Manuel d’utilisation_VF366_fr.pdf - 第266页
6|Description des fonctions 6.15.4.2 Calculer la valeur [offset chaud] pour une hauteur de vague de 1% Edition Module brasage 1 pot 1 Pot de brasage Utilisateur: sans Mode maintenance Température Mode Consigne Actuel V…

6|Description des fonctions
m)Activer la case [Buse active].
ð Un [X] apparaît. Votre buse de brasage est désormais alignée et activée.
ü Valider les réglages, fermer la fenêtre de dialogue.
a) Valider le réglage en cliquant sur la touche
.
b) Cliquer sur la touche
pour fermer la fenêtre.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 265/567
6|Description des fonctions
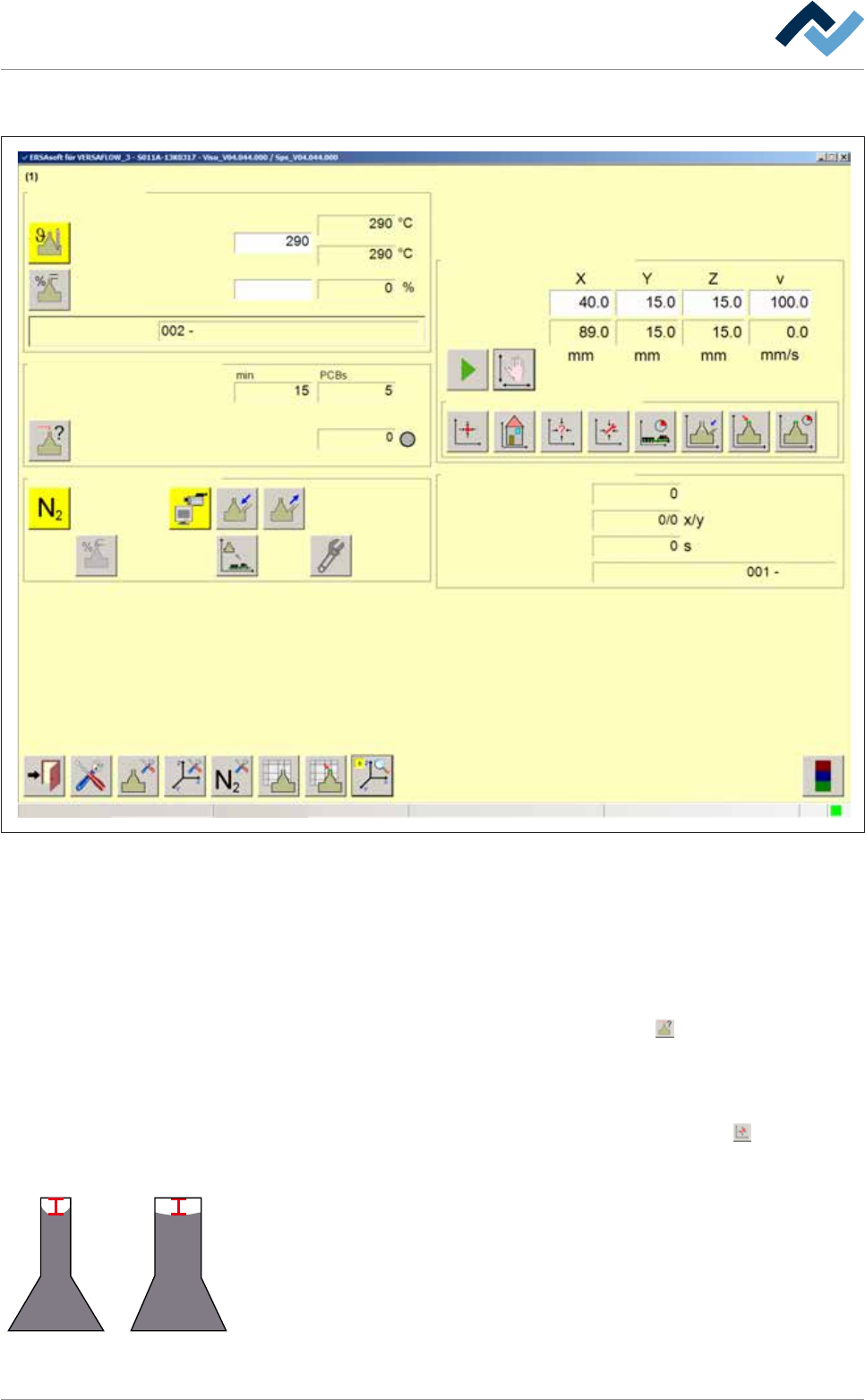
6.15.4.2 Calculer la valeur [offset chaud] pour une hauteur de vague de 1%
Edition Module brasage 1 pot 1
Pot de
brasage
Utilisateur:
sans
Mode maintenance
Température
Mode
Consigne Actuel
Vague off
Tests module
Test suivant
Offset de vague
Fonctions commutation
Positionnement manuel
Consigne
Actuel
Positionnement automatique
Numéro PCB
Circuit en flan
Temps restant
Outils actif
Pot 1
Hauteur vague
1
Fig.71: La fenêtre de saisie [Module brasage 1 pot 1]
ü Calculer Offset de vague pour une hauteur de vague de [1%]:
ü Vous avez monté la buse
ü Dans Table buses de brasage , la buse montée est alignée et activée
ü Dans le champ de saisie [Hauteur vague], une valeur de [1%] a été saisie
a) Activer la vague.
b) Dans le cadre, [Tests module] cliquer sur la touche
.
ð Un test de hauteur de vague est effectué. Dès que la vague touche l’ai-
guille de test, l’affichage d’état [Offset de vague] s’allume brièvement en
vert. Attendez que le test de hauteur de vague soit terminé.
c) Dans le cadre, [Positionnement manuel] cliquer sur la touche
.
ð Déplacer le pot de brasage en position [Message maintenance].
4 mm
d) Contrôler la hauteur de la vague dans la buse. En cas de hauteur de vague de
1% de la valeur maximale, l’alliage doit se trouver dans le centre de la buse à
env. 4 mm sous le bord supérieur de la buse. En cas de buse étroite, l’alliage se
retrouve attiré vers le haut sur les côtés en raison de l’effet de capillarité, alors
que cet effet est moindre en cas de buse large.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 266/567

6|Description des fonctions
ð Si la distance entre la surface de l’alliage et le bord supérieur de la buse est
inférieure à 4 mm ou si l’alliage commence déjà à déborder:
e) Ouvrir la table des buses de brasage et réduire légèrement la valeur [Offset
chaud], par exemple de 500.
ð Si vous ne voyez pas d’alliage dans la buse de brasage ou si la distance
entre la surface de l’alliage et le bord supérieur de la buse est supérieure à
4 mm:
f) Ouvrir la table des buses de brasage et augmenter légèrement la valeur [Offset
chaud], par exemple de 500.
g) Enregistrer les entrées saisies et contrôler à nouveau la hauteur de la vague
dans la buse.
h) Répétez les étapes c à f aussi souvent que nécessaire pour que l’alliage dans le
centre de la buse se trouve à environ 4 mm en-dessous du bord supérieur de la
buse.
i) Notez la valeur obtenue [Offset chaud], vous en aurez encore besoin plus tard.
ð Vous avez réglé correctement la valeur [Offset chaud] pour une hauteur de
vague de 1%.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 267/567