YV100II维修手册.pdf - 第59页
第 三章 调整 3 - 91 按 [ E S C] 键 两 次 ,选 择 < C 0 S A V E & E X I T> 并 按 回车 键。 第 五 步 进 入机器调整 模 式并 执行“ S i n g l e C a m . S c a le ” 工 具 。 1 . 选 择 < 3 / 3 / B 1 AD J U S T T A R G E T >- “ S i ng l e C a m . Sc …
第三章 调整
3-89
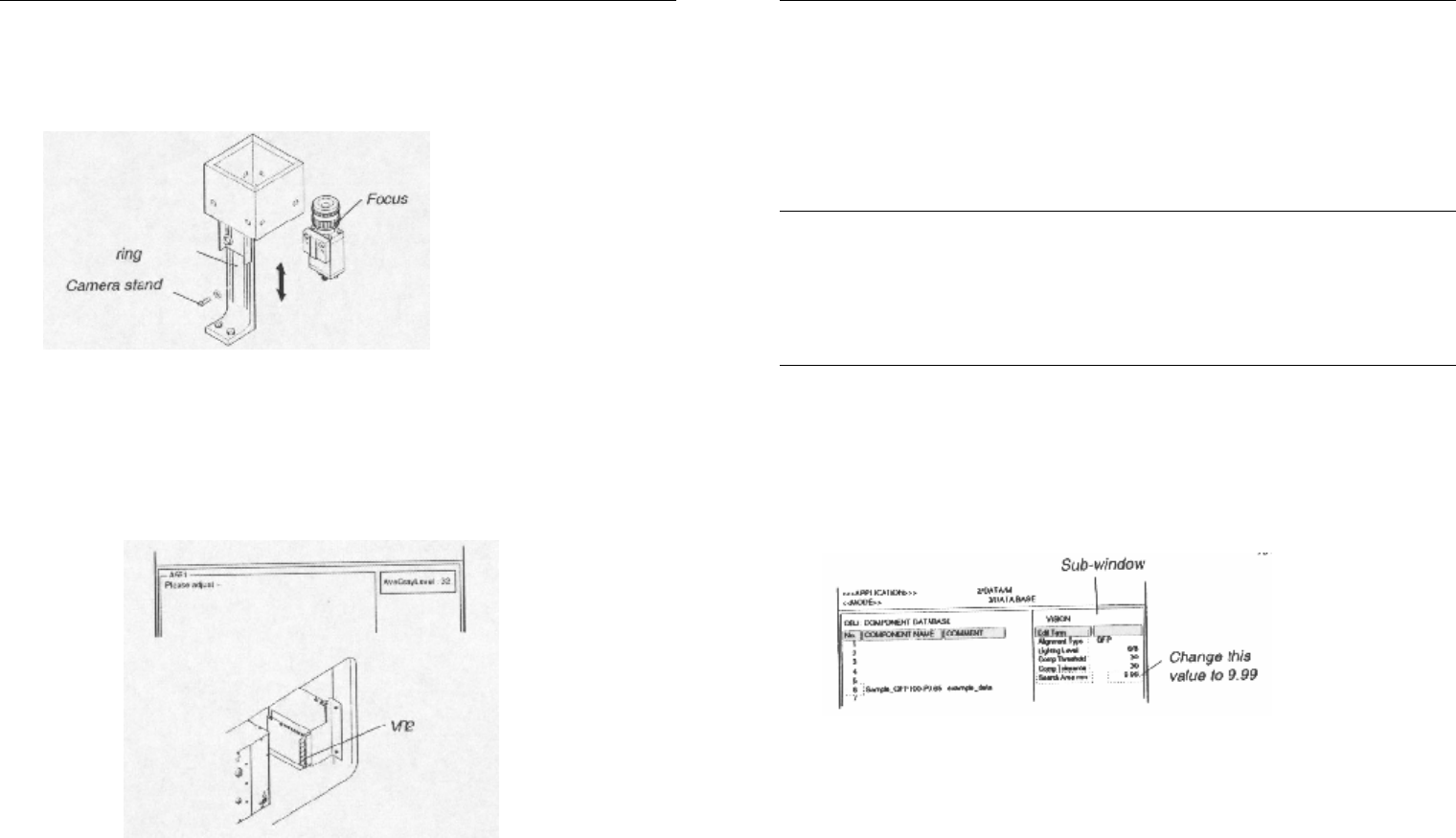
第四步 按下急停按钮,调整镜头安装高度。
将焦距调节环调节至“0”,按以下步骤调节镜头安装高度,以获得理想
的焦距。
l 单光学镜头焦距调整
第五步 重新检查焦距。
取消急停并按回车键以重新调整。再次检查焦距,必要的话重复第四步。
第六步 按下急停按钮,调整单光学镜头发光度。
“AveGrayLevel”结果显示于屏幕右上角。调节 LED 驱动板上的 VR2,
使显示结果处于理想范围(32±3)。 当 结 果 以 红 色 高 亮 时,发光度即处于理
想范围。
第七步 按[ESC]键或回车键退出调整。
无机器数据保存。
第三章 调整
3-90
