YV100II维修手册.pdf - 第47页
第 三章 调整 3 - 67 第 五 步 确 保 安全 , 再次 按 回车键。 W 轴 移 动至 设定 宽 度 ( 当在 辅 助 调整 之 前 已经 调整 传 送 带 宽 度 , W 轴 将不 移动 。 ) 第 六 步 在 传 送带 上 固 定 P CB 。 当 P CB 已经 固 定 好 时,按 [ E S C] 键 进 行下 一 步 。( 当 按 [ E S C] 键时 支撑 销 与定 位销 将 暂 时 松 开 。) 如 果 P C…
第三章 调整
3-65
第三步 检查标记所登记的数据库号。
1 选 择 <2/3/DATABASE>-<A1 COMPONENT/MARK D.B.>-“MARK
DATABASE”并按回车键。
2 检查标记数据库所登记的数据。
按[F4]键切换子窗口,特 别是检查 PCB 标记尺寸是否与所登记数据匹配。
同时检查光学信息子窗口中的寻找区域参数需设定为标记外形尺寸+
3.00mm。
第四步 按[F6]键打开辅助调整屏幕。
辅助调整命令用于检查是否标记可被清晰识别。
第五步 使用FIX PCB 命令以固定 PCB 于传送带贴装位置上。
根据 PCB 尺寸调节传送带宽度。然后,按下急停按钮,必要的话可调整
定位销与支撑销。
第六步 取消急停,然后执行标记位置示教。
操纵 YPU 摇杆,使标记对齐于视觉显示器屏幕上十字线中心。
