YV100II维修手册.pdf - 第62页
第 三章 调整 3 - 97 第 十 步 调整 供料 器 平台 的 方 向 。 松 开 临 时 固 定供 料 器 平台的 螺栓 , 仔 细 旋转 平 台使 之 平行于 X 轴 。 第 十 一步 调整 结 束 后 牢 固 锁紧螺栓 。 确 保 供 料 器 平台 固 定 后仍然 平 台于 X 轴 。 然后 , 执行 “ 4.2 示 教 供 料 器 平台 位 置 ” 。 第 三章 调整 3 - 98 4.2. 示 教供料 器 平台 位置 前后…
第三章 调整
3-95
4. 供料器平台
正确调整供料器是贴片机工作所必不可少的。不正确的调整将导致各头
元件拾取率下降。
4.1. 供料器平台平行度调整
供料器平台以螺栓固定于贴片机主体机座上。在正常工作条件下,供料
器平台无需调整。然而,如果重新安装供料器平台,首先按以下步骤进行平
行度调整。( 精 细 调整供料器位置见下节“4.2 示教供料器平台位置”)
准备两个相同的装有一卷片状元件的带装供料器。( 例 如 :2125或 1608)。
l 供料器平台(顶视图)
第一步 按下急停按钮。
第二步 检查工作头所装吸嘴。
使用适于小片状元件的吸嘴(例:31 型)
可使用任意工作头以调整平行度。
第三步 临时将供料器平台固定于供料器基座上。
手紧螺栓于交错孔的中心位置使供料器平台可旋转,以调整平行度。
第四步 在供料器平台上安装两个带装供料器。
带装供料器必须相同并装有同种元件。安装时尽可能远距离且可调节螺
