YV100II维修手册.pdf - 第27页
第 三章 调整 3 - 27 第 十 步 执行 示 教 P CB 高 度。 按 [ F 10] 两 次 执行示 教 Z 坐 标 。 第 十 一步 按 [ E S C] 键 , 选 择 < B 2 S A V E D A T A> 或 < B 0 S A V E & Q U I T> 并按回 车 键。 第 十 二步 按 急停接钮, 移 走 P CB 。 松 开 传 送 带 系统 移 走 P CB 。 参考 …
第三章 调整
3-25
l 吸嘴防堵塞吹气设置与操作
“Type”栏设定 操作
等待点 甩料点 位于等待点 位于甩料点
正常 正常 无动作 在供料器栏中指
定甩料点的吹气
时间
正常 除正常外 无动作 在供料器栏中指
定甩料点的吹气
时间
甩料 正常 在供料器栏中指
定甩料点的吹气
时间
在供料器栏中指
定甩料点的吹气
时间
甩料 除正常外 在供料器栏中指
定甩料点的吹气
时间
在供料器栏中指
定甩料点的吹气
时间
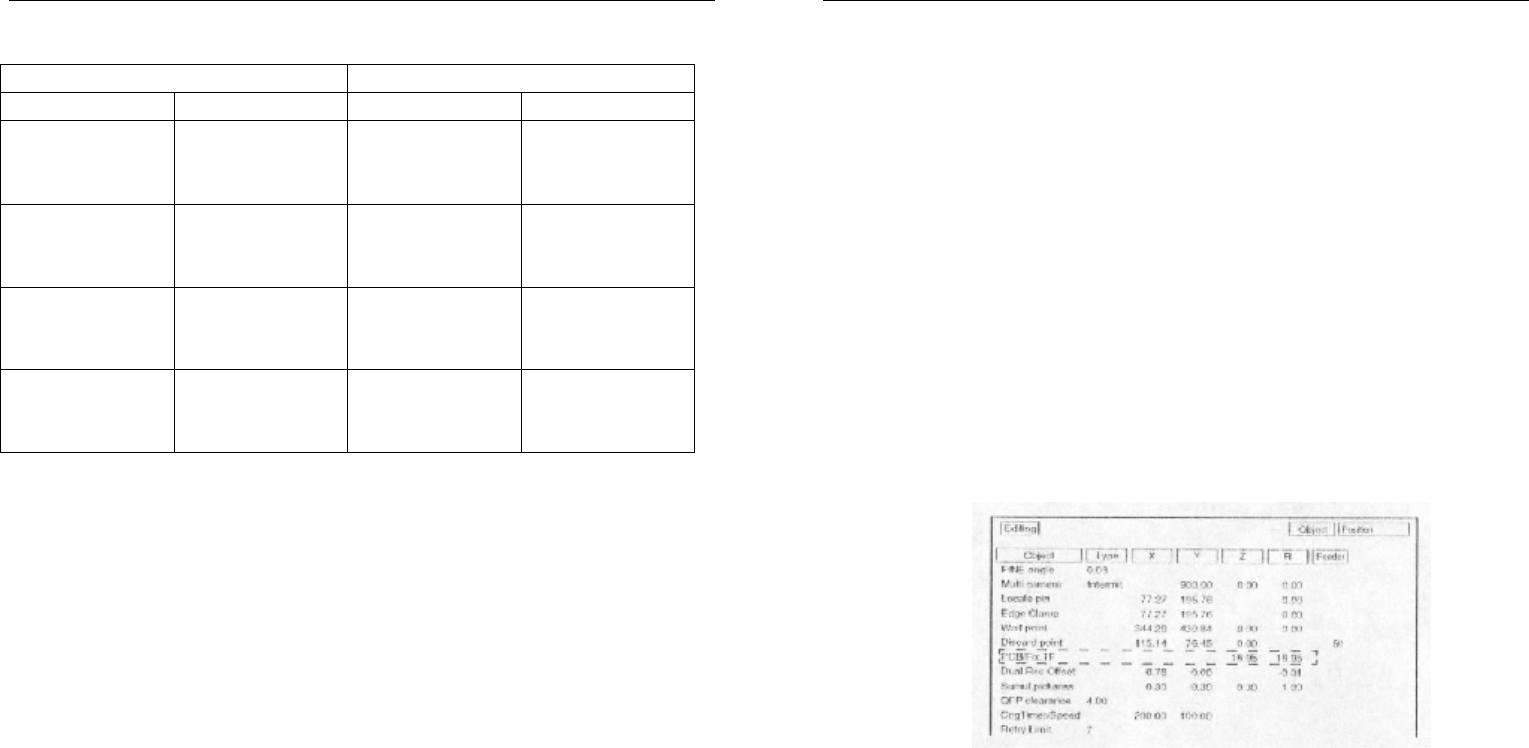
1.2.7. PCB/固定托盘供料器
Z坐标代表工作头在 PCB 上贴装元件时的高度。设置此参数时,示教一
号头吸嘴刚刚接触固定于贴装位置的 PCB 的表面。R 坐标为使用手动托盘供
料器时托盘高度。
执行 PCB 高度示教(Z 轴坐标)时,按以下步骤。在开始前,检查一号
头是否为 31 型吸嘴。
第一步 调整传送带宽度为 PCB 宽度。
调整传送带宽度时,<2/1/B7 CONVEYOR UNITS>命令很方便。
第二步 按急停按钮,将 PCB 固定于传送带上。
使用支撑销使 PCB 保持水平。(此时不需要定位销。)
第三章 调整
3-26
