YV100II维修手册.pdf - 第32页
第 三章 调整 3 - 37 当 机器 仅装有 复 合光 学 镜 头 时 : 当 复合 光 学镜 头指 定 基准 贴 装 角度为 0 度 时, 90 , 1 80 与 - 90 度 贴 装 可 能 有 轻微偏差 。此 偏差 可 由 机 器 调整模 式 中的 R 轴 精 度 命令 校 正 。 在 此命 令中 单光 学镜 头 以各种 角度 识 别 Q FP 元 件以 获 得 相关 于 0 度 的 识 别 结 果 的 偏差 。 因 为 0 度…
第三章 调整
3-35
第三步 按急停按钮,用胶带密封吸嘴开口。
紧紧封住所有头部吸嘴开口,使空气不能泄漏。
第四步 当准备好后,取消急停。
确保安全,松开急停按钮,按 YPU 上的[READY]键。
第五步 按回车键开始测量。
贴装真空度将测量 8 到 20 秒,结果将显示。
第六步 根据操作显示器上的提示退出测量。
按回车键保存结果,或按[ESC]键忽略。
第七步 保存结果
选择<B2 SAVE DATA>或<B0 SAVE & QUIT>并按回车键。(如不保存退
出,选择<B3 RECOVER ADJUST>或<B7 QUIT>并按回车键。)
第 八 步 按下急停按钮。
确保安全,取下吸嘴封口。
第三章 调整
3-36