栓。( 例 如 距 两 个 边 缘 2 或 3 个 位 置。)
第三章 调整
3-96
第五步 取消急停。
确保安全,松开紧急停止按钮。按 YPU 上的[READY]键。
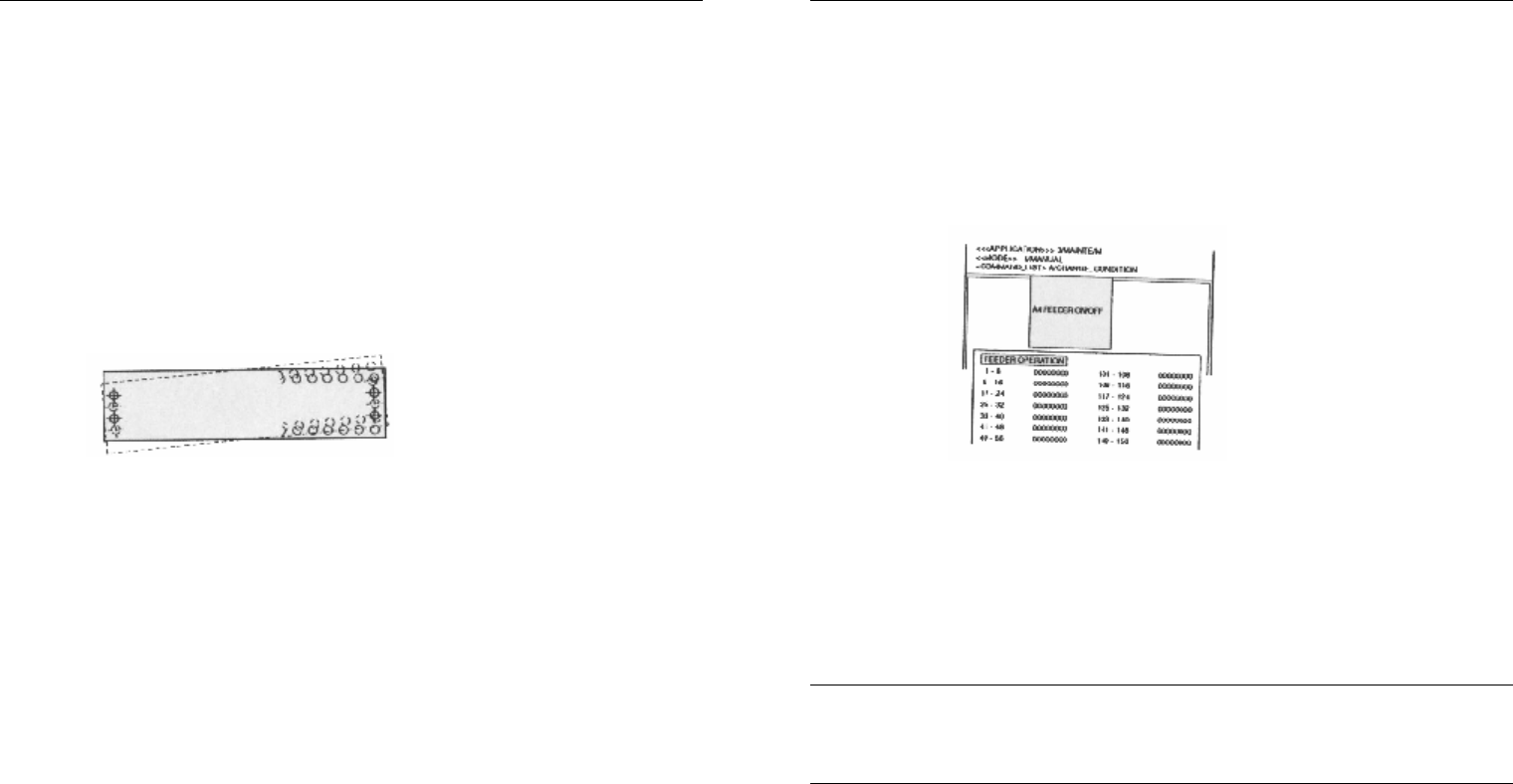
第六步 打开带装供料器的挡块。
1. 选择<3/4/A4 FEEDER ON/OFF>并按回车键。
2. 使用方向键移动光标至装有供料器的号码上并按回车键。
当供料器打开时状态显示变为“1”。
第七步 移动工作头至一个带装供料器上面。
在手动模式中操纵 YPU 摇杆,移动工作头至元件拾取位置上方。以[SEL
AXIS]或[AXIS GROUP]键以切换 Z 轴与 XY 轴。使吸嘴尖处于元件中心。
第八步 然后,移动工作头至另一供料器上方。
确保吸嘴不与供料器干涉,操 纵 YPU 摇杆移动工作头 X 轴移动至另一供
料器上方。以 [SEL AXIS]或[AXIS GROUP]键以切换 Z 轴与 XY 轴,降低吸嘴
检查吸嘴尖相对于元件的位置(Y 向)。
小 心
工作头移动至另一供料器上时,不要作 Y 轴移动。如果 Y 轴移动,则平
行度调整将不精确。
第九步 按下紧急停止按钮,比较以上两个位置。
如果两个位置 Y 轴上基本相同,则无需作调整。( 精 细 调整将于下节“4.2
示教供料器平台位置”执行)。
如 果偏差太大,则平台 X 轴不平行,按下步重新调整。
第三章 调整
3-97
第十步 调整供料器平台的方向。
