Manuel d’utilisation_VF366_fr.pdf - 第265页
6|Description des fonctions m) Activer la case [Buse active]. ð Un [X] apparaît. Votre buse de brasage est désormais alignée et activée. ü Valider les réglages, fermer la fenêtre de dialogue. a) Valider le réglage en c…
6|Description des fonctions
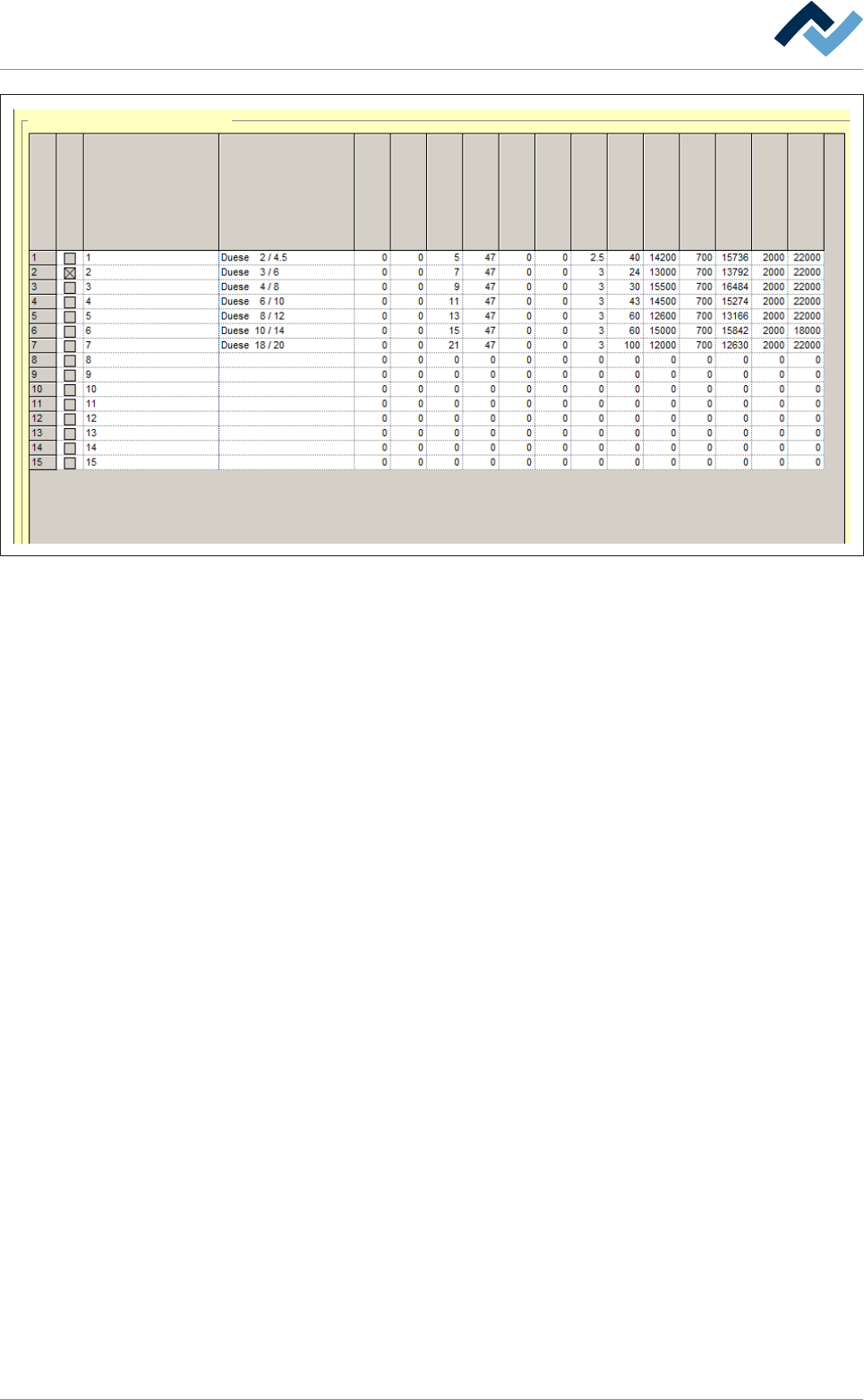
Table buses de brasage
Buse active
Nom
No buse
Déscription
X [mm]
Y [mm]
Cote Y [mm]
Cote Z [mm]
Offset test...
