Manuel d’utilisation_VF366_fr.pdf - 第108页
5|Mise en service 5.3.10.5 Contrôle du chauffage à air comprimé ü Contrôle du chauffage à air comprimé : a) Dans l'encadré [Module de brasage] cliquer sur le bouton . ð La fenêtre de dialogue d'entrée [Chauff…
5|Mise en service
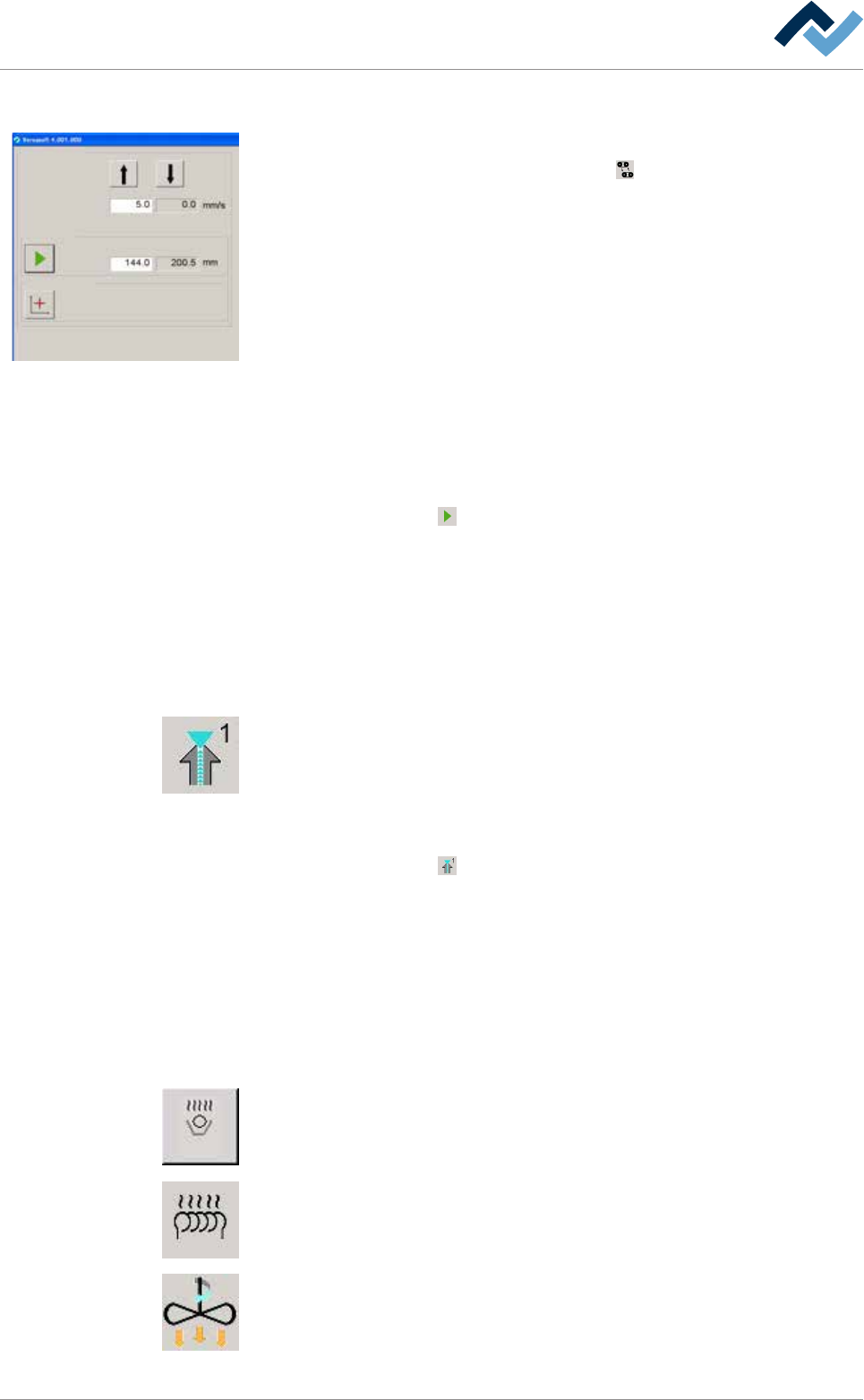
5.3.10.2 Vérifier le réglage de la largeur
Réglage largeur convoy.
Positionnement
Consigne Actuel
Consigne Actuel
Pas à pas
Positions spéciales
v
ü Voici comment contrôler la largeur convoyeur :
a) Dans la fenêtre de base, cliquer sur la touche
, la fenêtre de saisie [Réglage
largeur convoy.] apparaît.
b) [Consigne] Saisir la valeur de vitesse de [5mm/s].
ð Le réglage de la largeur convoyeur se déplace à cette vitesse pendant le
positionnement.
c) [Actuel] Affichage de la vitesse actuelle de positionnement du réglage de
convoyeur en [mm/s].