第三步 移动工作头至 PCB 上方。
确保以手柄移动工作头。将一号头置于 PCB 上方。
第四步 取消急停。
确保安全,松开急停按钮并按 YPU 上的[READY]键。
第五步 打开输出监示模式屏幕并降低工作头 1。
1) 选择<3/4/C1 OUTPUT MONITOR>并按回车键。
2) 移动光标至“TE01”(工作头 1 下降)
输出信号在工作头下降时显示“1”,上升时显示“0”。
第六步 进入机器调整模式指定示教条件。
选择<3/3/B4 CONDITION OF TCH>并按回车键,选择“Head 1”为示教
单元,速度任选。
第七步 打开位置屏幕
选择<3/3/B2 ADJUST TARGET>-“Position”并按回车键。
第八步 移动光标至“PCB/Fix. TF”行的“Z”处。
使用方向键移动光标至“PCB/Fix. TF”行的“Z”处。
第九步 降低一号头至 PCB 表面。
操纵 YPU 上的摇杆降低一号头至吸嘴尖刚刚接触 PCB 表面。
第三章 调整
3-27
第十步 执行示教 PCB 高度。
按[F10]两次执行示教 Z 坐标。
第十一步 按[ESC]键,选择<B2 SAVE DATA>或<B0 SAVE & QUIT>并按回
车键。
第十二步 按急停接钮,移走 PCB。
松开传送带系统移走 PCB。
参考
在初期调整时,可在固定传送带轨道表面上示教高度,此高度与 PCB 表
面高度基本一致。
执行固定托盘供料器高度(R 栏)示教时,使用相同过程。
1.2.8. 同时拾取区域
此参数用于决定是否多个工作头可同时拾料。各栏分别表示不同的元件
供料器允许同时拾料的拾取区域范围(X,Y), 高 度 ( Z )与角度(R)。通常
“XY”及“Z”设置为 0.3mm,“R”设置为 1.0。
