YSM20R_YSM20WR_Ope_C.pdf - 第144页
2-45 2 0 将最前端的元件对准待机位置。 按送料器上的 [FEED]、[BACK] 按钮,可以使料带向前或向后走带。 1. 按 [FEED] 按钮,将最前端的元件传送到吸料位置 ( 白色标记处 )。 2. 按元件间距 +1 次 [BACK] 按钮使元件被退回之后, 再按 1 次 [FEED] 按钮使最前端的元件对准待机位置。 n 要点 边按送料器的 [FUNC] 按钮,边按 [FEED] 或 [BACK] 按钮,可以使料带按照在上…
2-44
2
8
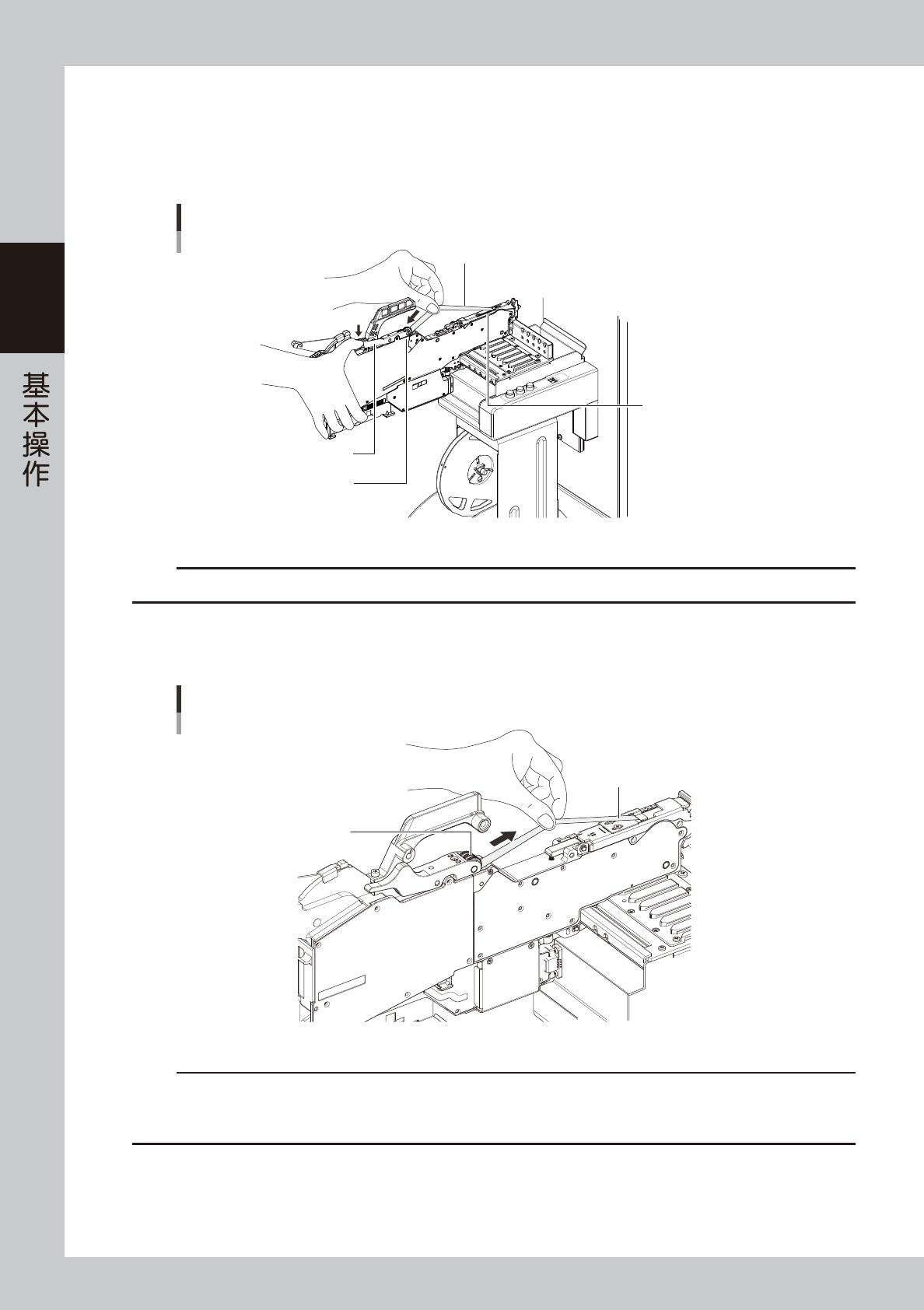
将盖带夹入卷带齿轮。
1. 按压 P/O 杆的图中所示部位,使卷带齿轮让出空隙
2. 将盖带插入一定长度到卷带齿轮让处的空隙中。
3. 松开 P/O 杆,使卷带齿轮夹住盖带。
卷带齿轮
安装盖带
盖带
P/O杆
压料盖
25208-KMK-00
c
注意
确认压料盖与卷带齿轮之间的盖带没有扭曲。
9
卷绕盖带的松弛部分。
沿箭头方向轻轻拉伸盖带,盖带将自动卷绕。
卷绕盖带的松弛部分
盖带
卷带齿轮
25209-KMK-00
c
注意
‧ 卷绕盖带时,请小心操作,注意不要使手指被夹入卷带齿轮部。
‧ 用手护着盖带,使盖带能笔直卷绕。