3.3.2. 调整单光学镜头标度
单光学镜头标度代表相当于一个像素的实际测量长度(以微米计)。 为 了
准 确 识 别元件,此参数须准确校正。此调整需要一个已知尺寸的 QFP。
第一步 准备元件以用作基准。
使用一个常用的登记于数据库中的 QFP 或 SOP。(如果使用没有登记于
数据库中的元件时,必须先作登记。)
参考
YAMAHA 推荐登记于数据库中的 QFP。例如,100 脚的 0.65 脚距的 QFP
(766 号:QFP100_0.65P_25.7L)或 208 脚的 0.5 脚距的 QFP(781 号:
QFP208_P0.5_30.6W)。 然而,对于最大识别范围为 15×15mm 的单镜头时,
使用 16-20 脚的 SOP。
第二步 在元件数据中编辑“Search Area mm”。
通常,登记于数据库中超过 500 序号的数据已写保护。在低于 500 号的
区域内复制数据。例如,以下步骤为复制至元件数据库第六号的元件数据。
1. 移动光标至数据行第六号。
2. 按[F4]键切换至“VISION”子窗口。更改“Search Area”为“9.99”
(最大)。此为可能出现的 QFP 拾取偏心所设。
第三步 执行辅助调整以识别元件
1. 按[F6]键输入辅助调整模式。
2. 使用辅助调整命令,检查元件是否正确识别。需要时根据识别结果调