1.2.9. QFP 间距
如果吸嘴下降以拾取或贴装元件时碰撞 QFP,则引脚可能弯曲。为避免
此情况发生,软着陆拾取或贴装是非常有效的。此参数指定了 Z 轴执行软着
陆的行程。通常设置为 4mm 左右。当设置为“0.00”时,不执行软着陆。
第三章 调整
3-28
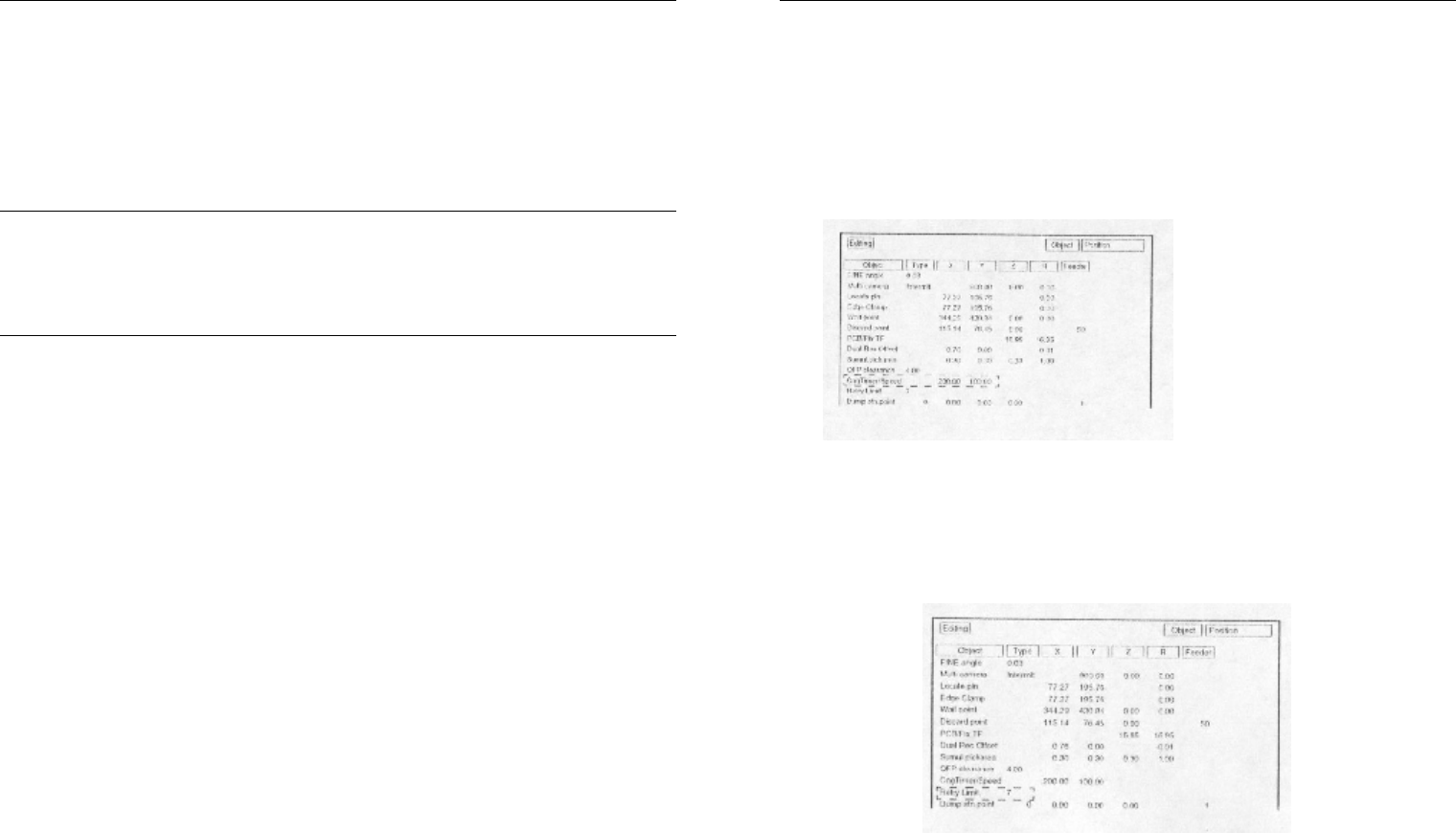
1.2.10. 换嘴时间/速度
在“X”栏中的数值为换吸嘴时工作头停留在下降位置的时间(毫秒单位)。
典 型 设定为 200 毫秒。如果换嘴失败,可尝试输入略大的数值。最大可达 1
秒。
在“Y”栏中的数值为工作头换嘴时的相对上升及下降速度。通 常为 100%。
如果换嘴失败,可尝试略微降低此数值。
1.2.11. 重试次数限定
此数值为当拾取错误或识别错误发生时,贴片机允许重试元件拾取或识
别的最大重试次数。此参数可为 1 至 14。使用空格键,[INS][DEL]键修改。
如果不需要重试,此项设为“NO RETRY”。
重试次数也可为欲贴装的各元件指定。此时,重试最多执行到设定次数。
第三章 调整
3-29
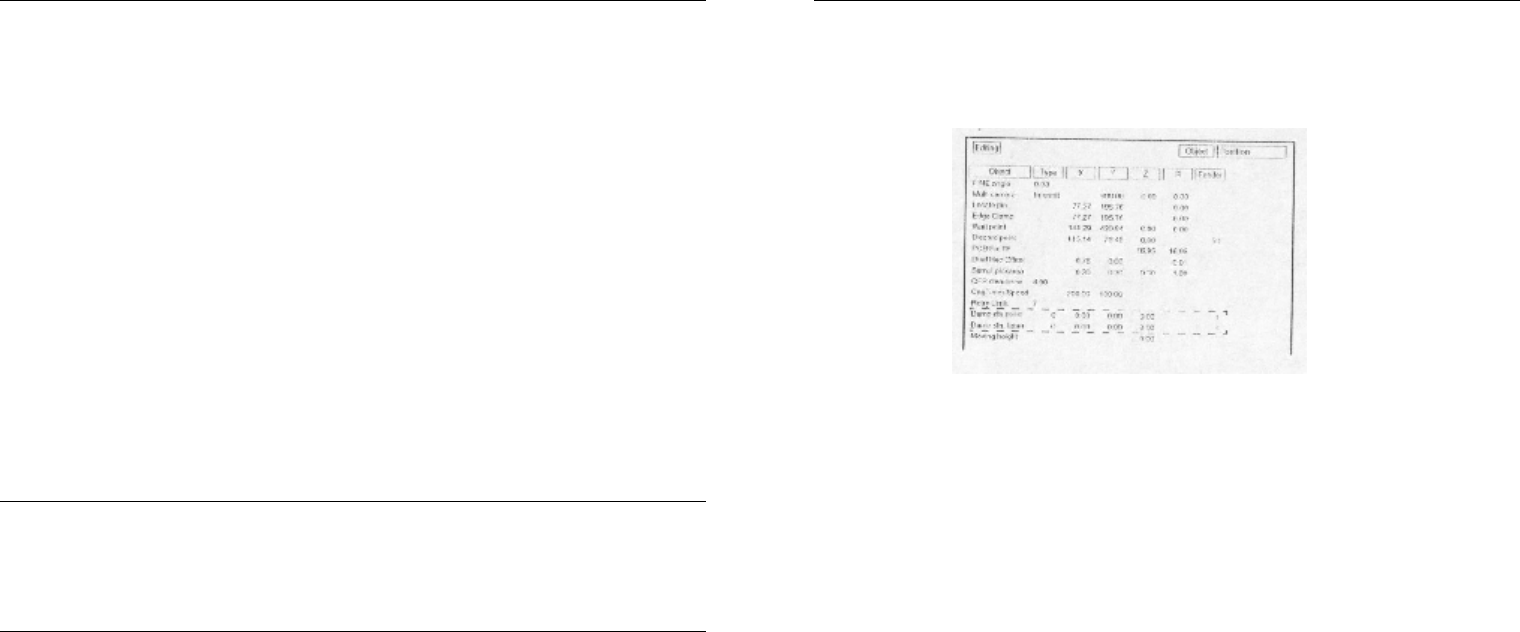
1.2.12. 甩料站
此参数的“X”,“Y”及“Z”栏指定了安装在供料器平台上的选件甩料
站的位置(XY 坐标)及高度(Z 坐标)。“ Type”栏表明甩料站打开将被甩元
件传送至出口位置的时间(以最小步进 0.25 秒)。使用[INS][DEL]及空格键设
定。“FEEDER”栏代表甩料站所安装的供料器安装位置。此设置必须为各供
料器分区的最小数值位置(例如:1,9,17,25 等等)。 当 无 甩料站时,设为
“0”。
