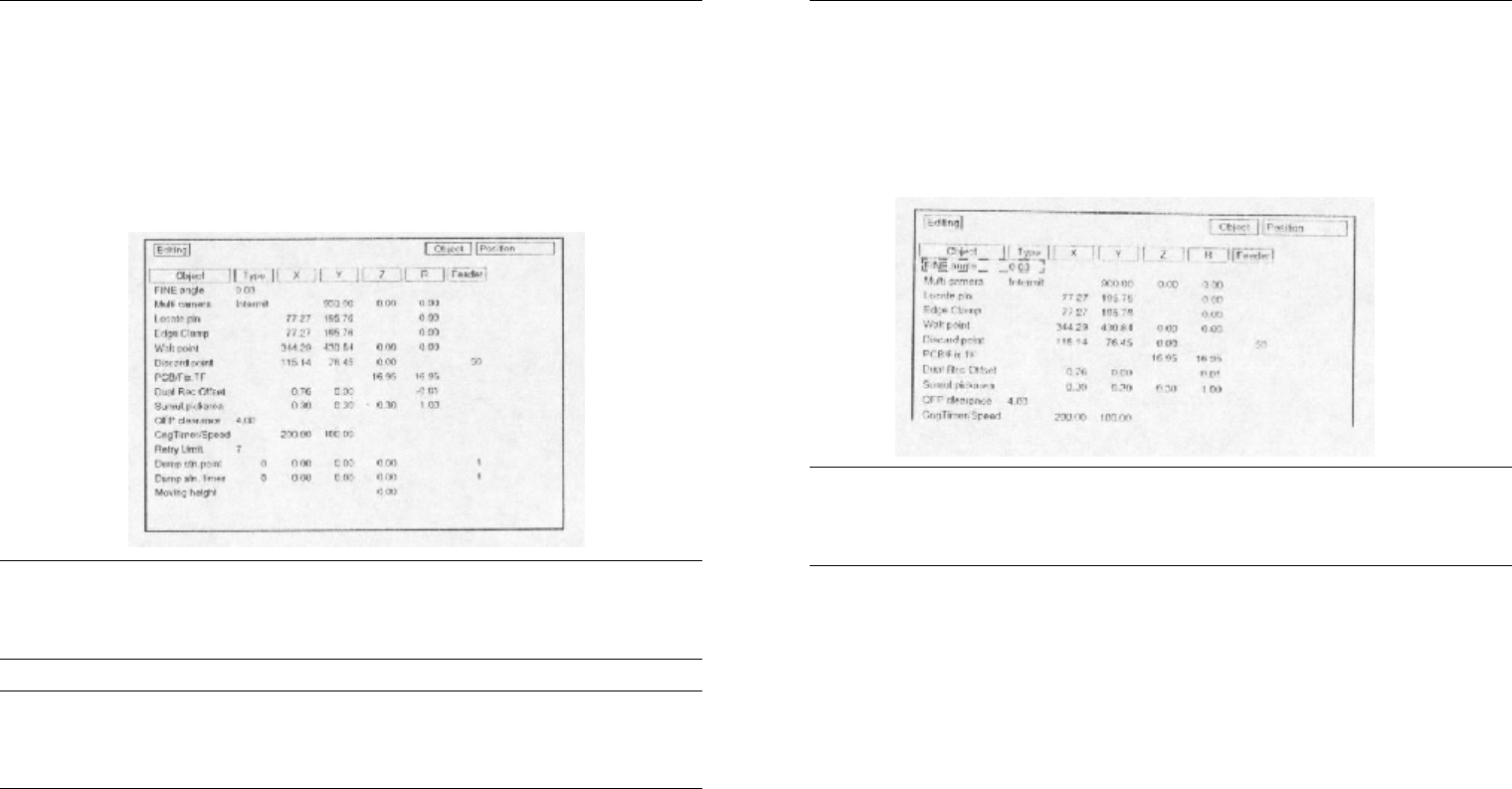
在机器调整模式,当选择<3/3/B1 ADJUST TARGET>-“Position”并按回
车键,以下窗口显示表明各部件相对于机器原点的位置及基本参数设置。在
此屏幕上,可执行示教或编辑各项参数设置。此部分描述了如何设置相对于
工作头的主要参数。( 其他项目可按[F1]键获取帮助信息)
l 位置(机器坐标)屏幕
参考
“位置”屏幕可通过选择机器数据模式中的<3/2/A1 SELECT
TARGET>-“Position”并按回车键显示。
小心
位置数据在机器出厂前已正确设定。通常不需另加修改。必要的话,按
此节所述正确操作。
第三章 调整
3-20
1.2.1. 超细角度
当以单光学镜头识别 QFP 时选择了超细模式,超细角度参数决定了识别
角度应被调整至特定角度的准确度。此参数可设为 0.01,0.02,0.03 或 0.04 度。
推荐在机器调整时设为 0.01,实际贴装时设为 0.02 至 0.04。使用[INS],[DEL]
及空格键修改。
注意
此参数设置越小,识别角度越准确。然而,识别时间也将延长,或元件
因没有调整至指定角度而丢弃。
1.2.2. 复合镜头
复合镜头“Y”
此数据为元件识别时工作头通过复合镜头的移动速度(mm/sec)。此 速度
出厂设置为“900”。不要更改此值。
