Manuel d’utilisation_VF366_fr.pdf - 第202页
6|Description des fonctions – Le registre [Z durant déplacement] Saisissez ici la distance de la buse de bra- sage par rapport au dessous du circuit en [mm]. La distance est maintenue pendant la course de positionnemen…
6|Description des fonctions
6.9.11.2 Set de données module de brasage (pot de brasage simple)
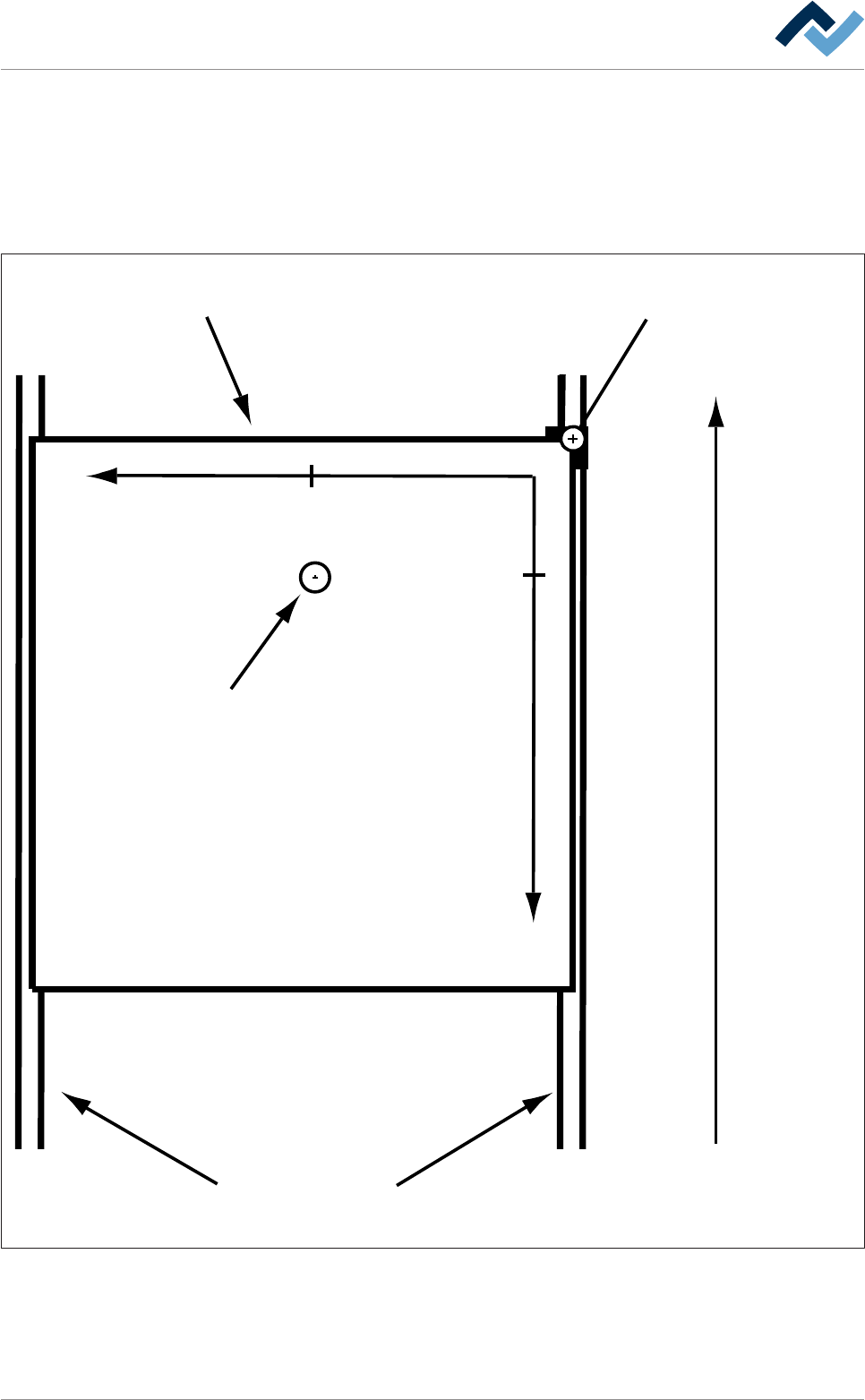
Il est possible de saisir les positions d'arrivée de la buse dans les registres sous
forme de coordonnées. Lorsque les coordonnées sont saisies, celles-ci sont tou-
jours traitées comme coordonnées d'arrivée, à partir de la barrière (= point zéro). À
l'aide du clavier, il est possible de saisir les coordonnées en [mm], avec une préci-
sion de 1/10 de mm. Observer le dessin suivant :
Sens du convoyage
Butèe (= origine)PCB
Convoyeur
+Y
+X
29,5
13,5
Buse
Fig.44: Saisie des coordonnées pour le brasage : Dans l'exemple présenté, la buse se trouve en position finale [X = 13,5] / [Y = 29,5]
(vue d'en haut)
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 201/567

6|Description des fonctions
– Le registre [Z durant déplacement] Saisissez ici la distance de la buse de bra-
sage par rapport au dessous du circuit en [mm]. La distance est maintenue
pendant la course de positionnement de la buse de brasage.
