YSM20R_YSM20WR_Ope_C.pdf - 第107页
2-8 2 2. 操作画面与各种按钮 本节,介绍操作软件画面的基本构成与操作方法。请在操作贴片机之前阅读。 n 要点 标准规格时,因没有键盘和鼠标,所有操作都通过触摸屏进行。输入参数时,会显示辅助编辑框,可以通过触控笔操作与输入。 2.1 操作画面的基本构成 本机的操作画面由“状态区” 、 “按钮区” 、 “自由区”构成。 按钮区 1 按钮区 2 按钮区 3 状态区 画面构成 以双段输送台机型的画面为例 自由区 26201-KMK…
2-7
2
■ 其它
编号 错误名与内容
Ea00109
贴装动作中执行了紧急停机
状态
在贴装元件的动作过程中,进行了紧急停机处理。贴装动作可能已不稳定。
重新开始自动运行时,贴料后会自动停止运行,可以确认贴装位置的图像。
原因 在贴装元件的动作过程中进行了紧急停机处理。
解决方法 对该元件进行跟踪,确认是否已正确贴装。
Ea00818
因“基板宽度轴安全确认传感器”发生了反应,而进入了紧急停机状态。
状态 请查明原因并解决。
原因 因“基板宽度轴安全确认传感器”发生了反应,而进入了紧急停机状态。
解决方法 确认“基板宽度轴安全确认传感器”的状态。
Ea02722
运行开始确认
状态
贴装位置上有还未完成贴装的基板。如果继续自动运行,没有贴装的基板可能会被传至下游。
请确认贴装位置上的基板状态,如果还未完成贴装,请用中途开始运行的命令完成贴装。
原因 贴装位置上有还未完成贴装的基板。如果继续自动运行,没有贴装的基板可能会被传至下游。