复合镜头“Z”,“ R ”
这些数据校正复合镜头相对于各轴的角度偏差。“Z”栏为复合镜头 2,
“R”栏为复合镜头 1。通常设置为“0.00”。
第三章 调整
3-21
1.2.3. 定位销
这是当 PCB 定位于贴装位置时的基准点。当设置定位销位置时,使用示
教至固定定位销的中心。
第一步 升起定位销
1) 选择<3/4/C1 OUTPUT MONITOR>并按回车键。
2) 使用方向键移动光标至“TN03”(定位销)并按回车键升起定位销。
当定位销升起,输出监示屏幕数字变为“1”。
第二步 进入机器调整模式设置示教条件。
选择“Camera”为示教单元并设置示教条件。
参考
当于机器调整模式中设定示教条件时,示教速度将设为最低,即使选择
了其他速度。
第三步 打开位置屏幕
选择<3/3/B1 ADJUST TARGET>-“Position”并按回车键。
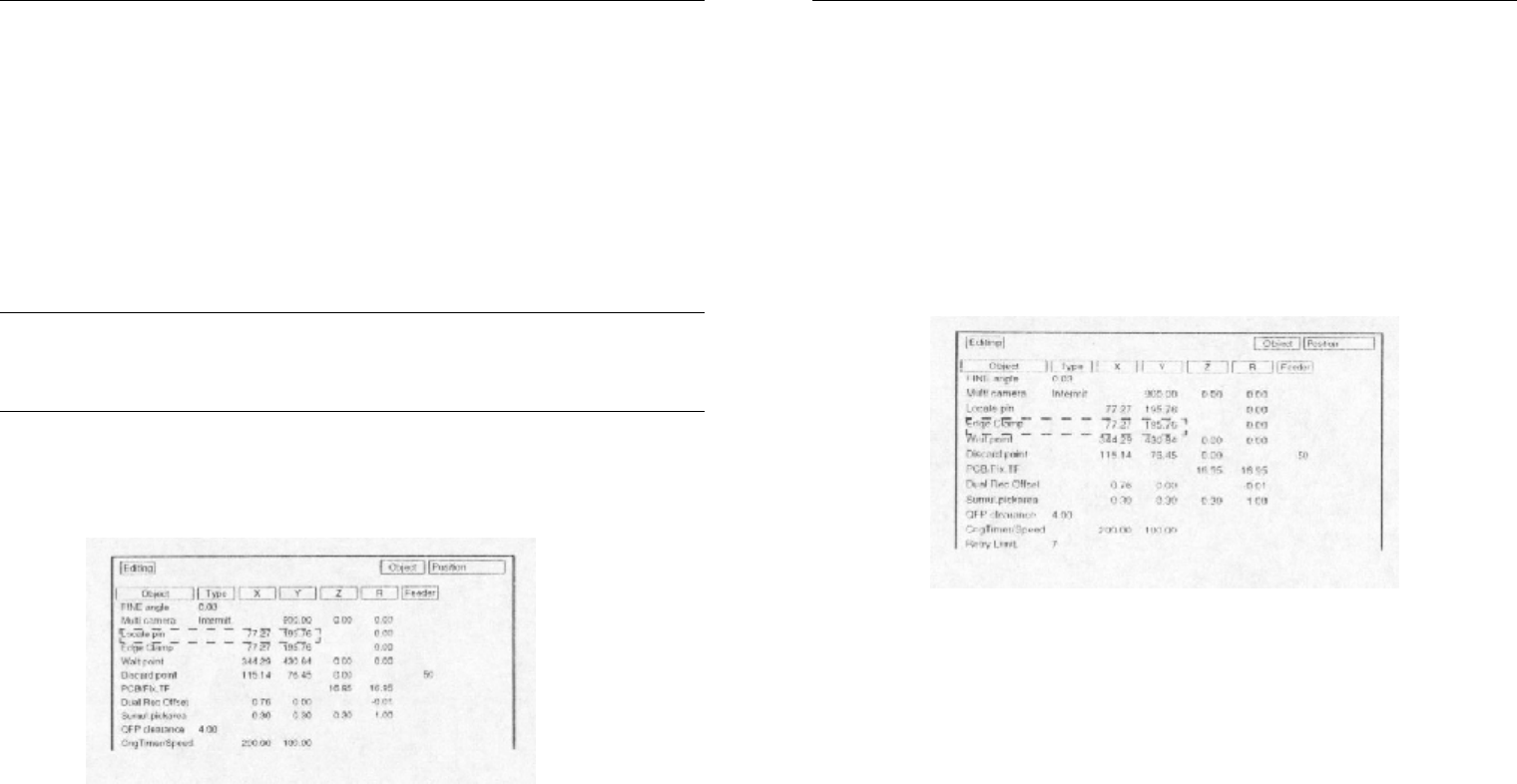
第四步 移动光标至“Locate pin”行的“X”处。
使用方向键或回车键移动光标至“Locate pin”行的“X”处。
第五步 移动光标至固定定位销的中心
操纵 YPU 摇杆移动工作头使固定定位销准确对齐光学显示器的十字线。
第三章 调整
3-22
第六步 执行定位销的示教
1) 按[F10]键两次执行 X 坐标的示教。
