YSM20R_YSM20WR_Ope_C.pdf - 第188页
3-9 3 2 使 主挡板上升。 为将基板传到贴装位置,需使主挡板上升。 按 [ 装置 ] -“传送装置”画面的 [ 主挡板 ] 按钮,使主挡板上升。 双段输送台机型时,需使输送台 1、输送台 2 的主挡板都上升。 使主挡板上升 双段输送台机型的 [装置] -“传送装置”画面 [主挡板] 按钮 26309-KMK-00 3 使顶板上升。 1. 按 [ 装置 ] -“传送装置”画面的 [ 顶板 ] 按钮,打开“传送装置顶板”画面。 2. …
3-8
3
1.6.1 排列顶针
c
注意
排列顶针之前需要移动传送装置与顶板。因此,请务必先完成本章前述“1.1 进行作业前的点检”中的传送轨的相关点检。
1
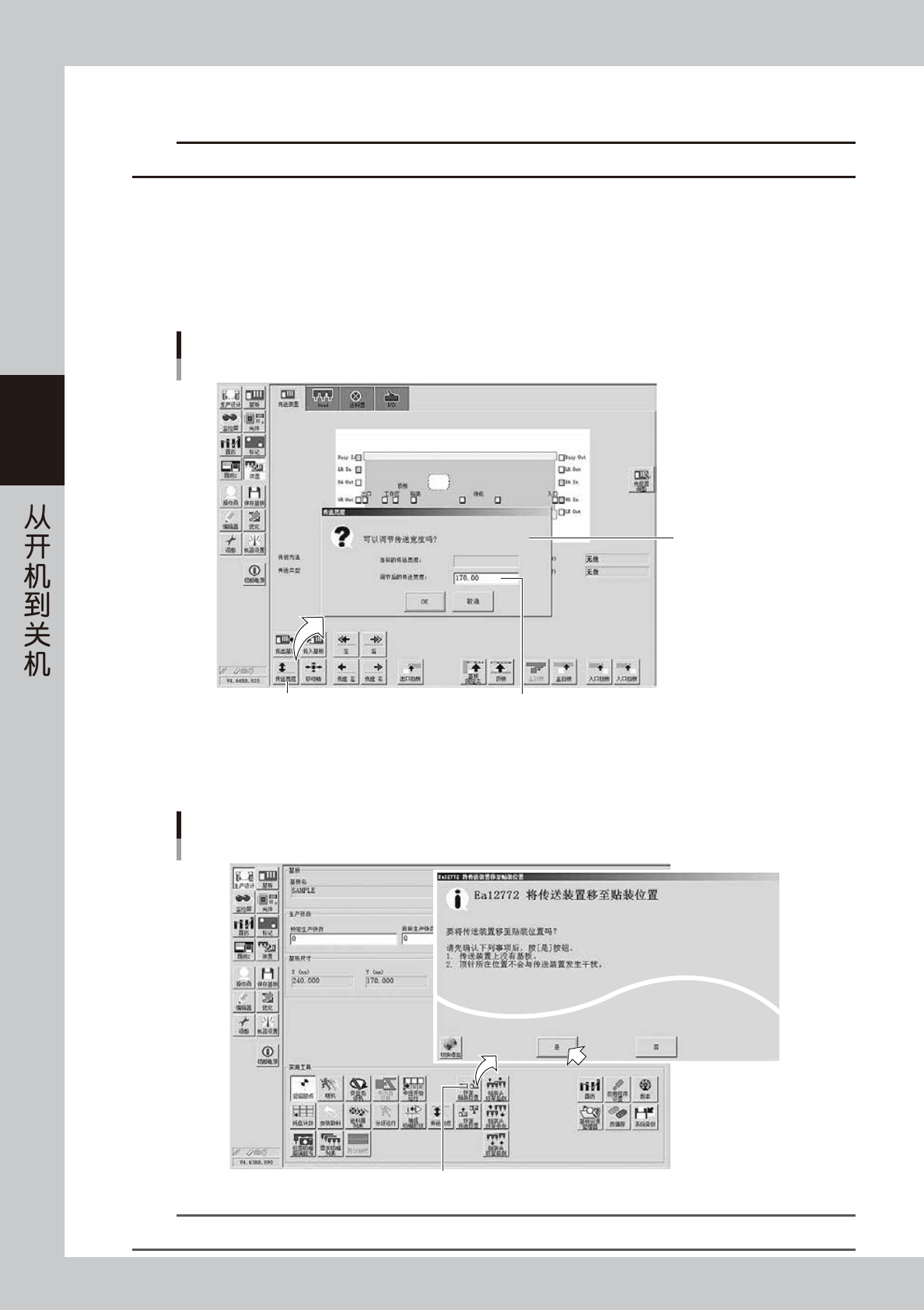
调节传送宽度。
■ YSM20R 单轨机型、YSM20WR 双轨机型时
