Manuel d’utilisation_VF366_fr.pdf - 第231页
6|Description des fonctions Les compteurs temporisés démarrent dans le cadre [Délai pour démarrer le compteur] Pour le type de compteur [Attente en production] (N-1) et [Attente congestion suc- cesseur] (N+1) vous pouv…
6|Description des fonctions
Consulter les durées de production dans le cadre [Saisie temps]
Dans ce cadre, vous pouvez consulter les éléments suivants :
– [Durée en maintenance] indique le temps passé par la machine dans le mode
de travail [Mode maintenance] depuis la mise en service.
– [Durée en production] indique le temps passé par la machine dans le mode de
travail [Mode automatique] et le temps de brasage effectué par la machine.
– [Attente en production] (N-1) indique le temps passé par la machine dans le
mode de travail [Mode automatique] et le temps de brasage effectué par la
machine, parce que plus aucun circuit n'a été livré par l'installation située en
amont.
– [Attente congestion successeur] (N+1) indique le temps passé par la machine
dans le mode de travail [Mode automatique] et le temps sans brasage effectué
par la machine, parce qu'aucun circuit n'as pu être évacué par l'installation si-
tuée en aval.
– [Total] indique les heures de fonctionnement de la machine depuis la mise en
service.
Consulter les quantités dans le cadre [Nombre de circuits]
Dans ce cadre, vous pouvez consulter les éléments suivants :
– [Actuellement dans machine] indique la quantité de circuits se trouvant actuel-
lement dans la machine.
– [Circuits entrés] indique la quantité de circuits qui ont parcouru la machine de-
puis la mise en service.
– [Circuits produits] indique la quantité de circuits qui ont parcouru sans défaut
la machine depuis la mise en service.
– [Circuits en défaut] indique la quantité de circuits en défaut qui ont parcouru la
machine depuis la mise en service.
Modifier les temps et les états de comptage
ü Modifier les temps et les états de comptage :
a) Cliquer sur la touche
dans la barre de symboles inférieure.
ð Les champs de saisie modifiables apparaissent maintenant en surbrillance
blanche.
b) Cliquer sur le champ de saisie souhaité et saisir la valeur.
ü Valider les réglages, fermer la fenêtre de dialogue.
a) Valider le réglage en cliquant sur la touche
.
b) Cliquer sur la touche
pour fermer la fenêtre.
INDICATION
Pourquoi y-a-t-il des écarts dans les états de comptage ?
Si, ces circuits sont retirés de la machine lors du processus de production, il est pos-
sible qu'il en résulte des différences de comptage entre les circuits entrés et ceux pro-
duits effectivement. Pour cette raison, il est possible de modifier les états de comp-
tage. Après modification des états de comptage, le comptage continue à partir de
l'état que vous avez indiqué.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 230/567

6|Description des fonctions
Les compteurs temporisés démarrent dans le cadre [Délai pour démarrer
le compteur]
Pour le type de compteur [Attente en production] (N-1) et [Attente congestion suc-
cesseur] (N+1) vous pouvez saisir une temporisation dans le cadre [Saisie temps].
Le compteur démarre après survenue de l'événement uniquement après expiration
de ce temps.
Dans ce cadre, vous pouvez consulter les éléments suivants :
– [Attente en production] (N-1) indique la temporisation jusqu'au démarrage du
compteur.
– [Attente congestion successeur] (N+1) indique la temporisation jusqu'au dé-
marrage du compteur.
Exemple :
ü La temporisation [Attente en production] (N-1) doit être de 3 secondes.
a) Saisir la valeur 3 dans le champ de saisie.
