YV100II维修手册.pdf - 第44页
第 三章 调整 3 - 61 第 四 步 确 保 安全 , 按回 车 键。 W 轴 移 动至 指 定 传 送 带 宽 度 。 第 五 步 按下 急停 按 钮,固 定 P CB 并 放 置调整 板 。 调整定 位销 与 支撑 销位 置以 匹 配 P CB 。 对 齐 定 位销 于定 位 孔 的中 心 。使 调整 板位 于 P CB 的中 心 , 双 色表 面 向 上。 第 六 步 当 P CB 放 置 于 传 送带 上 后 取消急停 。 …
第三章 调整
3-59
3. 光学系统
YV100II 标准模式机器使用移动镜头以识别 PCB 基准标记,使用一个线
性影像传感器(称为复合光学镜头)以识别元件,另外,当机器安装了
可选单光学镜头,则可识别更大范围的元件类型。
l 光学系统类型
移动镜头 用于识别 PCB 标记(如基准标记)
复合镜头 用于识别元件(如片状元件)
单光学镜头 用于识别元件(如 QFP)
l 工作头上安装的光学系统
第三章 调整
3-60
3.1. 移动镜头
移动镜头位于工作头上用于识别 PCB 基准标记及示教。照明度及移动镜
头放大比例可调。