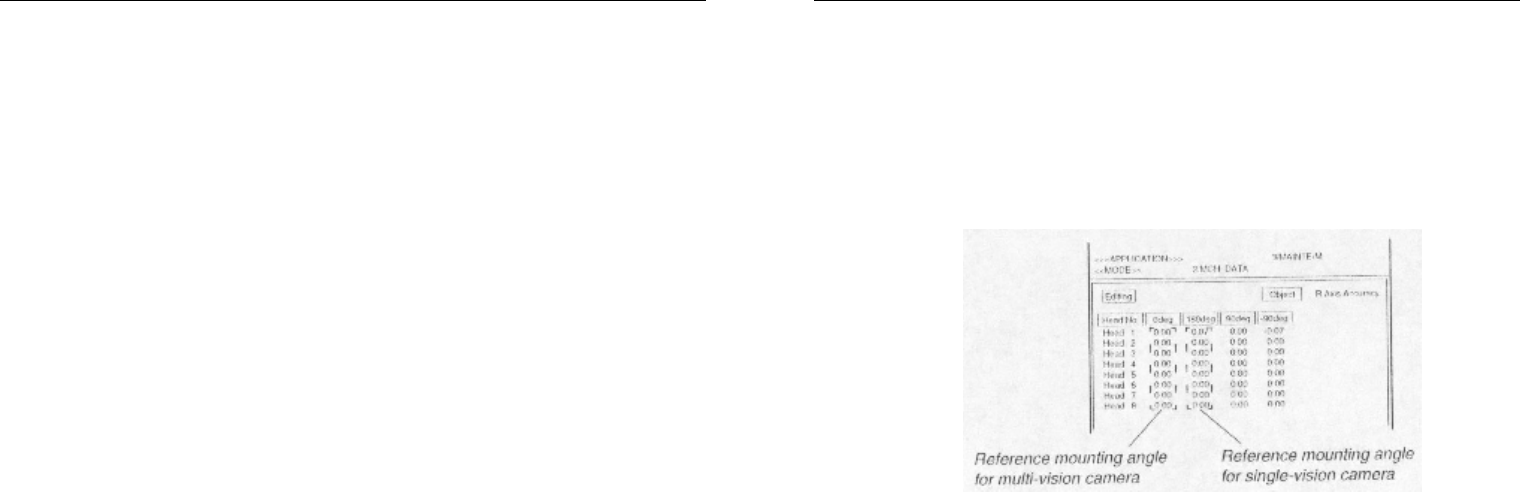
1.4. R 轴精度偏差
此参数为旋转各吸嘴轴以贴装元件时的 R 轴的角度偏差。当选择<3/2/A1
SELECT TARGET>-“R Axis Accuracy”并按回车键,当前 R 轴精度偏差设置显
示在屏幕上。在此可输入贴装角度 0,180,90 度的偏差设置。
l R 轴精度偏差屏幕
为设定此偏差设置,使用系统维护管理器中的 R 轴精度命令。通过以四
个角度(0,180,90 及-90)旋转识别工作头上拾取的元件,机器可自动估计这
些偏差设置。
当机器装有可选单光学镜头时:
当单光学镜头指定基准贴装角度为 90 度时,0,180 与-90 度贴装可能有
轻微偏差。此偏差可由机器调整模式中的 R 轴精度命令校正。在此命令中单
光学镜头以各种角度识别 QFP 元件以获得相关于 90 度的识别结果的偏差。因
为 90 度识别参数为基准值,故此值始终设置为 0.00 度。
第三章 调整
3-37
当机器仅装有复合光学镜头时:
当复合光学镜头指定基准贴装角度为 0 度时,90,180 与-90 度贴装可能
有轻微偏差。此偏差可由机器调整模式中的 R 轴精度命令校正。在此命令中
单光学镜头以各种角度识别 QFP 元件以获得相关于 0 度的识别结果的偏差。