Offset test...
Y [mm]
X [mm]
Test distance Z[mm]
Gradient
Offset froid
Tolérance negative du test
Offset chaud
Tolérance positive du test
Offset maxi du test
Fig.70: La table des buses de brasage. A l’usine, des valeurs sont déjà sauvegardées pour 7 buses à rotation symétrique utilisées
fréquemment. Ne dépassez pas ces valeurs, elles servent de points de repère pour les buses nouvellement ajoutées.
f) Dans une ligne vide, cliquer sur le champ de saisie [Déscription] et entrer un
texte descriptif. En principe, il est recommandé de saisir ici le diamètre inté-
rieur et extérieur ainsi que la hauteur de la buse.
ð Si la buse est à rotation symétrique, vous pouvez ne pas tenir compte des
champs de saisie [X [mm]] et [Y [mm]] (0).
ð Si la buse n’est pas à rotation symétrique:
g) Déterminer le centre de la buse et saisir les valeurs dans les champs de saisie [X
[mm]] et [Y [mm]] .
h) Calculer le diamètre extérieur de la buse et ajouter [1 mm] au résultat mesuré.
Saisir la valeur obtenue dans le champ de saisie [Cote Y [mm]].
i) Calculer la hauteur de la buse et saisir la valeur dans le champ de saisie [Cote Z
[mm]] .
j) Choisissez dans les buses sauvegardées en usine celle dont les dimensions sont
les plus proches de la nouvelle buse à ajouter (choisissez plutôt une buse plus
petite que plus grande).
k) Saisir les valeurs qui y ont été saisies [Gradient], [Offset froid], [Offset chaud],
[Tolérance negative du test], [Tolérance positive du test] et [Offset maxi du
test] dans les champs de saisie de votre buse.
l) Saisir la valeur [Test distance Z[mm]]:
ð Si le diamètre intérieur de votre buse de brasage est inférieur à 3 mm, sai-
sissez [2,5 mm].
ð Si le diamètre intérieur de votre buse de brasage est supérieur ou égal à 3
mm, saisissez [3 mm].
ð Si le diamètre intérieur de votre buse de brasage est supérieur à 8 mm, sai-
sissez [3,5 mm].
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 264/567

6|Description des fonctions