第七步 执行光学测试 命令。
当无错误发生,则当前参数设定为理想。继续下一步移动镜头放大比例
调整。如果发生错误,可视情况调节镜头发光板并标记信息参数。详细信息
见操作手册。
第三章 调整
3-66
3 调节移动镜头标度(放大比例)。
当 准 备 好一块 PCB 并检查了 PCB 数据后,按以下步骤校准移动镜头放大
比例。
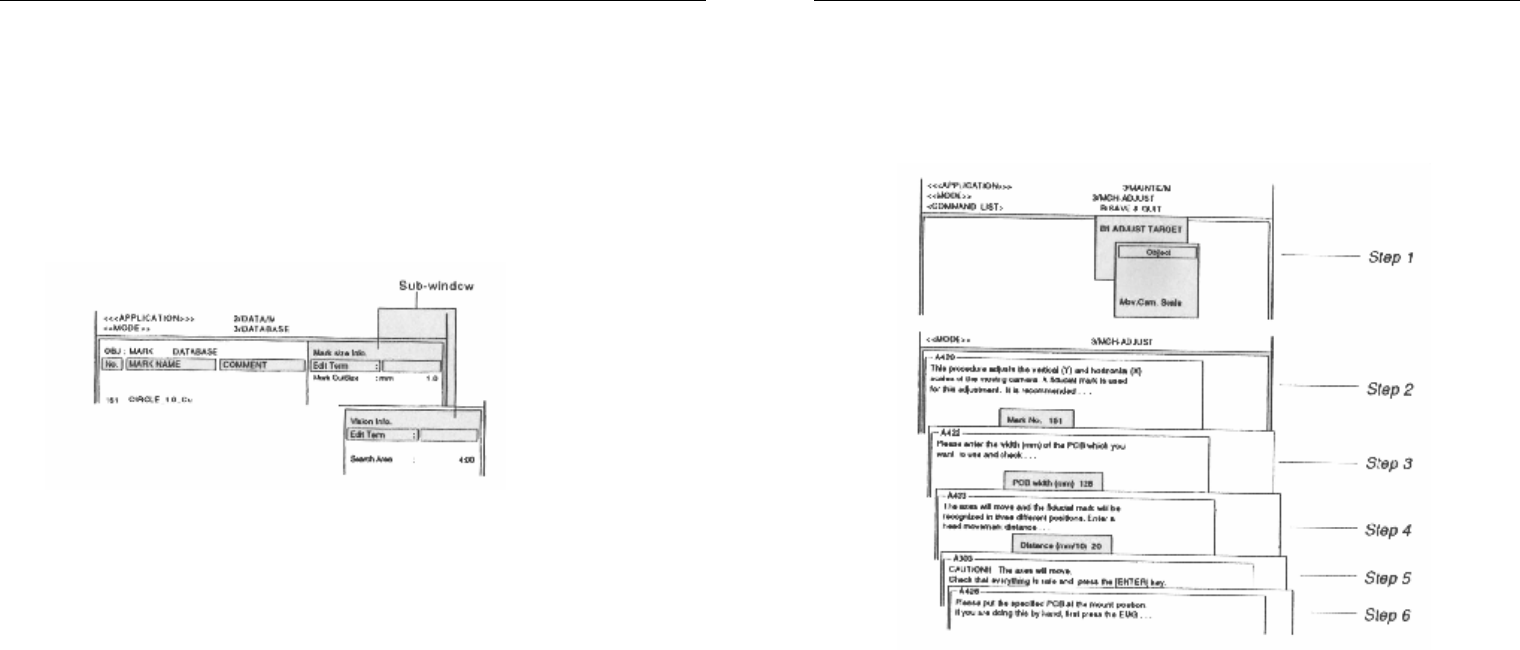
第一步 执行“Mov. Cam. Scale”命令。
选择<3/3/B1 ADJUST TARGET>-“Mov.Cam.Scale”并按回车键。
第二步 输入标记数据库号并按回车键。
在此输入使用的 PCB 上标记的数据库号。
第三步 检查或输入 PCB 的宽度并按回车键。
第四步 确认显示“Distance (mm/10) 20”, 按回车键。
通常,当寻找区域设为“4.00”时推荐设置移动距离为“20”(单位:十
分之一毫米)。
第三章 调整
3-67
第五步 确保安全,再次按回车键。
W轴移动至设定宽度(当在辅助调整之前已经调整传送带宽度,W 轴将不
移动。)
第六步 在传送带上固定 PCB。
当 PCB 已经固定好时,按[ESC]键进行下一步。( 当 按 [ESC]键时支撑销
与定位销将暂时松开。)
如 果 PCB 没有固定于传送带上时,按急停键,把 PCB 放在合适位置。
第七步 取消急停