因为 0 度识别参数为基准值,故此值始终设置为 0.00 度。
注意
当基准贴装角度有偏差时,镜头角度(镜头坐标参数中的 R 坐标)必须
校正。
第一步 准备用于基准的 QFP 元件。
使用相对较大,较常用的,元件数据库中已登记的具有可知尺寸的 QFP
元件。(如果使用没有在数据库中登记的元件,必须首先登记)。
第二步 按下急停按钮,在全部头上安装 33 型吸嘴。
如果机器安装了自动换嘴站可跳过此步。
第三步 取消急停。
确保安全,松开急停按钮并按 YPU 上的[READY]键。
第三章 调整
3-38
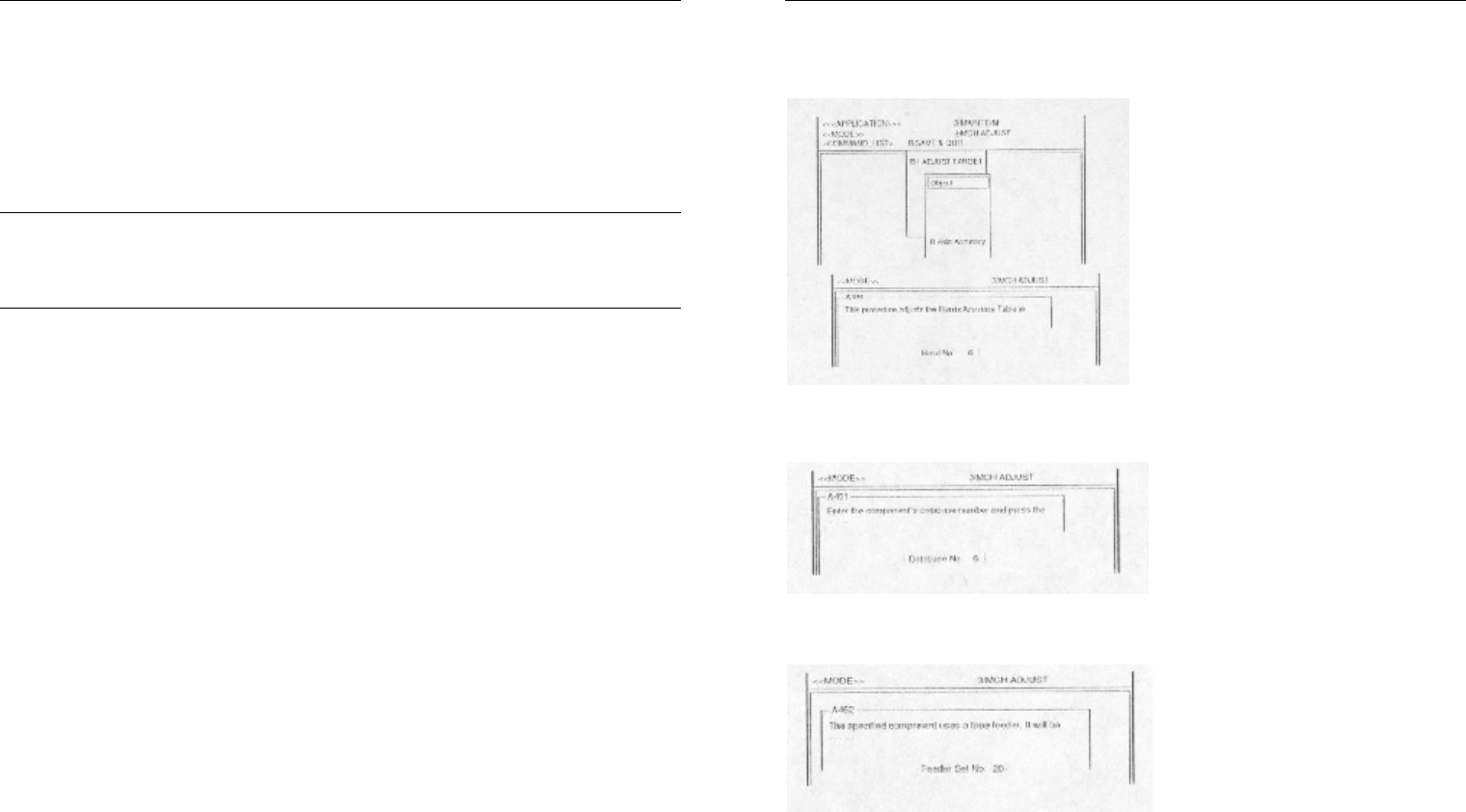
第四步 执行 R 轴精度命令。
1. 选择<3/3/B1 ADJUST TARGET>-“R Axis Accuracy”并按回车键。
2. 输入工作头号并按回车键。
第五步 输入元件数据库号并按回车键。
在此输入所准备的元件的数据库号。
第六步 输入供料器位置号并按回车键。
在此输入易于在吸嘴上安放 QFP 的供料器位置号。
第三章 调整
3-39
第七步 确保安全,再次按回车键。
工作头移动至第六步指定的元件拾取位置。
第八步 按下急停按钮,在头上安放 QFP。
在第四步指定的工作头上安放 QFP。( 当 使用矩形 QFP 时,长边要平行