设定 XY 及 Z 坐标时,执行以下示教步骤。
第一步 按急停按钮,将甩料站安装于供料器平台上。
甩料站须安装于各头都能到达的合适位置上。
第二步 取消急停。
确保安全,松开急停按钮,按 YPU 上的[READY]键。
第三步 在一号头上安装 33 或 34 型吸嘴。
身体处于工作头移动范围之外,执行<3/3/A5 CHANGE NOZZLE>命令将
吸嘴换在一号头上。
警告:
当执行“CHANGE NOZZLE”命令时,工作头快速向换嘴站移动。确
保身体各部位处于机器可移动范围之外。当指定吸嘴已在工作头上,则头部
不移动。
第四步 指定示教条件。
执行<3/3/B4 CONDITION OF TCH>命令,选择“一号头”为示教单元,
及任意速度并按回车键。
第三章 调整
3-30
第五步 打开“位置”屏幕
选择<3/3/B1 ADJUST TARGET>-“Position”并按回车键。
第六步 移动光标至“Dump Station”行的“X”栏。
第七步 移动一号头至甩料站的上方。
操纵 YPU 的摇杆移动一号头至甩料站的甩料位置上方。
第八步 执行 XY 坐标的示教。
1) 按[F10]键两次执行 X 坐标示教。
2) 移动光标至“Y”栏
3) 按[F10]键两次执行 Y 坐标示教。
第九步 移动光标至“Dump Station”的“Z”栏输入 Z 坐标。
使用数字键,输入与“PCB height”相同的值为 Z 坐标。
第十步 保存设置
按[ESC]键,选择<B2 SAVE DATA>或<B0 SAVE & QUIT>并按回车键。
(如不保存退出,选择<B3 RECOVER ADJUST>或<B7 QUIT>并按回车键。)
1.2.13. 移动高度
对于 YV100II 此值设为“0.00”