ü Régler manuellement le réglage de la largeur convoyeur à une valeur de
consigne définie
a) Dans le cadre [Positionnement], cliquer sur le champ de saisie [Consigne] et
saisir une valeur de consigne.
ð Le convoyeur s'ajuste à cette largeur.
b) [Actuel] Affichage de la largeur actuelle du convoyeur [mm].
c) Cliquer sur la touche
pour démarrer le positionnement manuel. En cas de
réglage en cours, la touche reste représentée en jaune.
d) Mesurer l'écart des montants de convoyeur entre les deux montants du
convoyeur et comparer le résultat avec la valeur réelle affichée. Si la valeur me-
surée ne coïncide pas avec la valeur affichée, le réglage de largeur convoyeur
doit être ajusté.
5.3.10.3 Contrôler le module fluxeur
ü Voici comment contrôler le module fluxeur :
a) Dans la fenêtre de base, cliquer sur le symbole du module fluxeur.
ð La fenêtre de saisie [Module fluxeur 1] s'ouvre.
b) Dans le cadre [Têtes de fluxage] cliquer dans le champ de saisie [Consigne] et
saisir une valeur dans [%] de la puissance maxi de la pompe.
c) Cliquer sur la touche
.
ð Le fluxeur s'allume et pulvérise le flux. Lorsque le fluxeur est activé, la
touche est représentée en jaune.
d) Éteindre à nouveau le fluxeur.
e) Répéter le processus sur toutes les têtes de fluxage disponibles.
ð Cela termine le processus.
5.3.10.4 Vérifier les modules de préchauffage
ü Voici comment contrôler les modules de préchauffage :
a) Cliquer successivement sur les symboles de tous les modules de préchauffage
et saisir les valeurs de consigne de température dans leurs fenêtres de saisie.
b) Activer les modules de préchauffage. En même temps, comparer les valeurs
réelles aux valeurs de consigne saisies.
ð En cas de chauffage activé, les symboles sont représentés en jaune. Pour
les modules de préchauffage avec convection, ceux-ci sont également acti-
vés. Les symboles correspondants sont représentés en jaune.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 107/567
5|Mise en service
5.3.10.5 Contrôle du chauffage à air comprimé
ü Contrôle du chauffage à air comprimé :
a) Dans l'encadré [Module de brasage] cliquer sur le bouton
.
ð La fenêtre de dialogue d'entrée [Chauffage] (supérieure) s'ouvre .
b) Dans l'encadré [Chauffage] cliquer sur le bouton
.
ð Le chauffage est allumé, le bouton devient jaune. Simultanément, dans
l'encadré [Convection] le bouton
devient également jaune.
c) Dans l'encadré [Convection] cliquer sur le bouton
.
ð Le [Flux d´air plus fort] s'allume et le bouton devient jaune.
d) Dans l'encadré [Chauffage] insérer dans le champ de saisie [Température] une
valeur configurée.
e) Comparer la valeur actuelle avec la valeur nominale configurée.
ð La valeur actuelle doit changer.
f) Dans l'encadré Chauffage, cliquer sur le bouton
.
ð Le chauffage et la convection s'éteignent.
Cliquer sur la touche
pour fermer la fenêtre.
5.3.10.6 Contrôle de la température de la pâte à souder
ü Contrôler la température de la pâte à souder :
a) Cliquer sur le symbole du module de brasage et saisir une valeur configurée de
température dans la fenêtre de dialogue d'entrée [Pot de brasage].
b) Allumer le chauffage du pot de brasage en cliquant sur le bouton
. Simulta-
nément, comparer les valeurs actuelles avec les valeurs nominales configurées.
ð Avec le chauffage allumé, ce symbole devient jaune. Longtemps après, la
valeur actuelle de la température affichée doit changer.
5.3.10.7 Démarrage de l'alimentation d'azote
ü Voici comme activer l'alimentation en azote:
a) Régler la pression correcte de l'alimentation en azote sur l'unité de service. Li-
sez à ce sujet le chapitre Technique des gaz de protection (azote).
b) Cliquer sur le symbole du module de brasage et dans le cadre [Fonctions com-
mutation] cliquer sur la touche [
] pour activer l'acheminement d'azote.
ð Lorsque l'alimentation en azote est active, le symbole est représenté en
jaune.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 108/567
5|Mise en service
5.3.10.8 Contrôler la butée et la fixation du circuit
Nous vous expliquons ce processus en prenant exemple sur un module de brasage.
Vérifiez toutes les butées disponibles sur la machine de la même manière.
ü Tout d'abord, régler la largeur de convoyeur et déposer un circuit à l'entrée de
la machine.