整或编辑参数。结束辅助调整后保留元件吸着。
第四步 保存编辑数据。
第三章 调整
3-91
按[ESC]键两次,选择<C0 SAVE&EXIT>并按回车键。
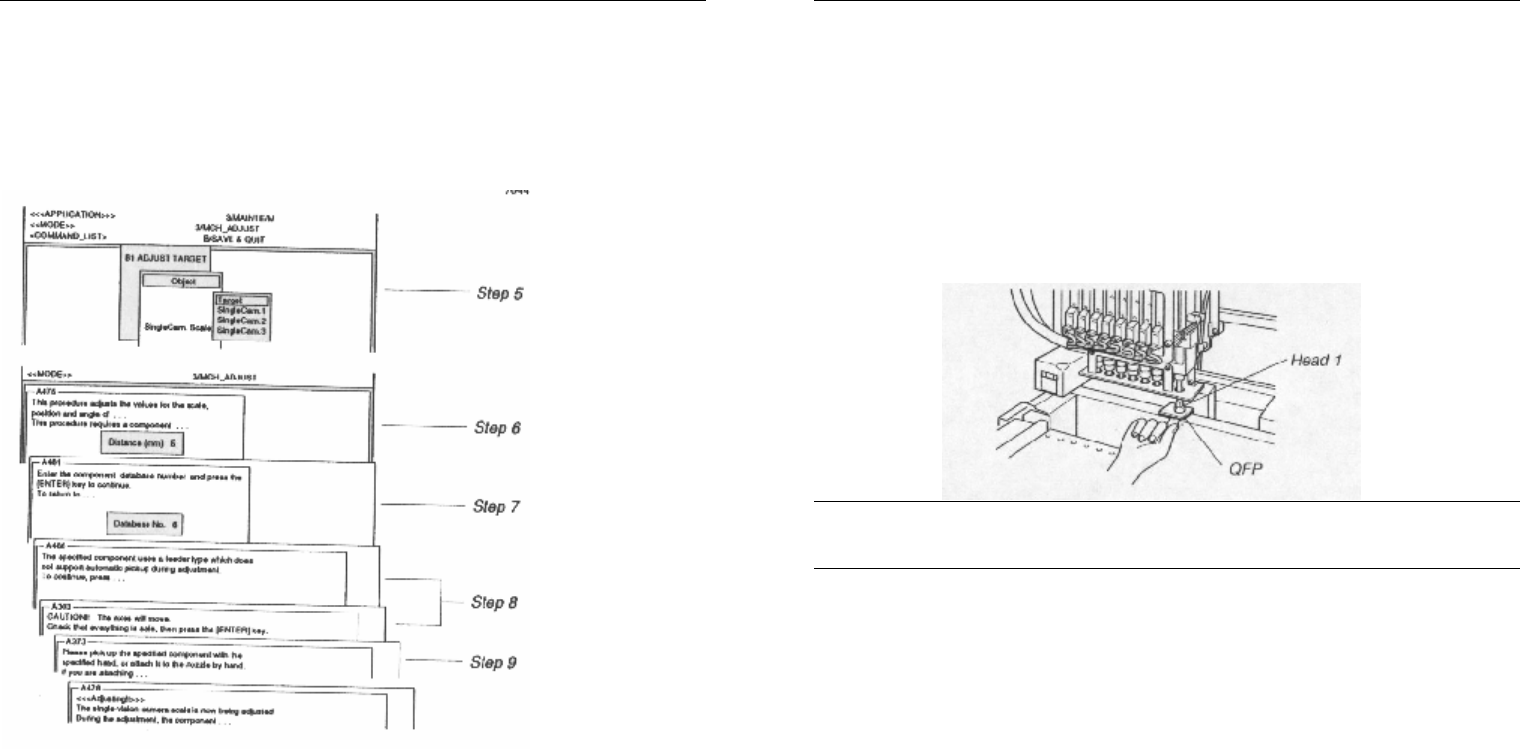
第五步 进入机器调整模式并执行“SingleCam.Scale”工具。
1. 选择<3/3/B1 ADJUST TARGET>-“SingleCam.Scale”-“CameraNo.” 并
按回车键。
2. 选择“Camera No.”并按回车键。
镜头号以视野范围排序。
第三章 调整
3-92
第六步 确认“Distance(mm) 5”显示并按回车键。
正常情况下,选择移动距离为“5”(毫米)。
第 七 步 输入元件数据库号并按回车键。
在此输入事先编辑的数据库号 6。
第八步 确保安全,按回车键两次。
工作头移动至元件拾取位置。
第九步 按急停按钮,轻微移动元件偏离吸嘴中心。
l 拾取元件
小心
当使用矩形元件时,长边与 X 轴平行。
第十步 取消急停并按回车键。
松开急停按钮并按 YPU 上的[READY]键。
第三章 调整
3-93
第十一步 确保安全,再次按下回车键。
头 1 移动至单镜头上方,QFP 显示于视觉显示器上。