于 X 轴。)
第 九 步 取消急停。
松开急停按钮并按 YPU 上的[READY]键。
第十步 确保安全,然后按回车键。
工作头移动至镜头上方 QFP 以各种角度识别。在校正完成后,结果显示
于屏幕右方。
第十一步 根据操作显示器的信息退出校正。
欲校正其他工作头,重复第二步。
第十二步 保存校正数据。
选择<B2 SAVE DATA>或<B0 SAVE & EXIT>并按回车键。
第三章 调整
3-40
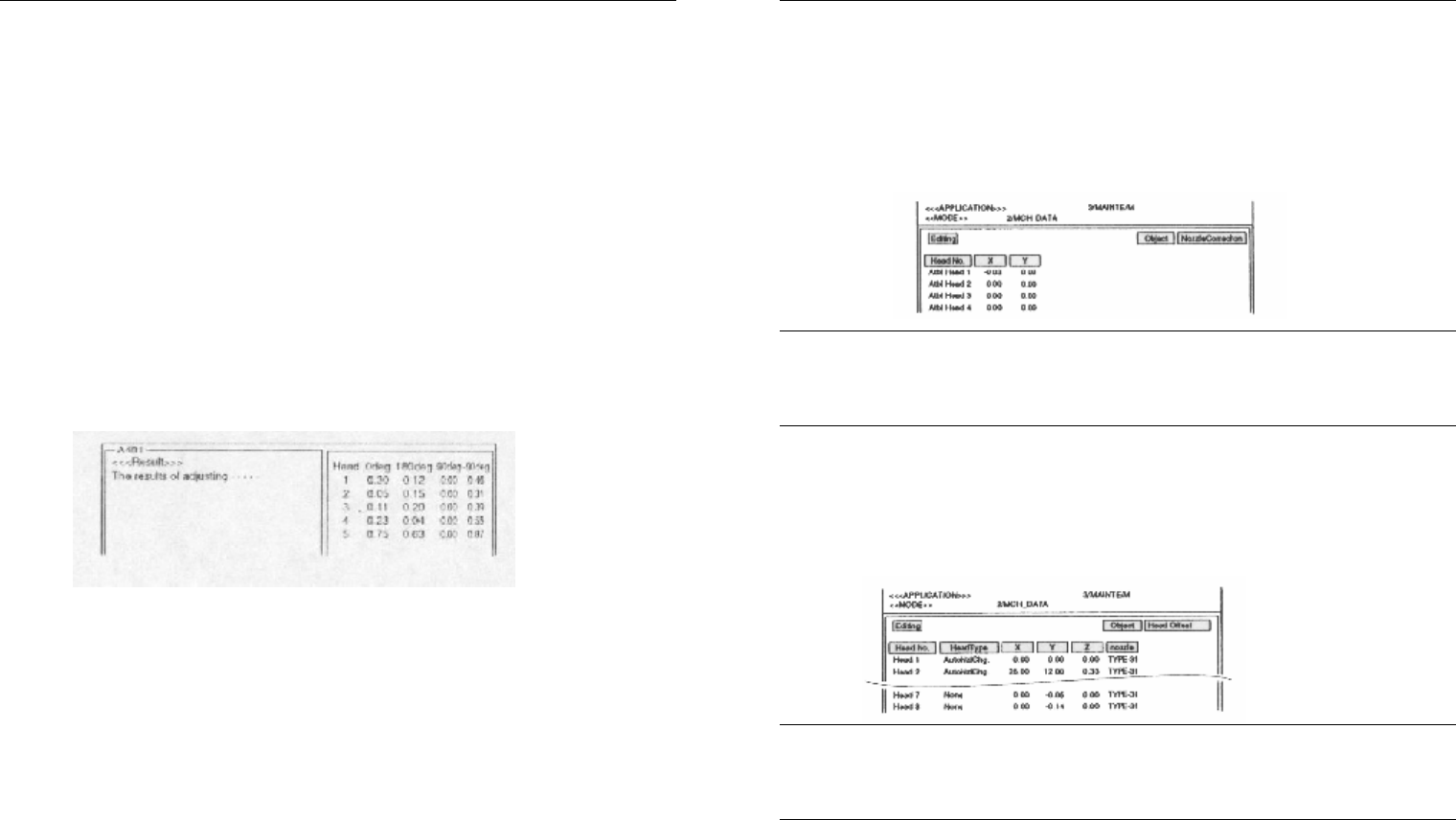
1.5. 吸嘴校准
此参数用于校正当吸嘴旋转至 180 度时的吸嘴轴心偏差。当选择<3/2/A1
SELECT TARGET>-“NozzleCorrection”并按回车键,此偏差的当前设置即显
示。
l 吸嘴校准屏幕
注意
当测试贴装结果为 FINE 模式时,执行贴装反馈后 R 轴精度偏差自动输
入。
1.6. 工作头偏差
此 参 数 为二号头相对于一号头的位置。当选择<3/2/A1 SELECT
TARGET>-“HeadOffset”并按回车键,当前设置即显示。
l 工作头偏差屏幕
注意
因为一号头位置用于基准,故永远设置为“0.00”。
此工作头偏差调整,见本章“7.3 贴装反馈(激光)”。