松开临时固定供料器平台的螺栓,仔细旋转平台使之平行于 X 轴。
第十一步 调整结束后牢固锁紧螺栓。
确保供料器平台固定后仍然平台于 X 轴。然后,执行“4.2 示教供料器
平台位置”。
第三章 调整
3-98
4.2. 示教供料器平台位置
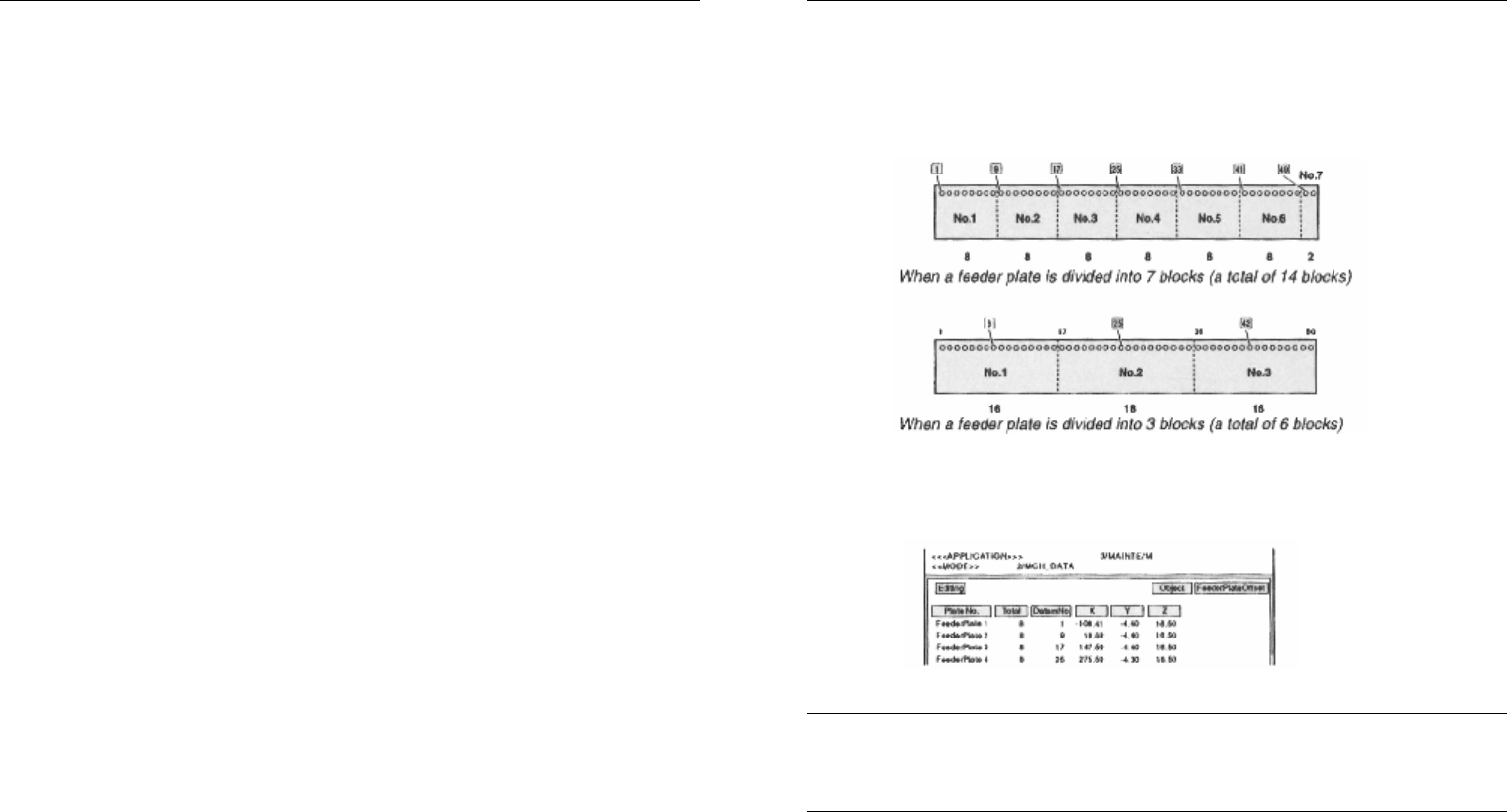
前后供料器平台各有 50 个供料器安装位置可用。拾取位置分成最多 16
个位置组成的区域。各个区域的供料器安装位置均可设为基准位置。
l 供料器平台基准位置
基准供料器安装位置可由机器数据模式中的<3/2/A1 FeederPlateOffset>
设定。此屏幕的数量栏 Total 为供料器设置区域分配的数量。
l 供料器平台偏差屏幕
小心
在数量栏(Total), 输 入 正确的分配于各设置区域的供料器安装位置。前
后供料器平台的位置总数应为 50。否则将发生错误。
第三章 调整
3-99
欲执行示教基准供料器平台位置,使用 1 号头进行(或 1 号头无法到达
的位置使用 2 号头)。
小心
当使用 2 号头时,应预先调整工作头偏差。如尚未调整,执行贴装反馈
功能。(见本章“7. 贴装反馈”)。 然后执行此 2 号头示教。
第一步 按下紧急停止按钮。
第二步 检查各头是否安装了吸嘴。
推荐使用小型片状的吸嘴(例:31 型)
第三步 在基准供料器平台上安装带状供料器。
可使用平行度调整时所用的供料器。
第四步 取消急停。
确保安全,松开急停按钮。按 YPU 上的[READY]键。
