YSM20R_YSM20WR_Ope_C.pdf - 第195页
3-16 3 3 (YSM20R 双段输送台机型时 ) 继续确认下游侧输送台的基板固定状态。 1. 使用一次性换料车的机型,需将料车装回贴片机。 2. 关闭贴片机的机盖,解除贴片机的紧急停机状态。 3. 按 [ 装置 ] -“传送装置”画面的 [ 传送基板 ] 按钮。 4. 显示“传送基板”确认画面。确认“全部位置”单选按钮为选中状态之后,按 [OK] 按钮。 5. 显示“传入并固定基板”确认画面之后,按 [OK] 按钮。基板从上游侧输…
3-15
3
1.6.3 确认基板的固定状态
1
传入基板。
参照本章前述“1.6.2 调整基板压板”中 Step1 的步骤传入基板。
2
e
确认基板的固定状态。
1. 按急停按钮之后,打开贴片机的机盖。
2. 使用一次性换料车的机型,为便于操作需将料车从贴片机上拆下。
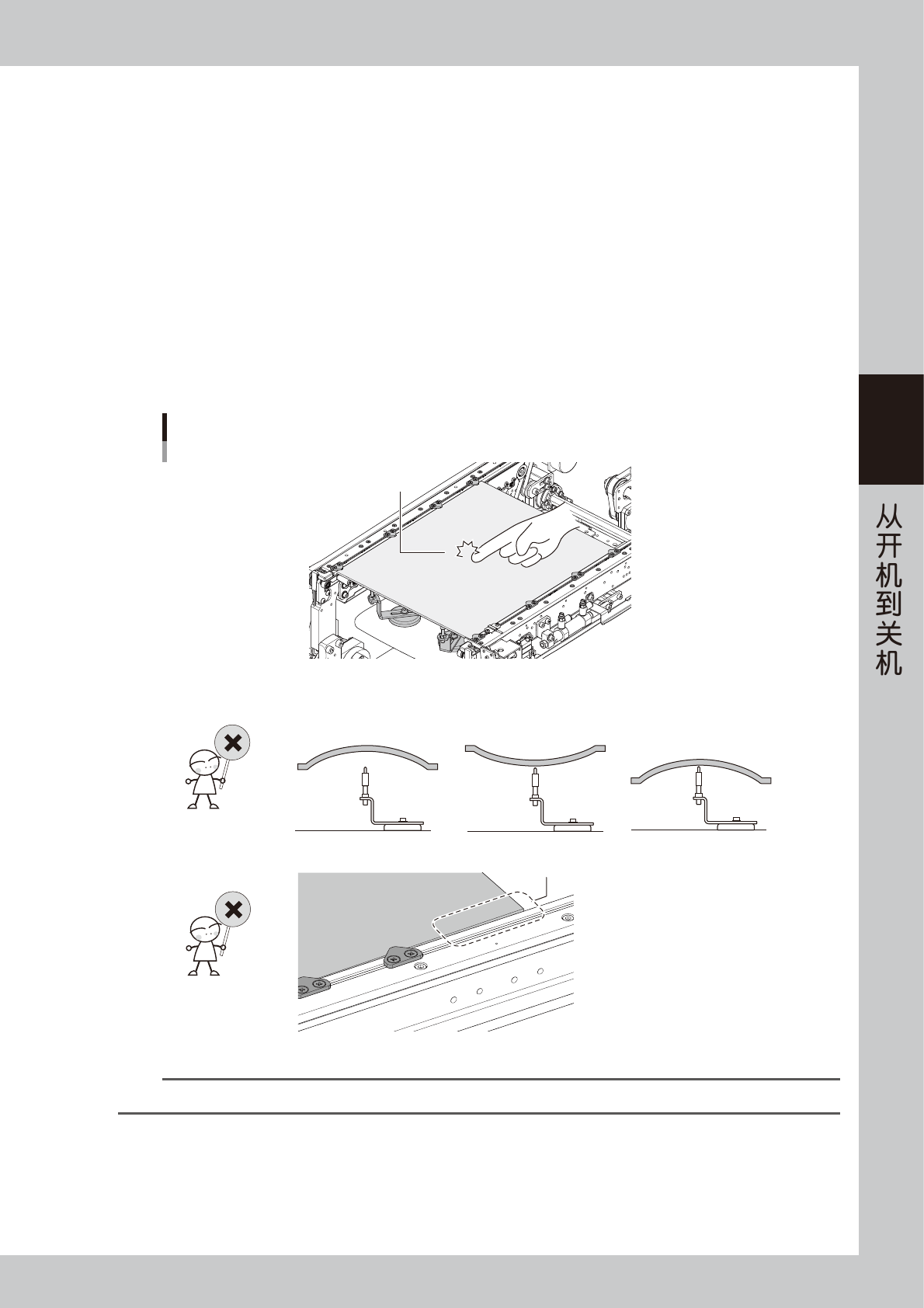
3. 用手指在基板上数处轻敲,从侧面目视检查基板,确认基板已被顶针均匀支撑。
4. 从侧面目视检查基板,确认基板无向上或向下挠曲。
5. 尤其是基板左右边端附近,基板没有高出或低于传送轨托架面。
若在上述 3 〜 5 的检查中检出固定状态不良时,需重新调整顶针或基板压板的位置,或添加顶针、基板
压板之后,再次确认基板的固定状态。
确认基板的固定状态
用手指轻敲基板
■ 确认基板固定状态的要点
- 基板厚度的设定不正确
- 顶针的位置不适合基板的挠曲状态使用
- 基板压板的位置不正确