ð Si l'installation située en amont ne fournit plus de circuit, ce temps commence
alors à courir. Si, après expiration de ces 3 secondes, il n'y a toujours pas de cir-
cuit à l'entrée, le temps [Attente en production] dans le cadre [Saisie temps]
démarre.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 231/567
6|Description des fonctions
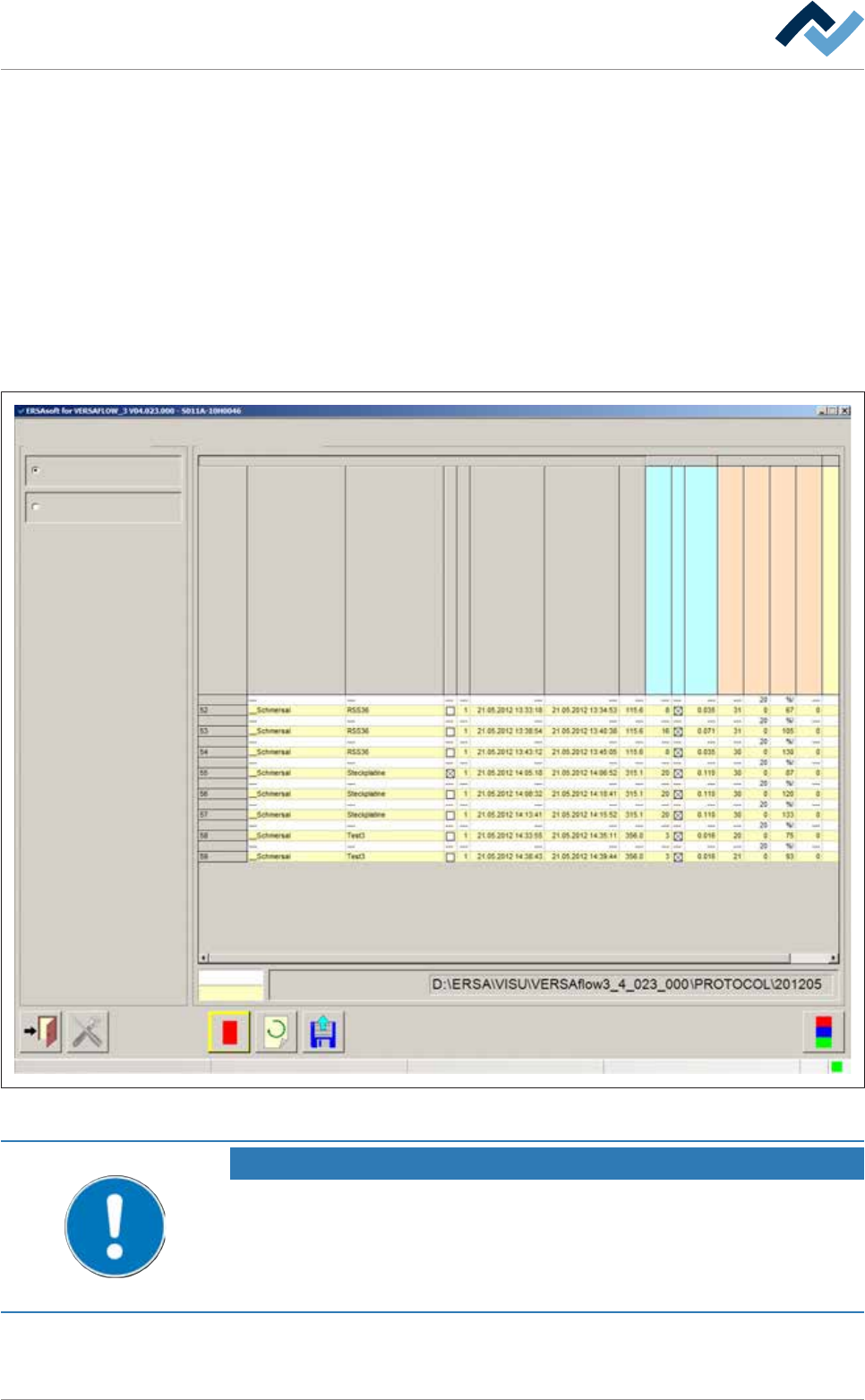
6.13.2 Rapport brasage
Cette fonction permet de réaliser un protocole précis et une documentation de
l'ensemble du processus de production. Vous pouvez observer et exporter les don-
nées d'un lot de production. Vous pouvez créer automatiquement pour chaque cir-
cuit d'une série, un fichier séparé de données processus.
Ouvrir la fenêtre
ü Ouvrir la fenêtre de saisie [Protocole de brasage] :
a) Dans la fenêtre [Protocolle de brasage et données de production] activer le
bouton radio [Protocole de brasage].
ð Le protocole de brasage de la machine s'affiche :
Protocolle de brasage et données de production Protocole de brasage
Protocole de brasageSélection
Protocole de brasage
Données production
Consigne
Actuel
Nom du fichier
Utilisateur:
Message maintenance
Mode maintenance
Numéro PCB
Bibliothèque
Programme
Erreur
Numéro
Heure d'entrée
Heure de sortie
Largeur convoyeur [mm]
Temps module fluxage [s]
Buse fluxage 1 active
Consommation Tête fluxeur 1
Durée dans module préchauffe 11 [s]
T°C "dessus" dans module préchauffe 11 [°C]
T°C "dessous" dans module préchauffe 11 [°C]
Nbre répétitions module préchauffe 11
Durée dans MB1 [s]
Fig.56: Le protocole de brasage. Dans cette fenêtre, le protocole de brasage est représenté sous forme de table.
INDICATION
Aucune modification possible ?
Pour avoir accès à cette fenêtre, les droits d'utilisateur [de consigne] sont nécessaires.
Les réglages peuvent uniquement être affichés sans nom d'utilisateur et mot de passe.
Dans ce cas, lorsque la question du mot de passe apparaît, appuyez sur la touche [ESC]
de votre clavier ou cliquez sur la touche [Echap.].
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 232/567