第五步 打开带装供料器的挡块。
1. 选择<3/4/A4 FEEDER ON/OFF>并按回车键。
2. 使用方向键移动光标至装有供料器的号码上并按回车键。
当供料器打开时状态显示变为“1”。
第六步 移动工作头至带状供料器的上方。
操纵 YPU 摇杆,移动工作头至带状供料器上方。以[SEL AXIS]或[AXIS
GROUP]键以切换 Z 轴与 XY 轴,降低吸嘴使吸嘴尖对齐元件的中心。
参考
使用<A6 EDIT 5_WAY SPEED>或<A2 RUNNING SPEED>命令可选择精
细移动速度。也可轻微倾斜摇杆以获得低速移动。
第三章 调整
3-100
第七步 降低示教工作头的吸嘴尖检查位置。
按下急停按钮,以手降低示教工作头,检查吸嘴尖是否位于元件中心。
如果不是,则重新调整。
参考
在急停条件下,旋转联接马达的联轴器以获得各轴的移动。
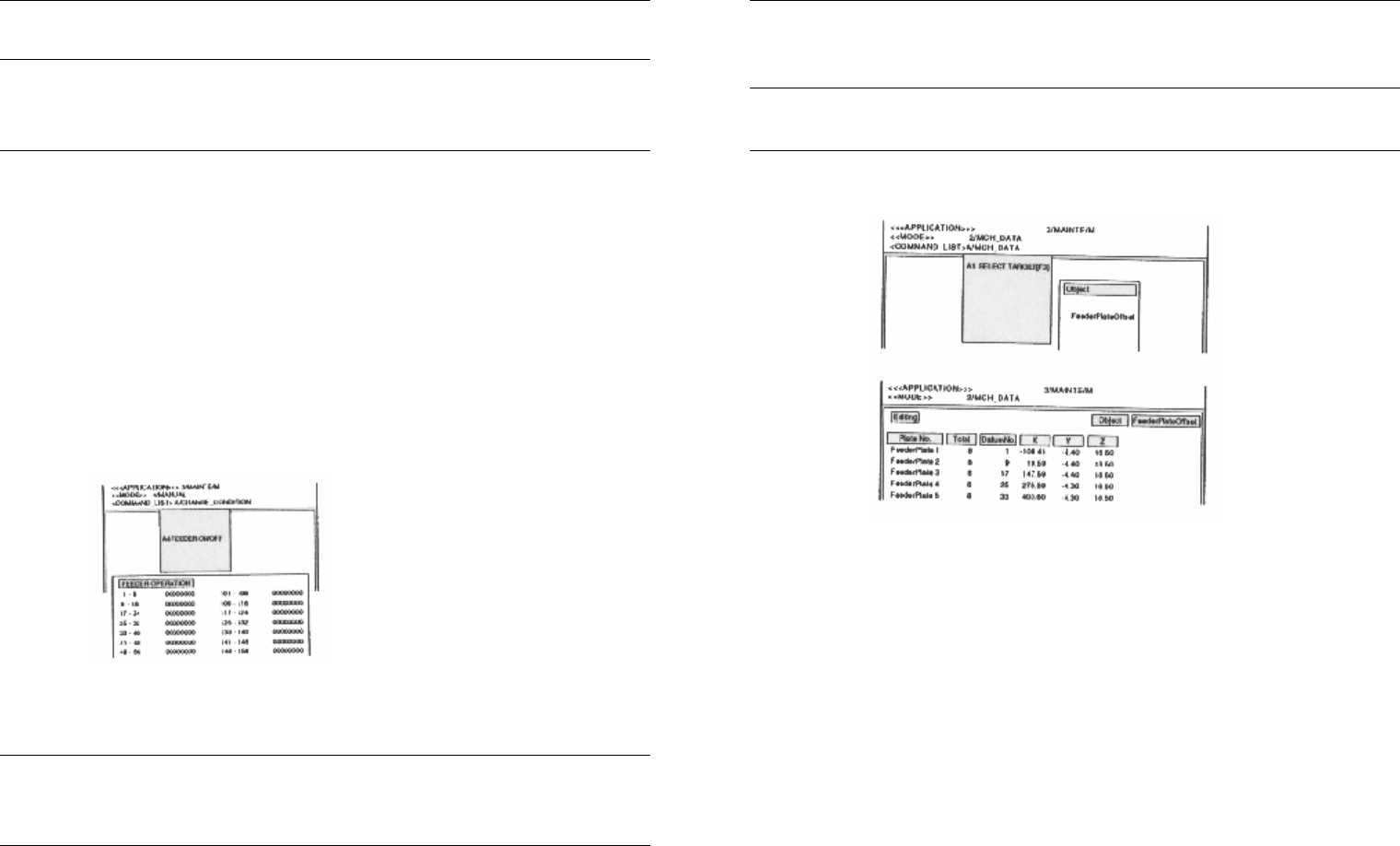
第八步 打开供料器平台偏差屏幕。
选择<3/2/A1 SELECT TARGET>-“FeederPlateOffset”并按回车键。
第九步 移动光标至示教的供料器平台号的“X“栏。
必须选择第六步工作头所移动到的供料器号。
第十步 按[F10]键设置示教条件。
选择示教头号与速度。
第十一步 按[F10]键两次以执行示教。
X坐标值即输入。
第十二步 移动光标至示教的供料器平台号的“Y“栏。
第十三步 按[F10]键两次执行示教。
Y坐标值即输入。