解决方法 请确认贴装位置上的基板状态,如果还未完成贴装,请用中途开始运行的命令完成贴装。
Ea02889
吸料动作中执行了紧急停机
状态 在吸料的动作过程中,进行了紧急停机处理。吸料动作可能已不稳定。请确认元件的吸附状态。
原因 在吸料的动作过程中进行了紧急停机。吸附动作可能已不稳定。
解决方法 确认元件的吸附状态。
Ea07871
无法执行命令
状态 因未完成复位,所以无法执行命令。请重新进行复位。
原因 因未完成复位,所以无法执行命令。
解决方法 请重新进行复位。
Ea01277
X1
轴
2
次极限溢出
状态 已紧急停机!请将
X1
轴移至安全位置。成功解除紧急停机时,亮着的红色指示灯会熄灯。
原因 发生了
X1
轴
2
次极限溢出。
解决方法 手动将
X1
轴移至安全位置。
Ea01278
Y1
轴
2
次极限溢出
状态 已紧急停机!请将
Y1
轴移至安全位置。成功解除紧急停机时,亮着的红色指示灯会熄灯。
原因 发生了
Y1
轴
2
次极限溢出。
解决方法 手动将
Y1
轴移至安全位置。
2-8
2
2.操作画面与各种按钮
本节,介绍操作软件画面的基本构成与操作方法。请在操作贴片机之前阅读。
n
要点
标准规格时,因没有键盘和鼠标,所有操作都通过触摸屏进行。输入参数时,会显示辅助编辑框,可以通过触控笔操作与输入。
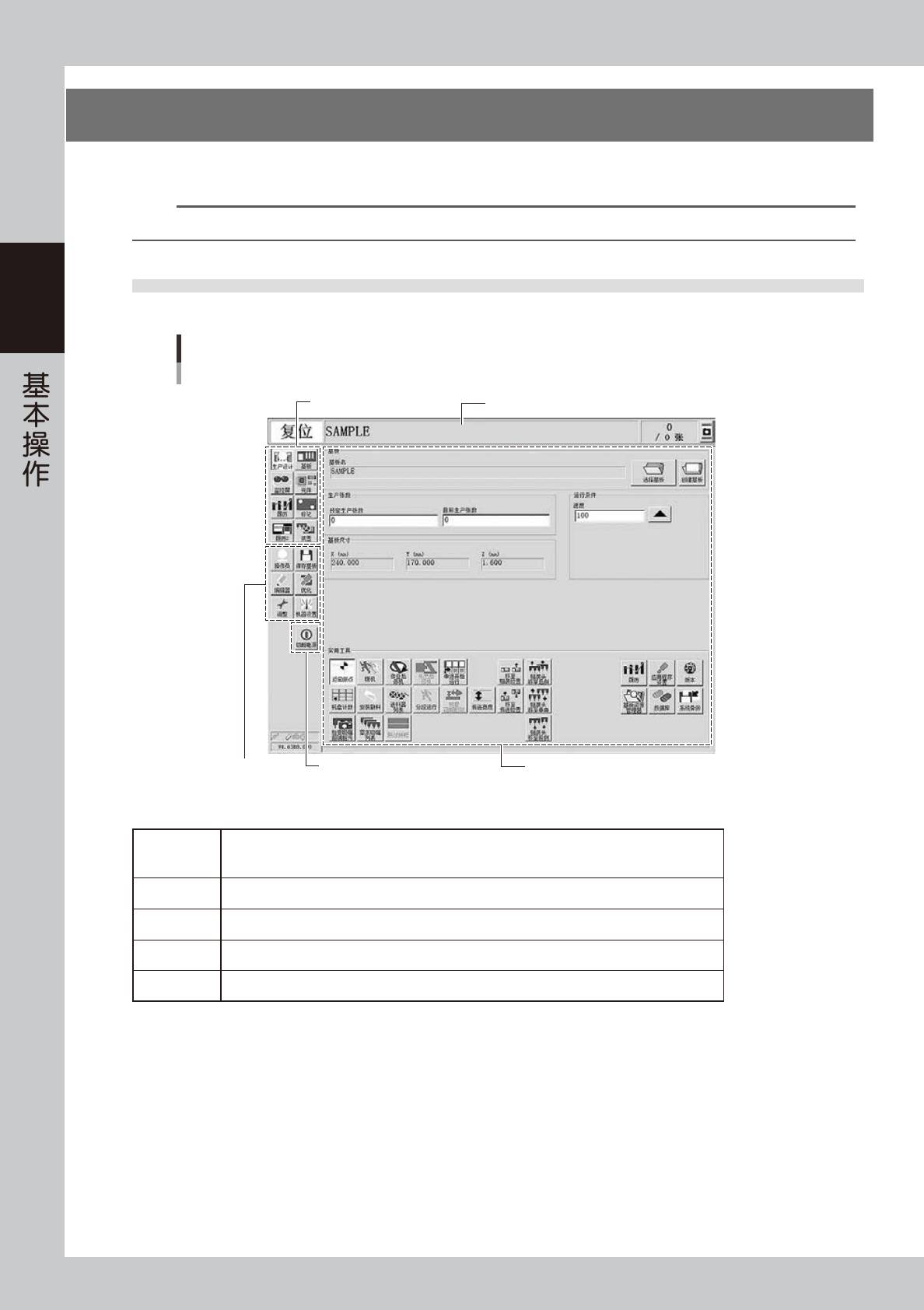
2.1 操作画面的基本构成
本机的操作画面由“状态区”、“按钮区”、“自由区”构成。
按钮区 1