3.1.1. 调整移动镜头发光度
为准确识别 PCB 基准标记,移动镜头的发光度必须优化。欲进行此调整,
应使用可选的定制工具(照明度调整板:KM1-M8806-000)。
第一步 准备发光度调整板。
准备发光度调整板(为 YAMAHA 选件)及合适的 PCB 以放置调整板。
可以使用无基准的 PCB。
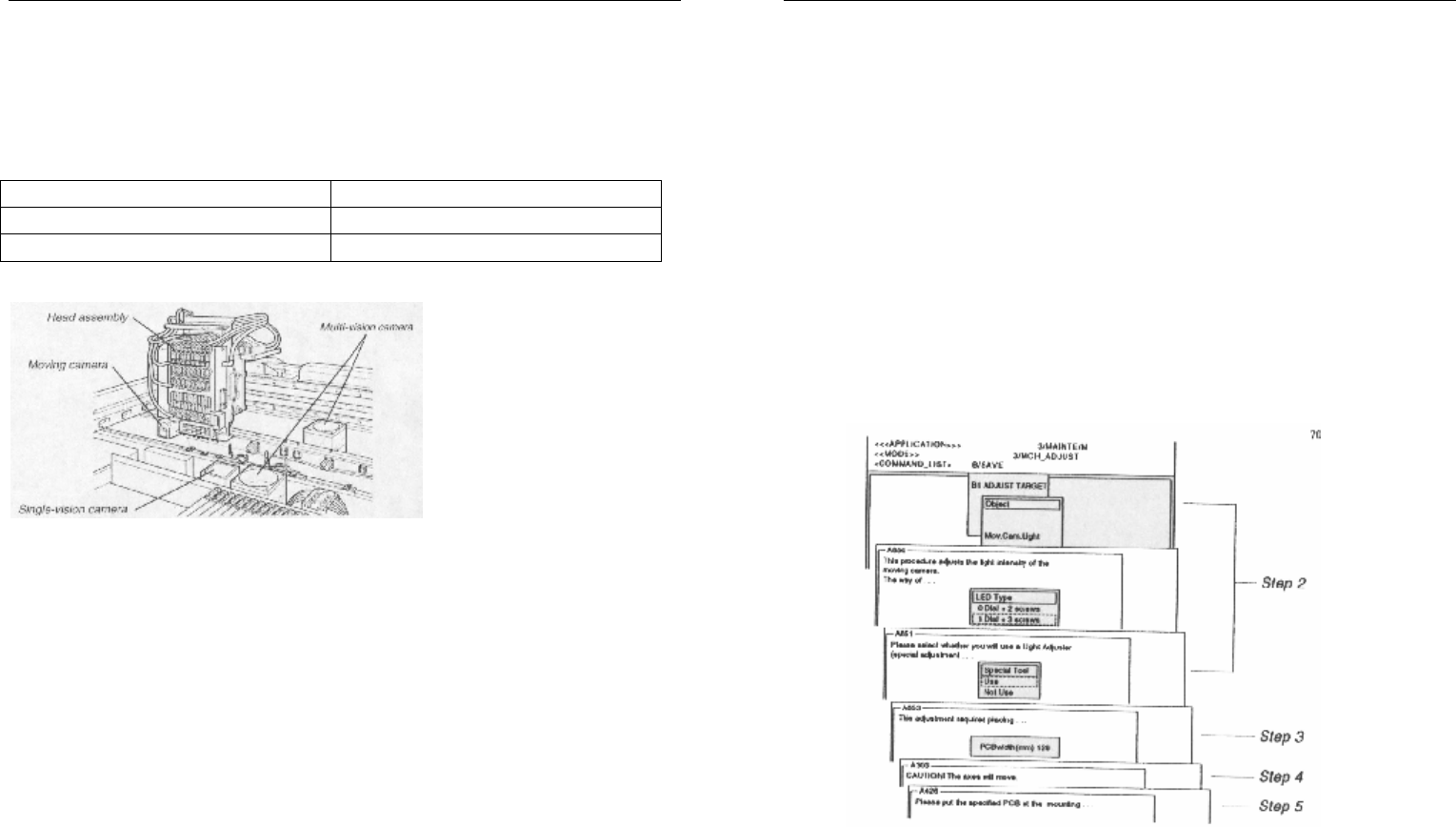
第二步 执行“Mov.Cam.Light”命令。
1) 选择<3/3/B1 ADJUST TARGET>-“Mov.Cam.Light”并按回车键。
2) 选择“1 Dial + 3 screws”。
3) 选择“Use”以使用专用工具。
第三步 输入 PCB 宽度并按回车键。
输入宽度(毫米)并按回车键。
第三章 调整
3-61
第四步 确保安全,按回车键。
W 轴移动至指定传送带宽度。
第五步 按下急停按钮,固定 PCB 并放置调整板。
调整定位销与支撑销位置以匹配 PCB。对齐定位销于定位孔的中心。使
调整板位于 PCB 的中心,双色表面向上。
第六步 当 PCB 放置于传送带上后取消急停。
确保安全,松开急停按钮,按 YPU 的[READY]按钮。