m)Activer la case [Buse active].
ð Un [X] apparaît. Votre buse de brasage est désormais alignée et activée.
ü Valider les réglages, fermer la fenêtre de dialogue.
a) Valider le réglage en cliquant sur la touche
.
b) Cliquer sur la touche
pour fermer la fenêtre.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 265/567
6|Description des fonctions
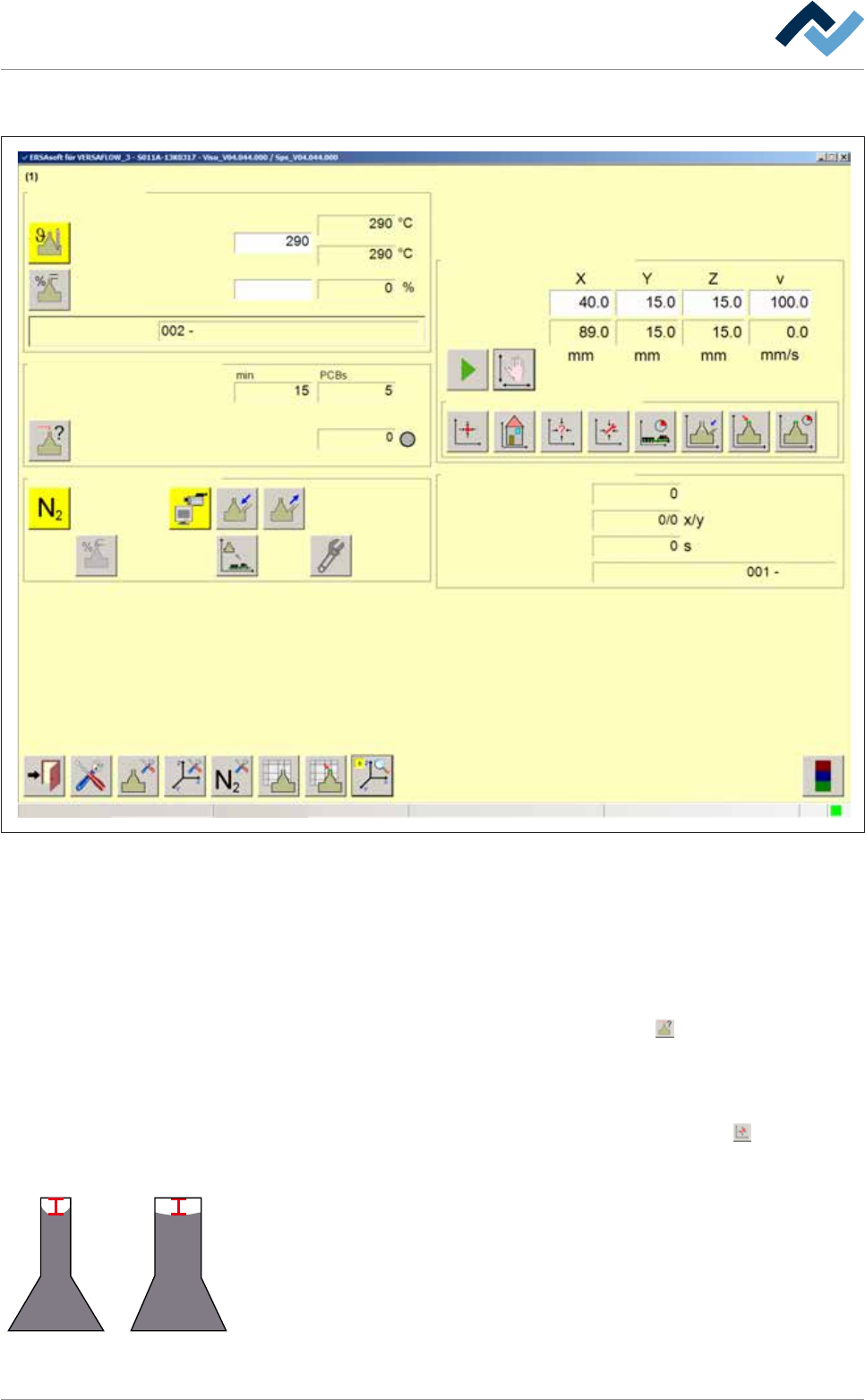
6.15.4.2 Calculer la valeur [offset chaud] pour une hauteur de vague de 1%
Edition Module brasage 1 pot 1
Pot de
brasage
Utilisateur:
sans
Mode maintenance
Température
Mode
Consigne Actuel
Vague off
Tests module
Test suivant
Offset de vague
Fonctions commutation
Positionnement manuel
Consigne
Actuel
Positionnement automatique
Numéro PCB
Circuit en flan
Temps restant
Outils actif
Pot 1
Hauteur vague
1
Fig.71: La fenêtre de saisie [Module brasage 1 pot 1]
ü Calculer Offset de vague pour une hauteur de vague de [1%]:
ü Vous avez monté la buse
ü Dans Table buses de brasage , la buse montée est alignée et activée
ü Dans le champ de saisie [Hauteur vague], une valeur de [1%] a été saisie
a) Activer la vague.
b) Dans le cadre, [Tests module] cliquer sur la touche
.
ð Un test de hauteur de vague est effectué. Dès que la vague touche l’ai-
guille de test, l’affichage d’état [Offset de vague] s’allume brièvement en
vert. Attendez que le test de hauteur de vague soit terminé.
c) Dans le cadre, [Positionnement manuel] cliquer sur la touche
.
ð Déplacer le pot de brasage en position [Message maintenance].
4 mm
d) Contrôler la hauteur de la vague dans la buse. En cas de hauteur de vague de
1% de la valeur maximale, l’alliage doit se trouver dans le centre de la buse à
env. 4 mm sous le bord supérieur de la buse. En cas de buse étroite, l’alliage se
retrouve attiré vers le haut sur les côtés en raison de l’effet de capillarité, alors
que cet effet est moindre en cas de buse large.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 266/567