Manuel d’utilisation_VF366_fr.pdf - 第383页
8|Maintenance et remise en état 12 13 7 5 8 4 3 Fig.133: Contrôler le réservoir de flux ü Contrôler le réservoir de flux, régler la pression : a) Contrôle visuel de tous les composants du réservoir. Nettoyer les compo…

8|Maintenance et remise en état
12
Fig.132: Faire l'appoint de flux
ü Remplir avec du flux de brasage :
a) Verser le flux de brasage (quantité maximum de remplissage 2 litres) jusqu'à 40
mm sous le bord.
b) Nettoyer le bord du réservoir du flux de brasage avec un chiffon qui ne laisse
pas de fils.
c) Soulever avec attention le couvercle (10) du réservoir du flux de brasage et le
remettre sur le réservoir. Fermer les quatre butées (8).
d) Placer le réservoir dans le compartiment de la réserve.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 382/567

8|Maintenance et remise en état
12 13758 43
Fig.133: Contrôler le réservoir de flux
ü Contrôler le réservoir de flux, régler la pression :
a) Contrôle visuel de tous les composants du réservoir. Nettoyer les composants
salis.
b) Ouvrir prudemment l'alimentation en azote sur le robinet (5). Ouvrir le robinet
(4) dans le sens ON. Contrôler le manomètre (7), régler une pression de 0,5
bars sur le distributeur (13).
c) Relever le réservoir de flux (3) et le faire bouger prudemment d'avant en ar-
rière.
ð Aucun flux ne doit s'échapper. En cas de fuite de flux ou de bruits de
souffle audibles :
d) Mettre l'installation hors pression.
e) Resserrer des raccordements non étanches.
f) Faire remplacer les raccordements défectueux par un spécialiste.
ð Cela termine le processus.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 383/567
8|Maintenance et remise en état
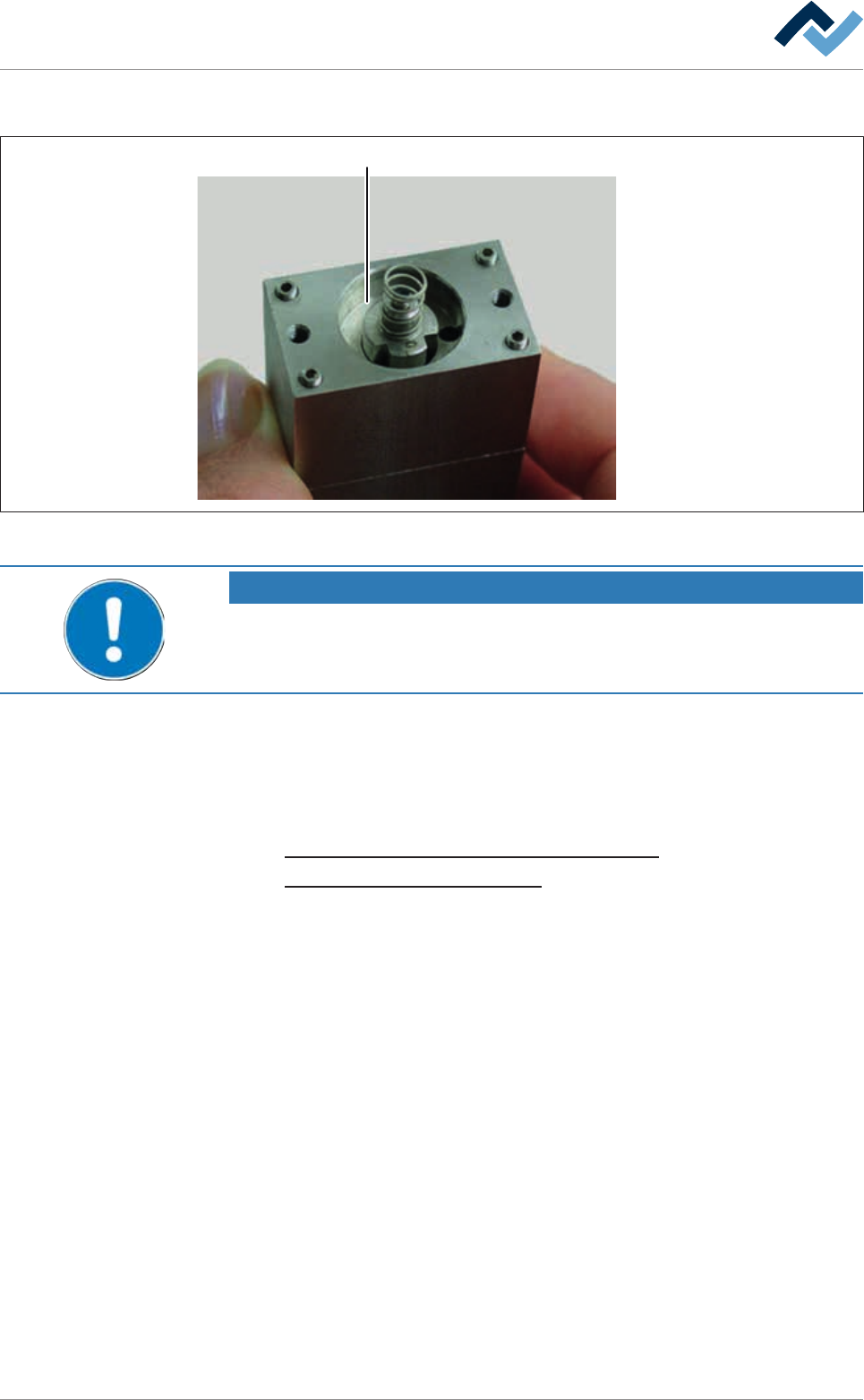
8.11.2 Nettoyer la tête de fluxage
1
Fig.134: Nettoyer la chambre (1) de la tête de fluxage
INDICATION
Documents complémentaires
Le document [83484] est disponible pour le nettoyage de la tête de fluxage. Vous
trouverez ce document sur le support de données [product_data_selective]
8.11.3 Graissage des axes Z toutes les 400 heures de fonctionnement
Les axes Z doivent être graissés au plus tard toutes les 400 heures de fonctionne-
ment. Vous pouvez vous créer un message cyclique pour un meilleur contrôle. Lisez
à ce sujet les chapitres:
– Graissage de l'axe Z du module de brasage sélectif [
}363]
– La fenêtre de réglages [Messages] [
}163]
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 384/567