2) 然后,移动光标至“Locate pin”行的“Y”处
3) 按回车键。(需要不存盘退出时,选择<B3 RECOVER ADJUST>或
<B7 QUIT>并按回车键。
1.2.4. 边夹
当使用边夹固定 PCB 时,PCB 位置可能相对于那些由定位销决定的位置
来说有轻微偏移。如果发现偏移,则从定位销坐标中减去并在“Edge Clamp”
中输入。通常,输入与“Locate pin”相同的坐标。
第三章 调整
3-23
1.2.5. 工作等待位置
此参数的 XY 坐标为当 PCB 传送时工作头的等待点。标准等待点坐标在
出厂前已设好。Z 坐标代表当背光单元移动时的吸嘴高度。不要更改此设置。
R 坐标为各工作头的旋转角度,通常 设为 初始值(见本章 6.4.2)。 类 型 栏 为指
定吸嘴是否执行吹气动作以避免污染杂物。
使用下列示教过程以更改 XY 坐标。
第一步 执行<3/3/B4 CONDITION OF TCH>指定示教条件。
选择“Head1”或“Head2”为示教部件,速度任意,按回车键。
第二步 打开位置屏幕。
选择<3/3/B1 ADJUST TARGET>-“Position”并按回车键。
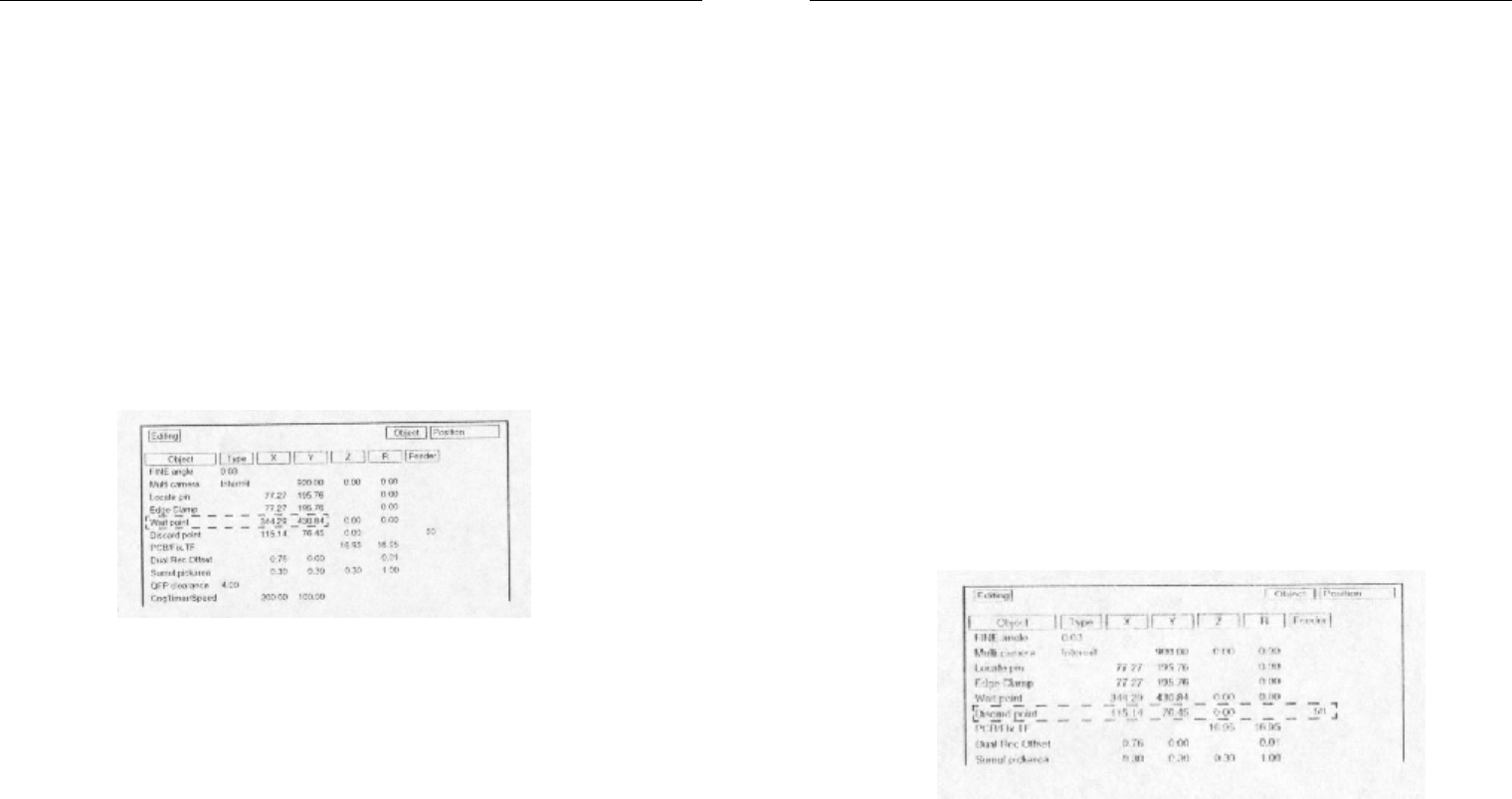
第三步 移动光标至“Wait point”行的“X”处。