如果按下了急停开关,松开并按 YPU 上的[READY]键。
第八步 确保安全,按下回车键。
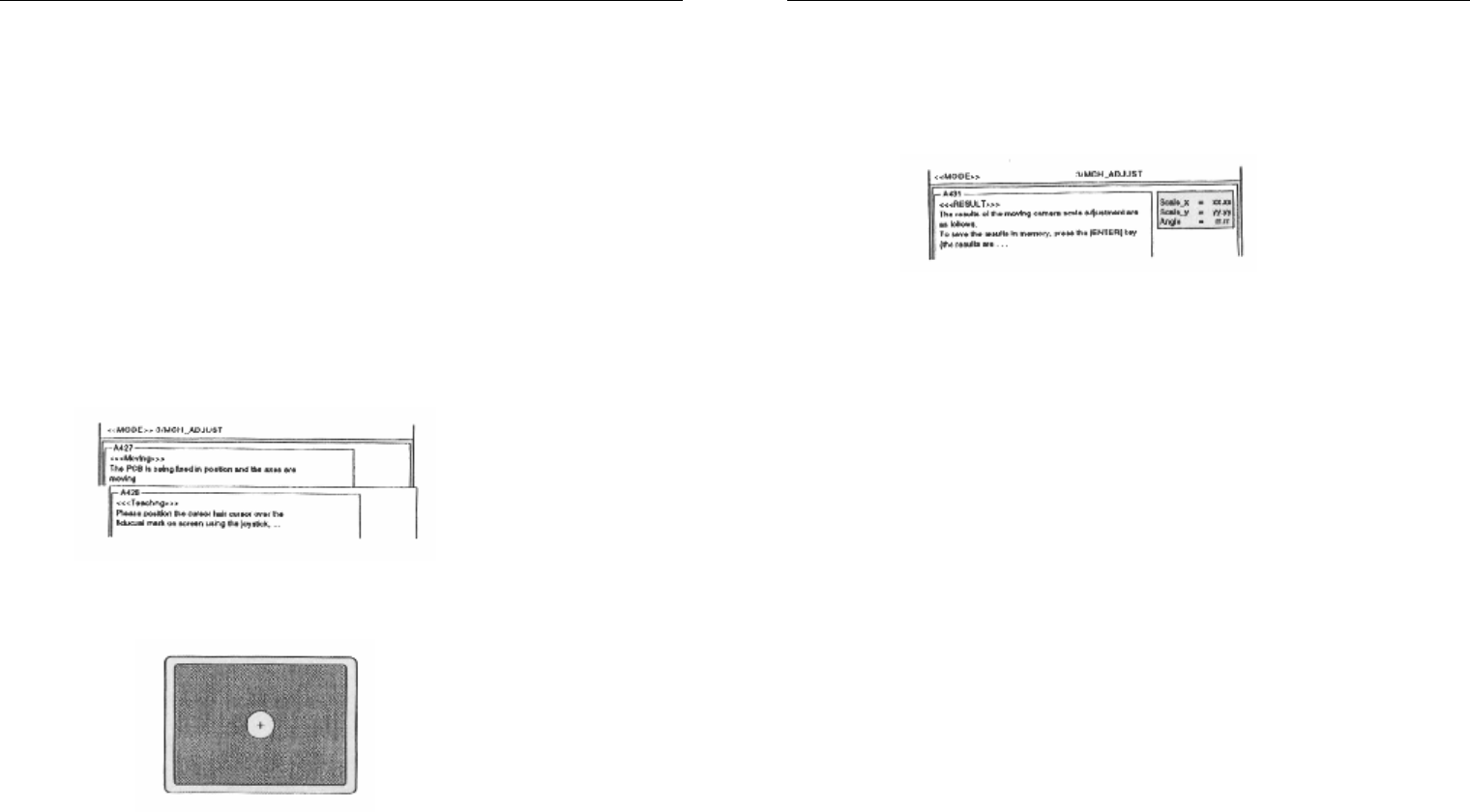
定位销与支撑销升起以固定 PCB,工作头移动至 PCB 上方。示 教屏幕上
出现基准标记。
第九步 移动基准标记至屏幕中央
操纵 YPU 摇杆将标记与屏幕中心十字线对齐
第三章 调整
3-68
第十步 按回车键开始校准。
移动镜头以 X 与 Y 两方向移动。镜头放大比例基于光学显示器上的移动
量执行校准,结果显示于屏幕上。
校准完成后支撑销与定位销自动松开。
第十一步 按回车键保存校准结果。
按[ESC]键以取消校准结果。
第十二步 保存校准设置。
选择<B2 SAVE DATA>或<B0 SAVE & QUIT>并按回车键。(选择<B3
RECOVER ADJUST>或<B7 QUIT>并按回车键以不保存退出)
第十三步 按急停键,取下 PCB。
第三章 调整
3-69
3.2. 复合光学镜头
YV100II 使用被称为复合光学镜头的 CCD 线性影像传感器识别元件。以
下复合镜头参数须作正确调整以准确识别元件。
l 复合镜头的调整参数
调整项目 备注
视野 使用刻度尺与辅助调整命令
焦距与镜头光圈 使用焦距调节工具
发光度 使用亮度调节工具
镜头标度(放大比例) 已知尺寸的 SOP
双向识别偏差 已知尺寸的 SOP
3.2.1. 调整视野