当旋转吸嘴时,机器测量镜头标度,位置与角度共 5 次。结果显示于操
作显示器的右上方。
参考
“Cam.posX”及“Cam.posY”值表明以前位置与测量的不同。如果先前
位置正确,“Cam.posX”及“Cam.posY”值应为接近 0。
第十二步 按回车键保存校正结果。
如不保存校正结果按[ESC]键。
第十三步 当校正结束,丢弃元件。
按回车键丢弃元件。如要不丢弃元件退出,按 [ESC]键并按屏幕信息操作。
第十四步 保存校正数据。
选择<B2 SAVE DATA>或<B0 SAVE&QUIT>并按回车键。
第十五步 返回编辑数据的原始设置。
如需要的话返回第二步编辑数据。如要保留此数据,建议输入一个合适
的注释。
第三章 调整
3-94
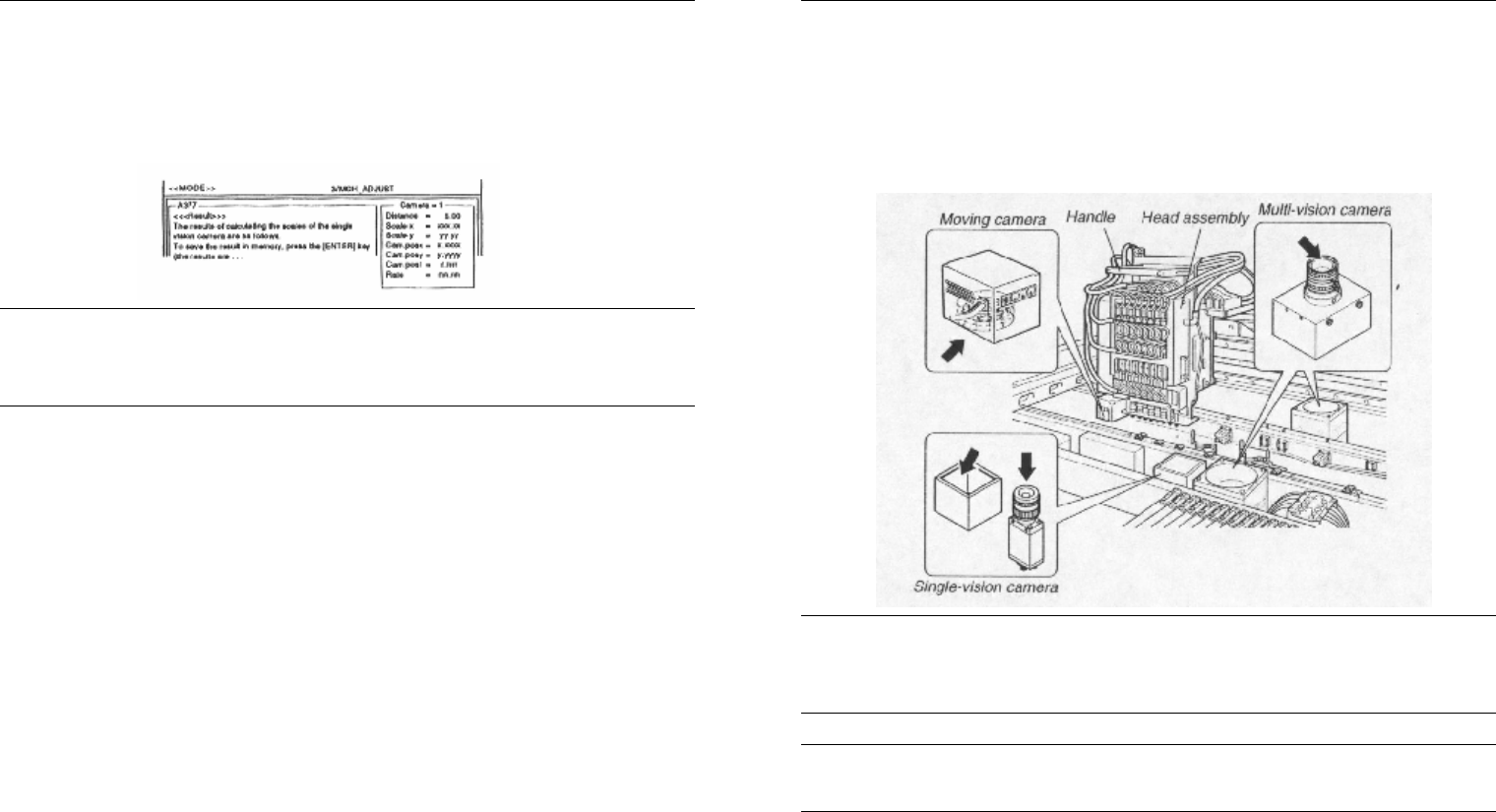
3.4. 光学系统
如同第二章的检查与维护过程所述,光学系统需定期清洁。另外,当作
移动镜头,复合光学镜头调整时,预先清除灰尘与杂物。
欲清洁光学系统,使用清洁的棉棒,以酒精轻微润湿,轻擦镜头或激光
窗口。不要使用有机清洁剂。
l 清洁光学系统
小心
不要过于用力擦镜头,否则将影响光照方向。使光学参数不稳定。移动
工作头时需使用把手。
警告
在清洁光学系统的部件时确保紧急停止按钮已按下。