使用方向键移动光标至“Wait point”行的“X”处。
第四步 移动工作头至期望等待点。
操纵 YPU 摇杆移动工作头至所需等待点。在此点上,确保工作头不要激
活 PCB 传感器。
第三章 调整
3-24
第五步 执行示教等待点。
1) 按[F10]键两次执行示教 X 坐标。
2) 然后,移动光标至“Locate pin”的“Y”处。
3) 按[F10]两次执行 Y 坐标示教。
第六步 保存设置。
按[ESC]键,选择<B2 SAVE DATA>或<B0 SAVE & QUIT>并按回车键。
(需要不保存退出时,选择<B3 RECOVER ADJUST>或<B7 QUIT>并按回车
键。
1.2.6. 甩料位置
此参数表示各工作头丢弃元件的位置。在机器出厂前已设定。欲更改甩
料点的 XY 坐标,使用与等待点位置坐标修改相同的过程。确保工作头不要
激活传感器。
Z坐标代表工作头甩料时的高度。典型甩料点 Z 坐标在机器出厂前已设
定。但此项可设定为 0.00,因为吸嘴甩料时不需要下降。
“Feeder”栏表示甩料或贴装时吹气动作的时间(以毫秒计)。 仅 在 机器
有吹气系统时有效,典型设定为 20 至 100 毫秒。
吸嘴防堵塞吹气动作
为防止吸嘴堵塞,此功能使用在“Wait point”或“discard point”时
吹除外部杂质。此功能可在等待点及甩料点参数的类型及供料器栏中设
定。