使用以下过程调整复合光学镜头的视野。预先准备一把可由一号头吸取
的钢尺。
第一步 在一号头上拾取一个 QFP。
确保安全,使用<3/3/A5 CHANGE NOZZLE>命令在一号头上安装 33 或
34 型吸嘴。(如果机器没有装配自动换嘴站,按下急停按钮,然后手动换嘴。)
警告
当你执行“换嘴”命令时,工作头快速向换嘴站移动。确保身体各部位
处于机器可移动范围之外。
第三章 调整
3-70
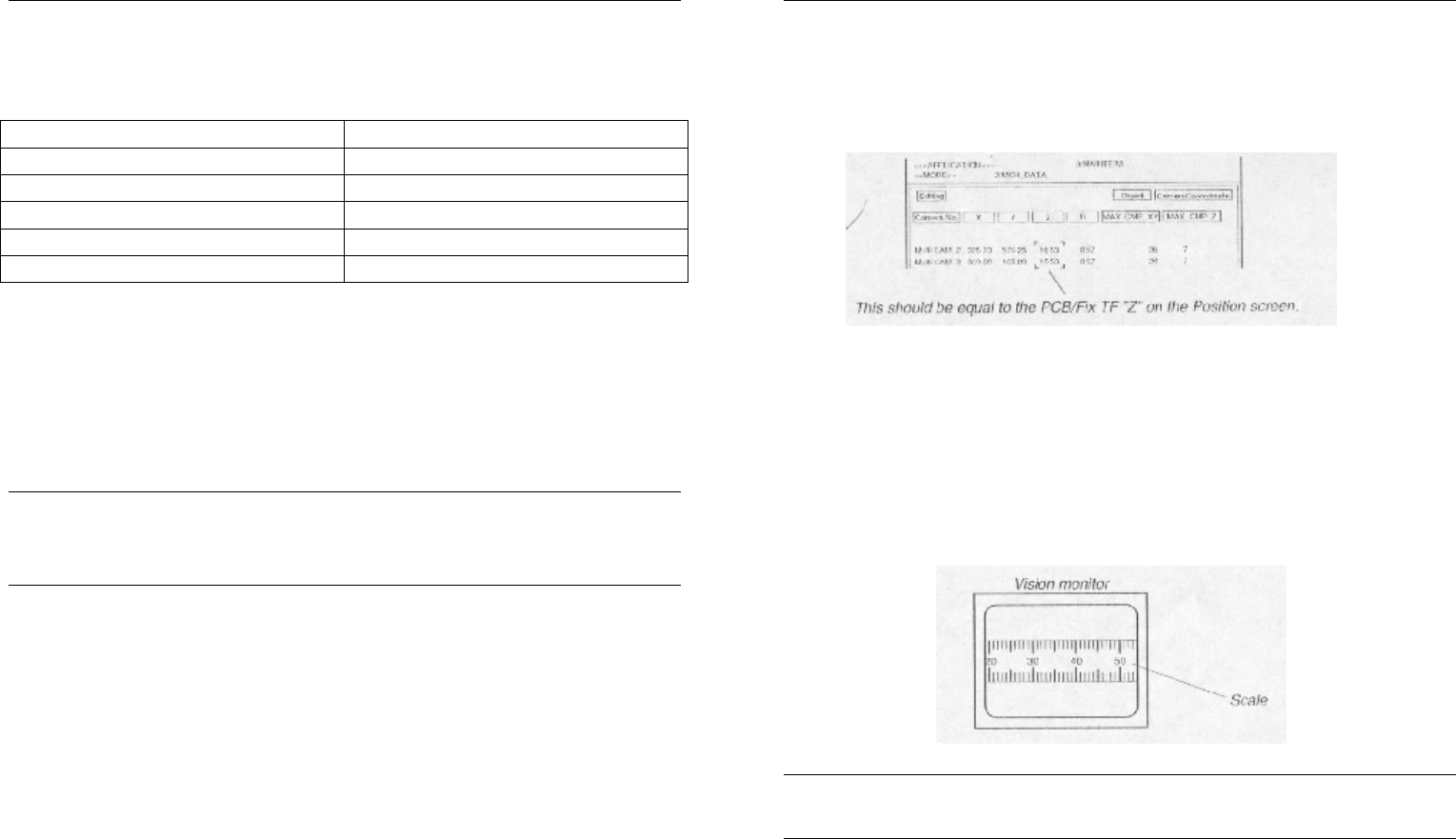
第二步 在镜头坐标屏幕检查“Multi CAM. Z”。
选择<3/2/A1 SELECT TARGET>-“CameraCoordinate”并按回车键。检查“”
设置使其等于 Position 屏幕中的 PCB/Fix TF 的“Z”值。如 果不 是,以数字键
修改。
第三步 使用辅助调整以显示镜头视野。
1 打开元件数据库,移动光标至 100 脚 QFP 元件。如果机器装有单光学镜
头,将 PICK&MOUNT 子窗口中的贴装动作参数设为“QFP”。
2 按[F6]键输入辅助调整模式。
3 执行<PICKUP COMP.>命令选择一号头。一号头移动至拾取位置。
4 按下急停按钮,在一号头上以平行于 Y 轴方向拾取钢尺。
5 取消急停,执行 VISION TEST 命令。工作头在复合镜头上方移动,刻度
尺的影像显示于光学显示器上。
参考
辅助调整的详细操作见操作手册