– Le registre [Position finale X [mm]] : Saisissez ici la position finale de la buse
dans la direction X en [mm].
– Le registre [Position finale Y [mm]] : Saisissez ici la position finale de la buse
dans la direction Y en [mm].
– Le registre [Vitesse X/Y [mm/s]] : Saisissez ici la vitesse de déplacement de la
buse en [mm/s]. La buse se déplace à cette vitesse jusqu'à la position finale X/
Y.
– Le registre [Position finale Z [mm]] : Saisissez ici la distance de la buse de bra-
sage par rapport au dessous du circuit en [mm]. La buse de brasage est relevée
à cette distance après avoir atteint la position finale [X/Y]. Si une valeur est sai-
sie ici, la buse est relevée et le brasage a lieu. Si aucune valeur n'est saisie ici, le
brasage n'aura pas lieu. La buse se positionne uniquement.
– Le registre [Vitesse Z [mm/s]] : Saisissez ici la vitesse de déplacement de la
buse en [mm/s]. La buse se déplace à cette vitesse jusqu'à [Position finale Z
[mm]].
– Le registre [Hauteur vague [%]] : Saisissez ici la hauteur de la vague en [%].
Cette valeur est maintenue pendant le positionnement et pendant le brasage.
– Le registre [Durée brasage [s]] : Saisissez ici la durée de brasage en [s]. Si une
valeur de durée de brasage est saisie, la tête de fluxage se déplace jusqu'à la
position finale X/Y/Z et il est procédé pendant la durée [Durée brasage [s]] au
fluxage d'un point. Si aucune valeur de durée de brasage n'est saisie, la tête de
fluxage se déplace jusqu'à la position finale X/Y/Z et il est procédé au fluxage
d'une bande pendant le mouvement de déplacement.
– Le registre [Vague coupée [%]] : Saisissez ici une valeur en [%]. La hauteur de la
vague est réduite à cette hauteur à la fin de [Durée brasage [s]]. La vitesse de la
réduction est influencée par [Durée coupure [s]].
– Le registre [Durée coupure [s]] : Saisissez ici une valeur en [s]. Pendant cette
durée, la hauteur de la vague est réglée de la valeur [Hauteur vague [%]] à la
valeur [Vague coupée [%]].
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 202/567