第七步 确保安全,按回车键。
升起定位销与支撑销固定 PCB,移动工作头至 PCB 上方。至调整板显示
于示教屏幕上。
第八步 调整镜头位置
当操纵 YPU 摇杆,调整移动镜头的位置使调整板的亮灰色区显示于整个
视野。
第九步 当镜头定位后按回车键
第十步 按急停按钮,根据提示调整移动镜头的照明度。
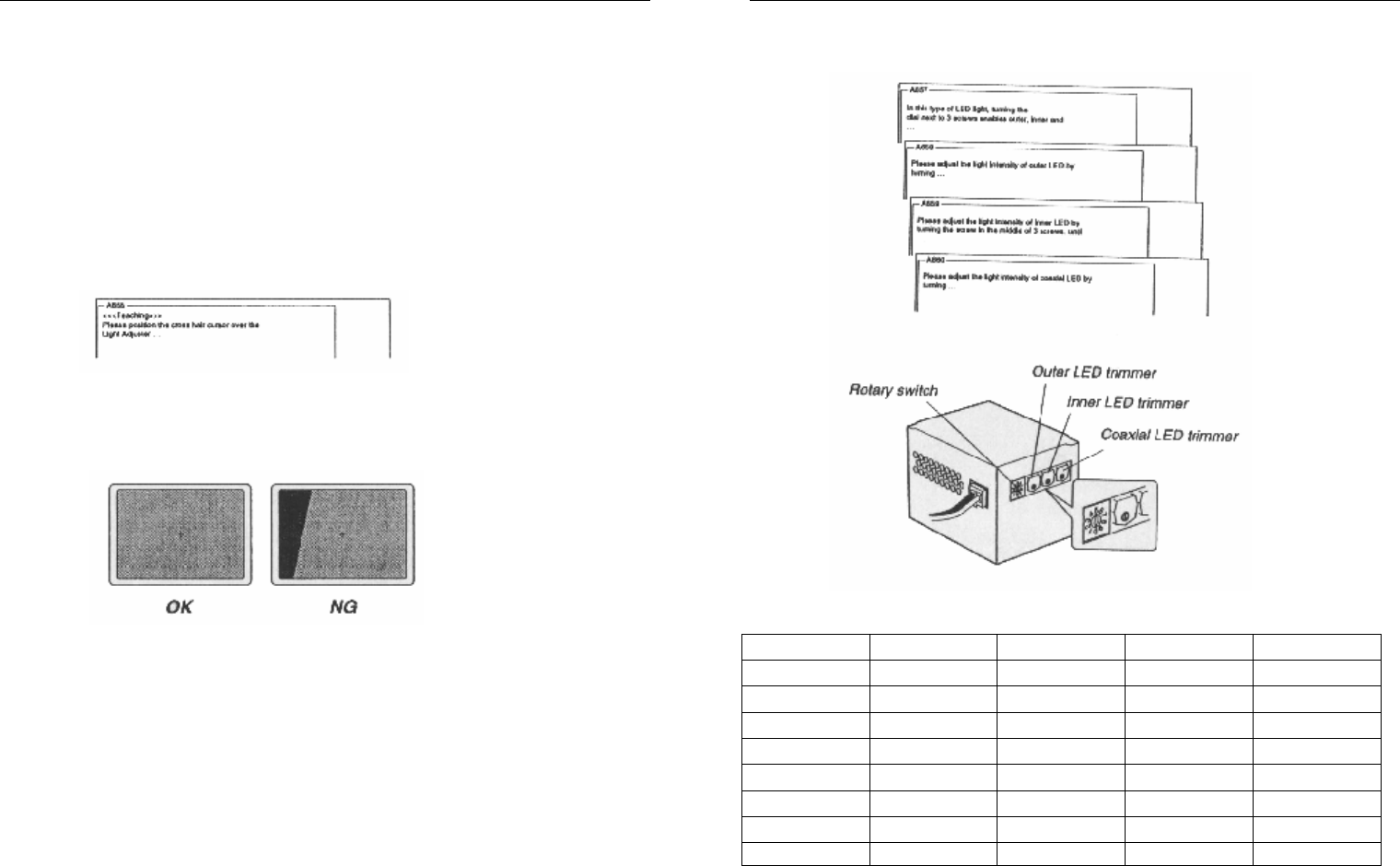
移动镜头照明方式分为三部分(外部,内部,同轴),通过使用 LED 微
调旋钮与照明方式调整旋钮调整各部分发光度。
三个 LED 微调旋钮位于移动镜头的侧面,以调整外部,内部及同轴照明
区。照明度通过右旋微调旋钮以增加亮度,左旋以减小亮度。调整各微调旋
钮使操作显示器右下角的“AveGrayLevel”至以表所需数值。
第三章 调整
3-62
l 调整移动镜头发光度
l 移动镜头照明方式与优化设置
旋转开关 外部 中部 内部(同轴)
优化照明度
0
〇 〇 〇 正常照明
1
〇 〇
-
2
〇 〇
-
3
〇
50±5
4
〇
〇
5
〇
50±5
6
〇 50±5
7 -
第三章 调整
3-63