按钮区 2 按钮区 3
状态区
画面构成
以双段输送台机型的画面为例
自由区
26201-KMK-00
■ 画面上的分区
状态区
左端显示当前的机器状态 ; 中央显示所选基板的名称 ; 右端显示基板的生产张数。
( 在双轨贴片机中,使用两条轨道进行生产时,以上下两行分别显示各轨道的基板名和生产张数。)
按钮区
1
可选择主要的操作菜单。随着所选按钮,“自由区”的画面内容自动切换。
按钮区
2
设有启动辅助功能的按钮。
按钮区
3
设有关闭机器电源的 [ 切断电源 ] 按钮。
自由区 显示用按钮区 1 中的菜单按钮选择的操作画面。
2-9
2
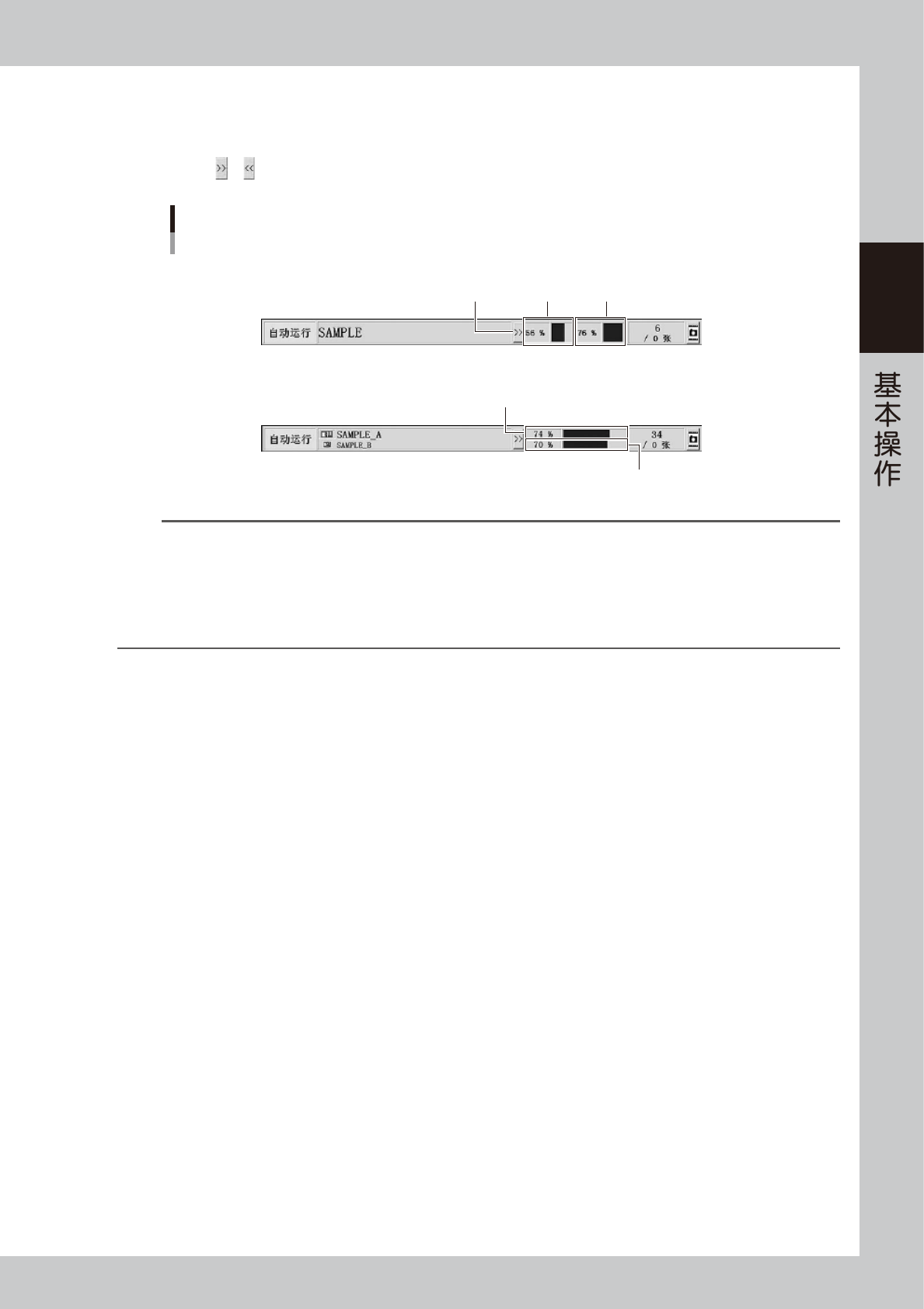
■ 状态栏的“贴装完成率”的显示
4.65R1.000 以上的软件版本时,状态栏将显示“贴装完成率”。
可以按输送台或轨道显示生产中的基板的贴装状况。
按状态栏的 [
][ ] 按钮,可以显示或隐藏“贴装完成率”。
状态栏
“贴装完成率”的显示
输送台 1
显示/隐藏
切换按钮
输送台 2
轨道 1
轨道 2
双段输送台机型时
双轨机型时
26236-KMK-00
参考
贴装完成率是根据下列公式计算得出。
贴装完成率 (%) = ( 贴装完成数/贴装总数 )÷100
但,最终贴装完成率有无法达到 100% 的情况。例如,因使用坏板标记功能而未贴装的点,将不会包含在贴装完成数中。
此外,被跳过的贴装点也不会被计数。
没有贴装数据时,显示为“-”。
重新读入基板程序时,贴装完成率将被复零 (0%)。