6|Description des fonctions
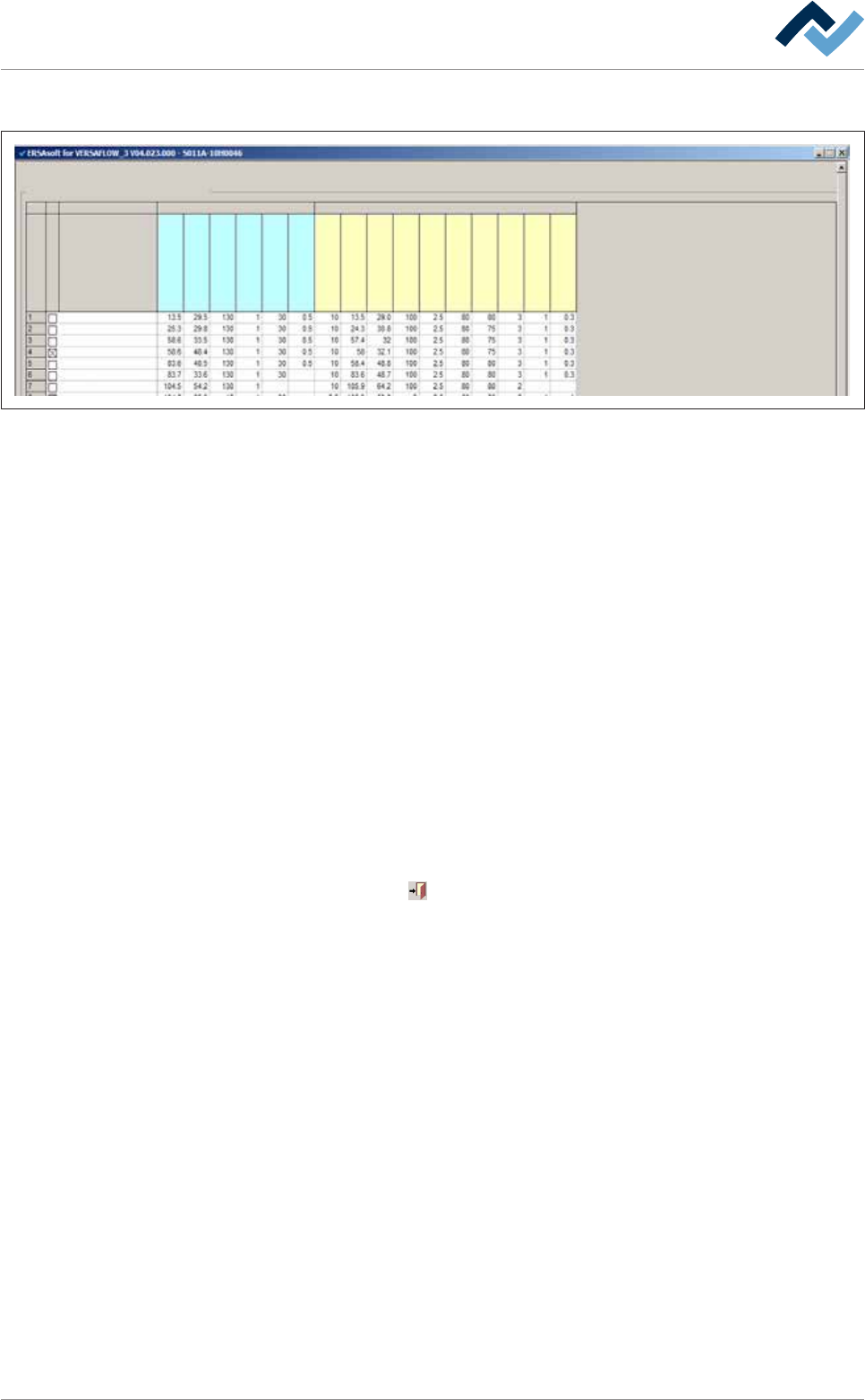
Exemple d'application
Editeur de programmes de brasage
Donées fluxage/brasage
Donées fluxage/brasage
Module fluxeur Module de brasage 1
Coordonnées
Ignorer
Déscription
Position finale X [mm]
Position finale Y [mm]
Vitesse X/Y [mm/s]
Mode
Dosage flux [%]
Durée fluxage [s]
Z durant déplacement [mm]
Position finale X [mm]
Position finale Y [mm]
Vitesse X/Y [mm/s]
Position finale Z [mm]
Vitesse Z [mm/s]
Hauteur vague [%]
Durée brasage [s]
Vague coupée [%]
Durée coupure [s]
– Jeu Numéro 1 : La position [X = 13,5] / [Y = 29,0] est suivie avec [Vitesse X/Y
[mm/s]] à une vitesse de 100 mm/s. La distance au circuit [Z durant déplace-
ment [mm]] est ici de 10 mm. La buse est alors relevée à [Position finale Z
[mm]Vitesse Z [mm/s]] = 80 mm/s et brase un point à une [hauteur de vague
80%] pour une [Durée brasage [s]] de 3 secondes. Durant la [Durée coupure [s]]
de 0,3 secondes, la hauteur de la vague est réduite de la valeur [Vague coupée
[%]] de 1%.
– Jeu Numéro 4 : Ce set de données est ignoré (la case [Ignorer] est activée). Le
set de données n'est donc pas exploité.
– Jeu Numéro 7 et 8 : La position [X = 105,9] / [Y = 64,2] est suivie avec [Vitesse
X/Y [mm/s]] à une vitesse de 100 mm/s. La distance au circuit [Z durant dépla-
cement [mm]] est ici de 10 mm. La buse est alors relevée à [Position finale Z
[mm]] = 2,5 mm à une [Vitesse Z [mm/s]] = 50 mm/s et brase un point à une
[hauteur de vague 80%] pour une [Durée brasage] de 2 secondes. La vague
n'est pas abaissée. Maintenant le jeu numéro 8 est exploité, la buse de brasage
reste dans la position [Z durant déplacement [mm]] = 2,5 mm. La position [X =
105,9] / [Y = 53,8] est suivie avec [Vitesse X/Y [mm/s]] à une vitesse de 100
mm/s. Il est procédé ici au brasage d'une bande. Durant la [Durée coupure [s]]
de 0,3 secondes, la hauteur de la vague est réduite de la valeur [Vague coupée
[%]] de 1%.
Cliquer sur la touche
pour fermer la fenêtre.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 203/567