1. 按 [ 装置 ] -“传送装置”画面的 [ 传送宽度 ] 按钮。
2. “传送宽度”画面中的“调节后的传送宽度”输入框中会显示基板程序中指定的传送宽度。
若该传送宽度正确,按 [OK] 按钮,传送宽度自动调为指定的宽度。
调节传送宽度
单轨机型的 [装置] -“传送宽度”画面
“传送宽度”
画面
显示基板程序中指定的传送宽度
[传送宽度] 按钮
26307-KMK-00
■ YSM20R 双段输送台机型时
1. 按“生产设计”画面中的 [ 移至贴装位置 ] 按钮。
2. 显示确认画面之后,按 [ 是 ] 按钮。传送装置移到贴装位置。
调节传送宽度
双段输送台机型的“生产设计”画面
[移至贴装位置] 按钮
26308-KMK-00
参考
按双段输送台机型的 [ 移至贴装位置 ] 按钮,传送宽度也会随之变为基板程序中指定的宽度。
3-9
3
2
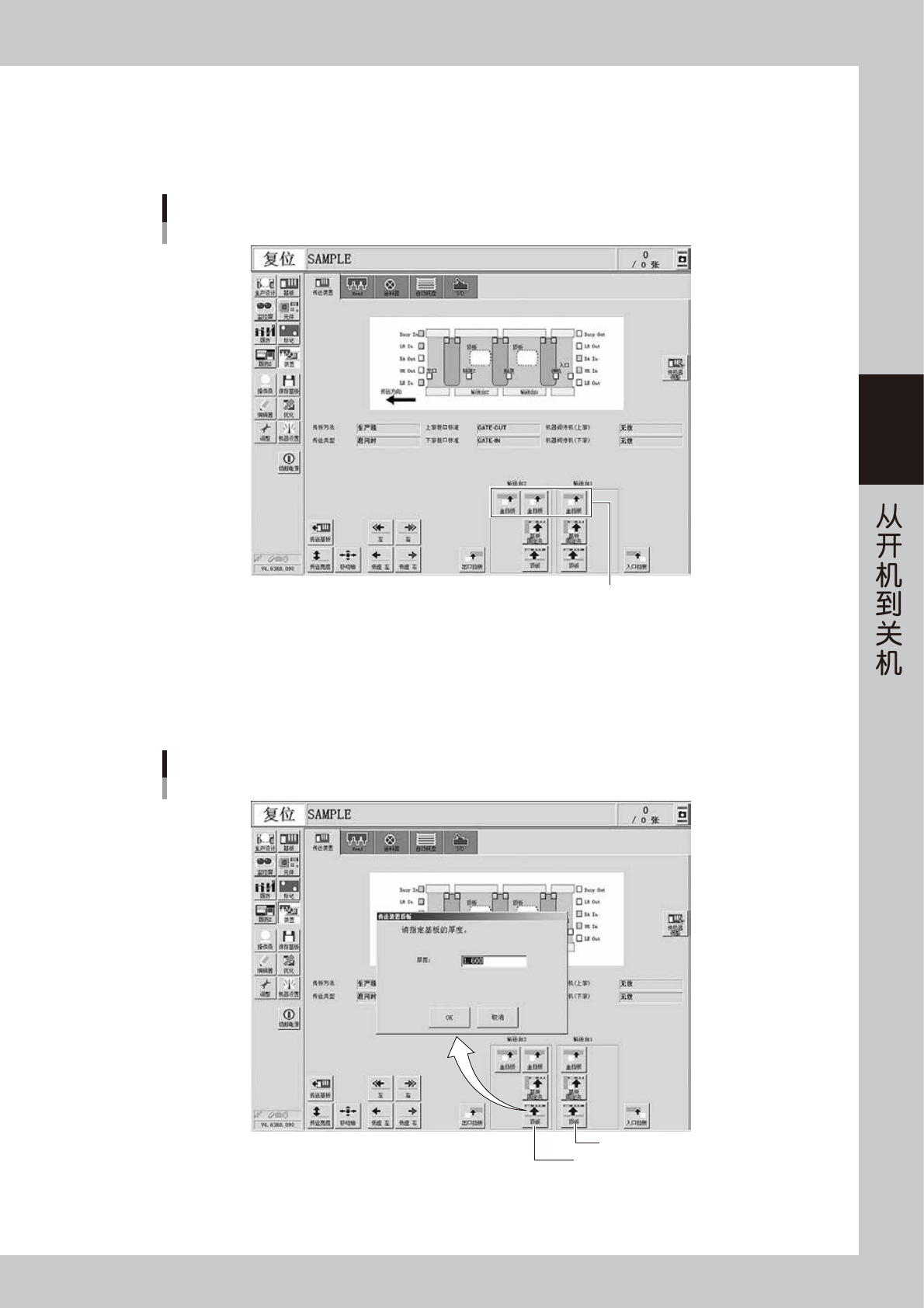
使主挡板上升。