第十一步 返回旋转开关“0”。
当调整各照明方式完成,将旋转开关设回“0”(所有 LED 打开)。
第 十 二步 按[ESC]键退出调整。
定位销与支撑销自动松开。在按在急停按钮后,取下 PCB。此调整无需
保存系统数据。
第三章 调整
3-64
3.1.2. 校正移动镜头标度
移动镜头标度是个代表一个像素相当于多少毫米的放大比例的光学参
数。此放大比例必须通过准确识别 PCB 基准标记的方法而正确校正。
1 作移动镜头标度校正的准备工作。
要作此校正,应该准备带有已知尺寸的基准标记的 PCB 并检查已登记于
标记数据库的数据。
第一步 准备 PCB。
准备一块带有已登记于标记数据库并且外形精确的基准标记的 PCB。
参考
推荐使用圆形标记,因为圆形标记在尺寸精度上优于其他标记。尤其推
荐使用反光较好的 1mm 直径圆形标记。
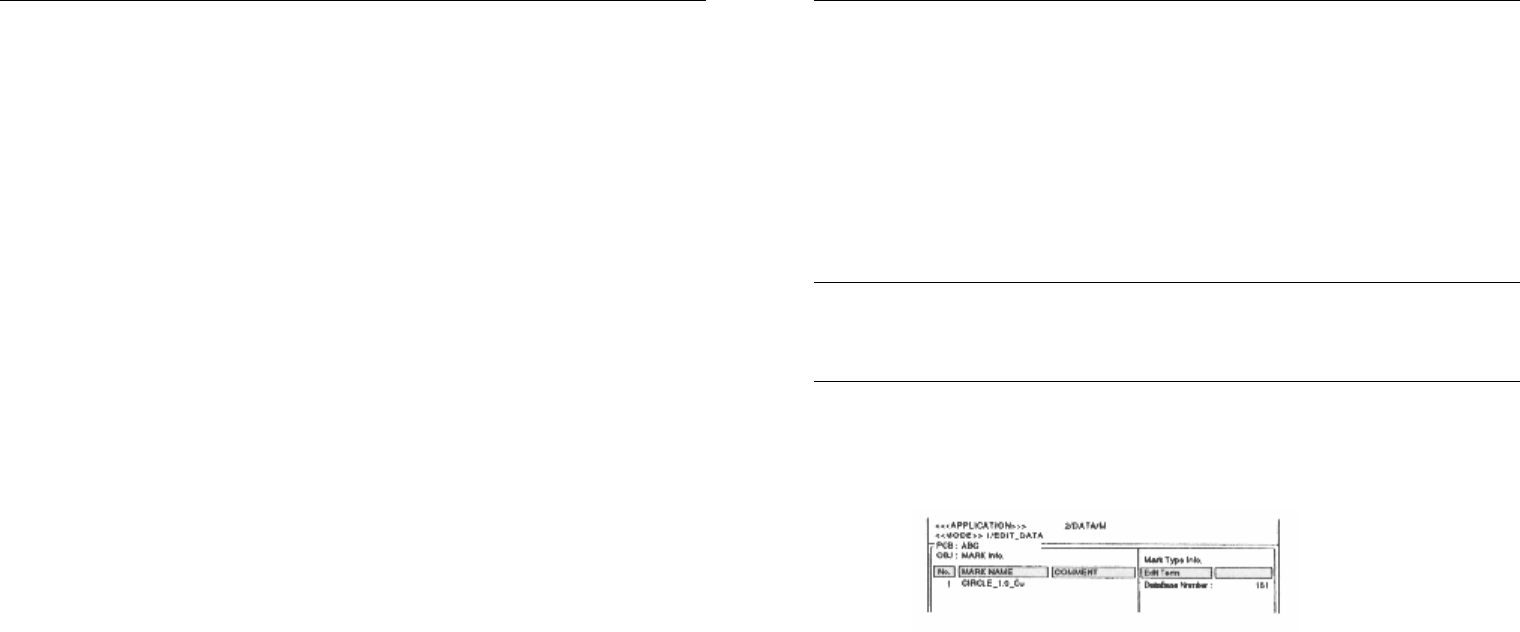
第二步 打开标记信息屏幕检查标记的数据库登记号。
1 选择<2/1/D1 SWITCH PCB DATA>,”PCB name”与”Mark Info.”并按回车
键。
2 检查 PCB 所用标记所登记的数据库号。