基板高出传送轨托架面
25305-KMK-00
参考
本机对生产基板允许挠曲的范围为 :向上挠曲在 0.5mm 以下、向下挠曲在 1.0mm 以下
3-16
3
3
(YSM20R 双段输送台机型时 ) 继续确认下游侧输送台的基板固定状态。
1. 使用一次性换料车的机型,需将料车装回贴片机。
2. 关闭贴片机的机盖,解除贴片机的紧急停机状态。
3. 按 [ 装置 ] -“传送装置”画面的 [ 传送基板 ] 按钮。
4. 显示“传送基板”确认画面。确认“全部位置”单选按钮为选中状态之后,按 [OK] 按钮。
5. 显示“传入并固定基板”确认画面之后,按 [OK] 按钮。基板从上游侧输送台被传送到下游侧输送台,
并被固定在下游侧输送台的贴装位置。
6. 按照前述 Step2 的步骤,确认下游侧输送台的基板固定状态。
4
取出基板。
■ YSM20R 单轨机型、YSM20WR 双轨机型时
1. 使用一次性换料车的机型,需将料车装回贴片机。
2. 关闭贴片机的机盖,解除贴片机的紧急停机状态。
3. 按 [ 装置 ] -“传送装置”画面的 [ 传出基板 ] 按钮。基板从贴装位置被传送到出口位置。
4. 用手取出基板。
■ YSM20R 双段输送台机型时
1. 使用一次性换料车的机型,需将料车装回贴片机。
2. 关闭贴片机的机盖,解除贴片机的紧急停机状态。
3. 按 [ 装置 ] -“传送装置”画面的 [ 传送基板 ] 按钮。
4. 显示“传送基板”确认画面。确认“全部位置”单选按钮为选中状态之后,按 [OK] 按钮。