为将基板传到贴装位置,需使主挡板上升。
按 [ 装置 ] -“传送装置”画面的 [ 主挡板 ] 按钮,使主挡板上升。
双段输送台机型时,需使输送台 1、输送台 2 的主挡板都上升。
使主挡板上升
双段输送台机型的 [装置] -“传送装置”画面
[主挡板] 按钮
26309-KMK-00
3
使顶板上升。
1. 按 [ 装置 ] -“传送装置”画面的 [ 顶板 ] 按钮,打开“传送装置顶板”画面。
2. 确认显示的基板厚度之后按 [OK] 按钮,顶板上升。
3. 双段输送台机型时,需使输送台 1、输送台 2 的顶板都上升。
使顶板上升
双段输送台机型的 [装置] -“传送装置”画面
输送台1 的 [顶板]
按钮
输送台2 的 [顶板] 按钮
26310-KMK-00
3-10
3
4
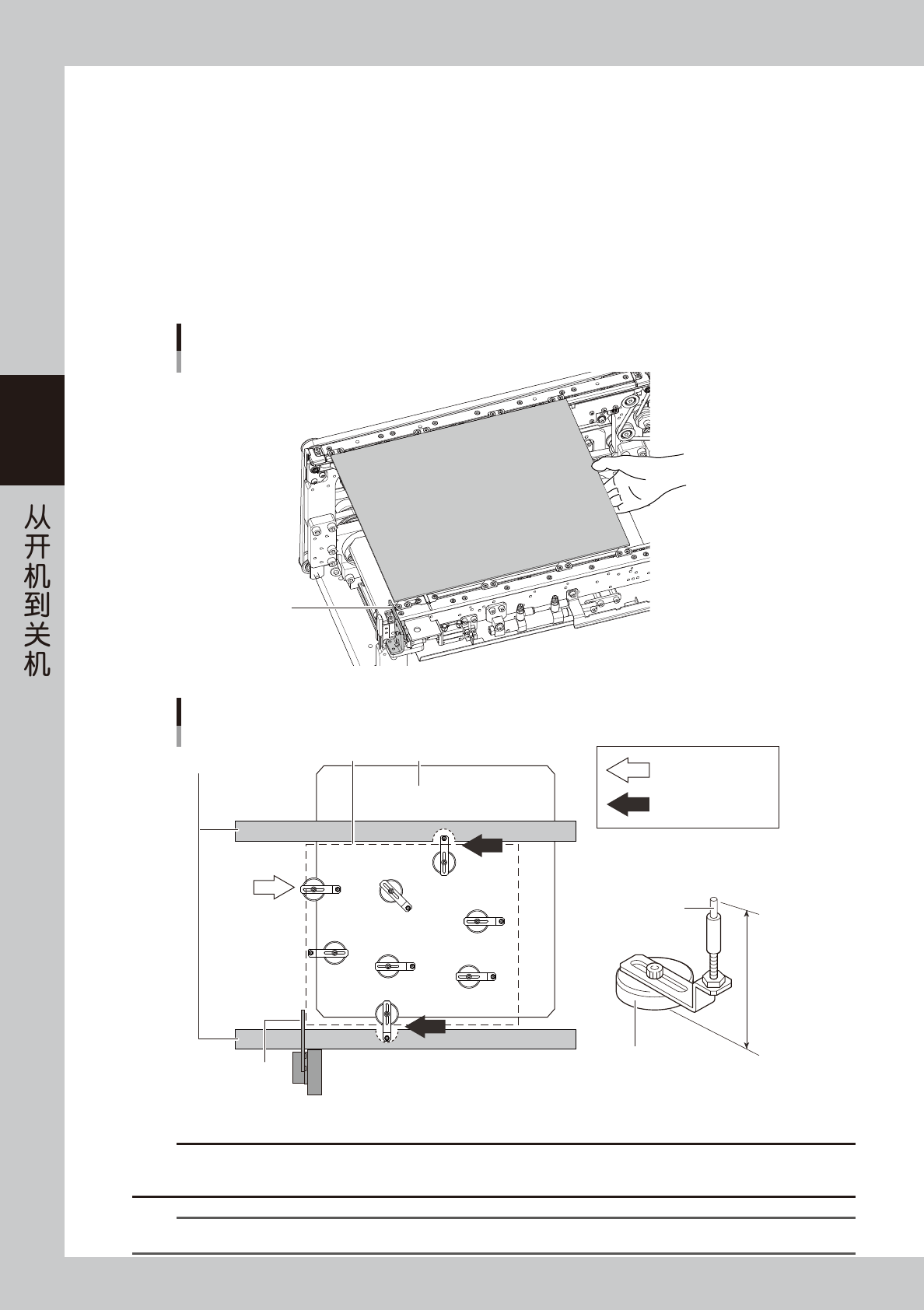
在顶板上排列顶针。
e
顶针由磁座固定在顶板上。
1. 按急停按钮之后,打开贴片机的机盖。
2. 使用一次性换料车的机型,为便于操作需将料车从贴片机上拆下。
3. 将基板放在传送带上,基板边与主挡板接触的位置。
4. 确认基板的大小 ( 排列顶针的范围 ) 之后,取出基板。
5. 在顶板上排列顶针。
根据基板的形状与尺寸,背面已贴装元件时需考虑已贴装的元件位置,合理排列顶针,使顶针能均匀
地支撑包括基板边缘在内的整个基板。
放置基板
以双段输送台机型的输送台1为例
主挡板
25302-KMK-00
OK
OK
NG
OK
OK
NG
NG
OK
76
mm
支撑螺杆
排列顶针
俯视图
磁座
■ 顶针
顶板
主挡板
基板
传送轨托架
NG
NG
进入了传送轨托架下方
超出了顶板
25303-KMK-00
c
注意
排列顶针时,必须注意避免顶板上升时顶针与传送轨以及其它零部件发生碰撞。此外,磁座底面至支撑螺杆顶端的距离为 76mm,
请勿随意调节高度。
参考
如果将每种基板在顶板上的顶针位置作好记号 ( 贴纸或记号笔 ),操作会更方便。