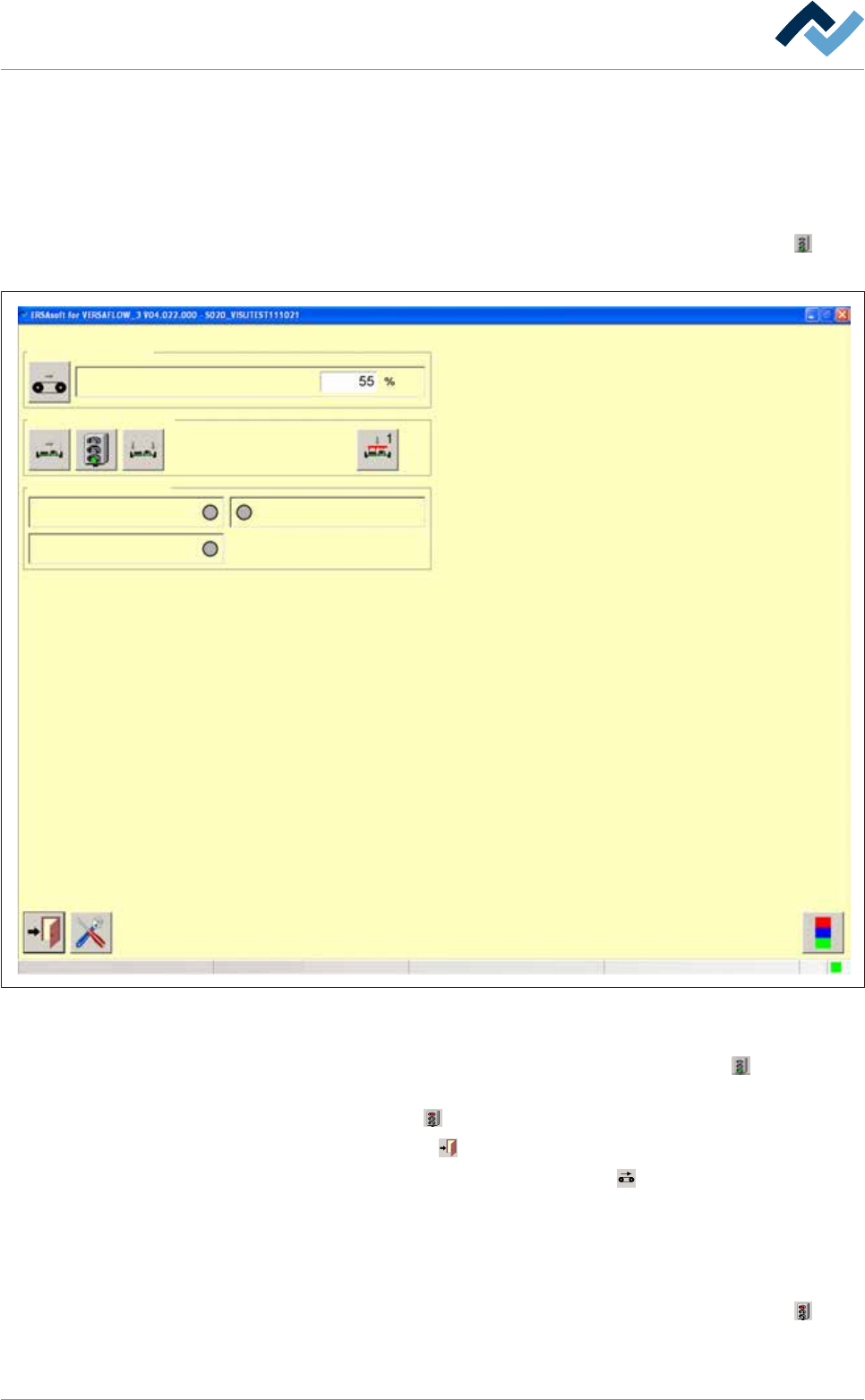
a) Dans la fenêtre de base, dans le cadre [Brasage], cliquer sur la touche
. La fe-
nêtre de saisie [Module de brasage] apparaît :
Edition Module de brasage
Vitesse convoyeur
Convoyeur
Fonctions commutation
Pièces à braser dans le moduleCapteurs
Signal du capteur
Module pas vide
Signal capteur temporisé
Utilisateur:
sans
Mode maintenance
Fig.18: La fenêtre de saisie
ü Contrôler la butée et la fixation du circuit :
a) Dans le cadre [Fonctions commutation], cliquer sur la touche
.
ð Ainsi, la butée est fermée au niveau du module de brasage. La touche se
transforme en
.
b) Cliquer sur la touche
pour fermer la fenêtre.
c) Dans la fenêtre de base; cliquer sur la touche
dans la barre de symboles in-
férieure, pour ajuster tous les convoyeurs.
ð Le circuit est maintenant transporté jusqu'au module de brasage et y est
arrêté par la butée.
d) Arrêter le convoyeur.
e) Dans la fenêtre de base, dans le cadre [Brasage], cliquer sur la touche
. La fe-
nêtre de saisie [Module de brasage] apparaît.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 109/567