5. 显示“传入并固定基板”确认画面之后,按 [OK] 按钮。基板从下游侧输送台的贴装位置被传送到
出口位置。
6. 用手取出基板。
3-17
3
1.7 准备带装元件 ( 带式送料器 )
传送装置的准备完成之后,准备带装元件。
下面,以读入了生产用的基板程序为前提介绍准备带装元件的方法。
1
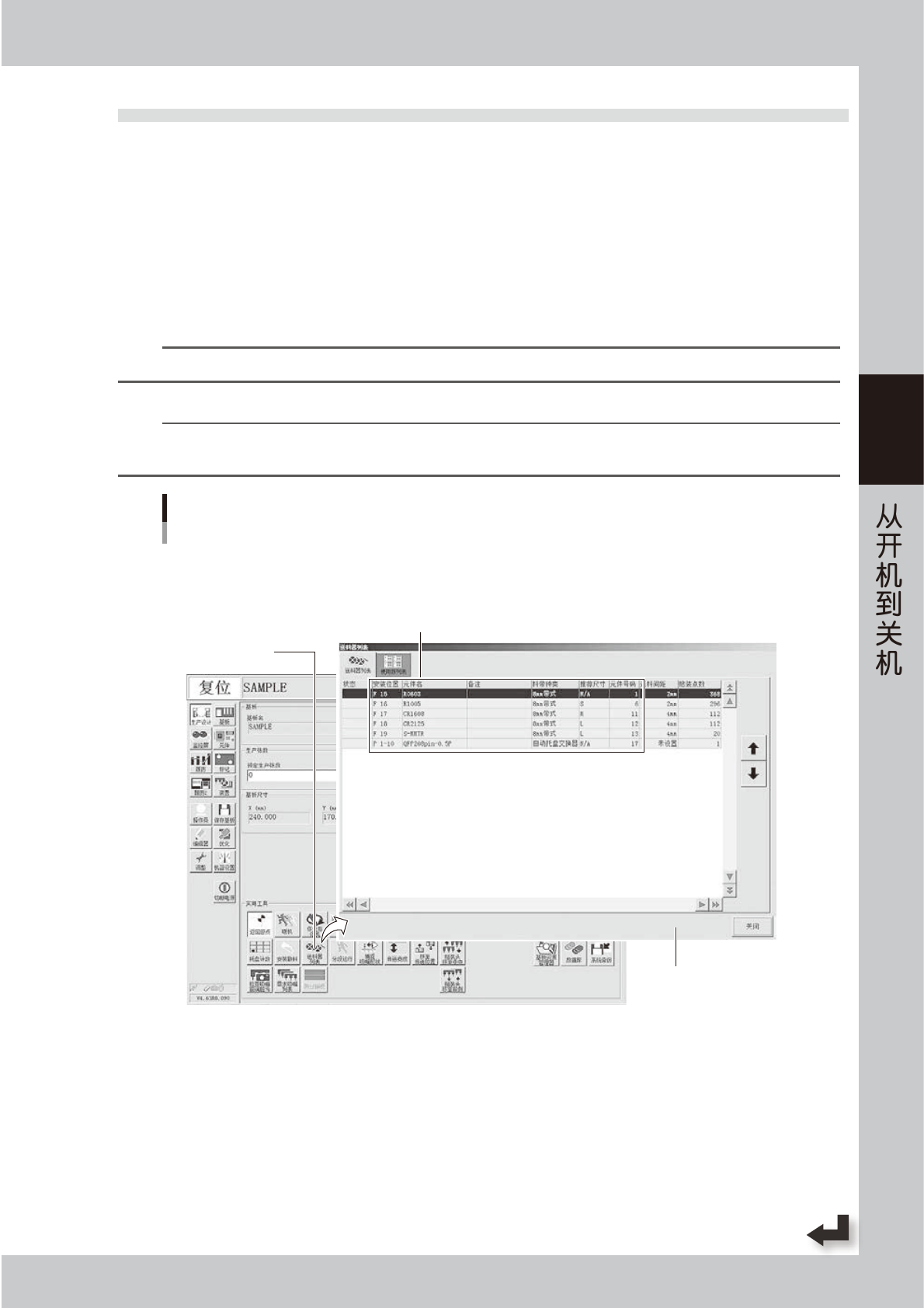
打开“送料器列表”画面。
按“生产设计”画面的 [ 送料器列表 ] 按钮,打开“送料器列表”画面。
2
将已装好带装元件的送料器安装在贴片机上。
“送料器列表”画面中显示有“安装位置”、“元件名”、“元件号码”等内容。
边参照该画面,边在各个送料器安装位置安装已装好带装元件的送料器。
n
要点
关于将带装元件装入送料器的方法与将送料器安装在贴片机上的方法,请参照前述第 2 章“4. 带装元件的准备”。
n
要点
F1 〜 F64 为前侧送料器架的安装位置,F101 〜 F164 为后侧送料器架的安装位置。P1 〜 P30 为前侧托盘供料装置的载盘编号,
P101 〜 P130 为后侧托盘供料装置的载盘编号。
带装元件的准备
“生产设计”-“送料器列表”画面
[送料器列表]按钮
送料器列表画面
安装位置:
F1 〜 F64 时,将送料器安装在前侧送料器架上。
F101〜 F164 时,将送料器安装在后侧送料器架上。
P1 〜 P30 时,将盘装元件安装在前侧的托盘供料装置中。
P101〜 P130 时,将盘装元件安装在后侧的托盘供料装置中。
26313-KMK-00