‧ 卷绕盖带直至松弛消失为止。
2-45
2
0
将最前端的元件对准待机位置。
按送料器上的 [FEED]、[BACK] 按钮,可以使料带向前或向后走带。
1. 按 [FEED] 按钮,将最前端的元件传送到吸料位置 ( 白色标记处 )。
2. 按元件间距 +1 次 [BACK] 按钮使元件被退回之后,再按 1 次 [FEED] 按钮使最前端的元件对准待机位置。
n
要点
边按送料器的 [FUNC] 按钮,边按 [FEED] 或 [BACK] 按钮,可以使料带按照在上料台等设定的间距向前或向后走带。
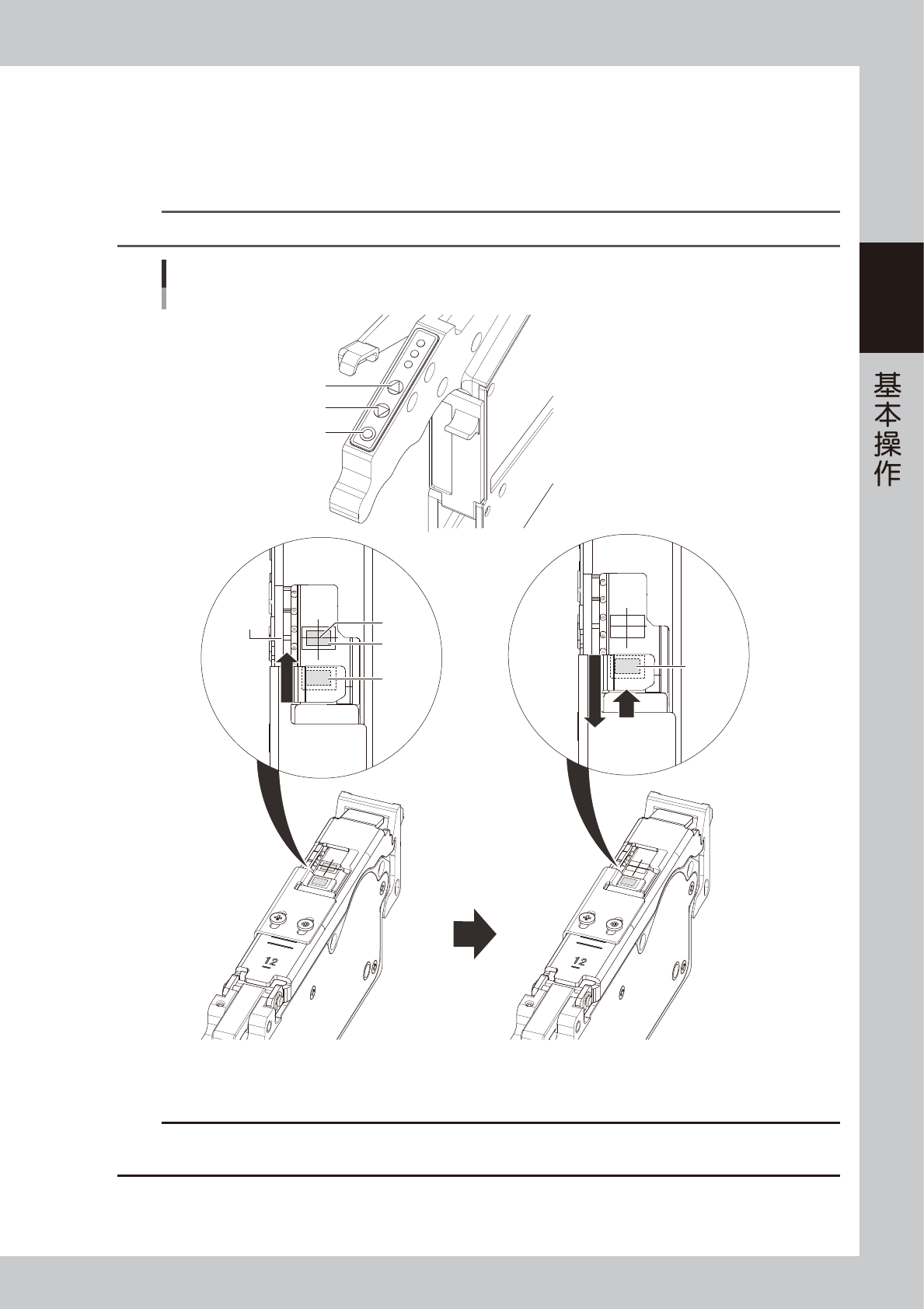
使最前端的元件对准待机位置
[FUNC]按钮
[BACK]按钮
[FEED]按钮
白色标记
吸料位置
最前端元件
(待机位置)
按[FEED]按钮将最前端的元件传送到吸料位置。 按元件间距+1次[BACK]按钮使元件被退回之后,
再按1次[FEED]按钮,使最前端的元件对准待机位置。
最前端元件
待机位置
25210-KMK-00
c
注意
对准待机位置,请务必使用 [FEED] 按钮。按 2 次以上 [BACK] 按钮使元件被退回之后,再按 [FEED] 按钮使元件对准待机位置。
若只使用 [BACK] 按钮对准待机位置,可能最先被吸取的元件会发生吸料位置偏移。
2-46
2
■ 按钮操作与走带间距
送料器类型
在上料台或离线上料台
设置的间距
按 1 次
[
FEED
]
或
[
BACK
]
按钮
按 1 次
[
FUNC
]
+
[
FEED
]
或
[
FUNC
]
+
[
BACK
]
按钮
ZSY-004
所有间距
1mm 1mm
ZSY-008
0 2mm
1mm1 1mm
2
以上
2mm
ZSY-2T6
、
024
、
032
、
044
、
056
、
072
、
088
、
104
0
2mm
2mm
2
以上 设置的间距
参考
‧
12mm 以上的送料器在上料台、离线上料台设置间距之后,通过同时按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮,可以使
料带按设定的间距向前或向后走带。关于详细设定,请参照本章后述“4.1.4 在基板程序中设置带装元件”中的“在上料台或
离线上料台设置走带间距的方法”。
‧ 长按 [FEED] 或 [BACK] 按钮可切换到连续走带模式。
‧ 但,长按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮则不会切换到连续走带模式。
‧
关于 SS 电动送料器的走带间距的设置,请参照《SS FEEDER 用户操作手册》。
q
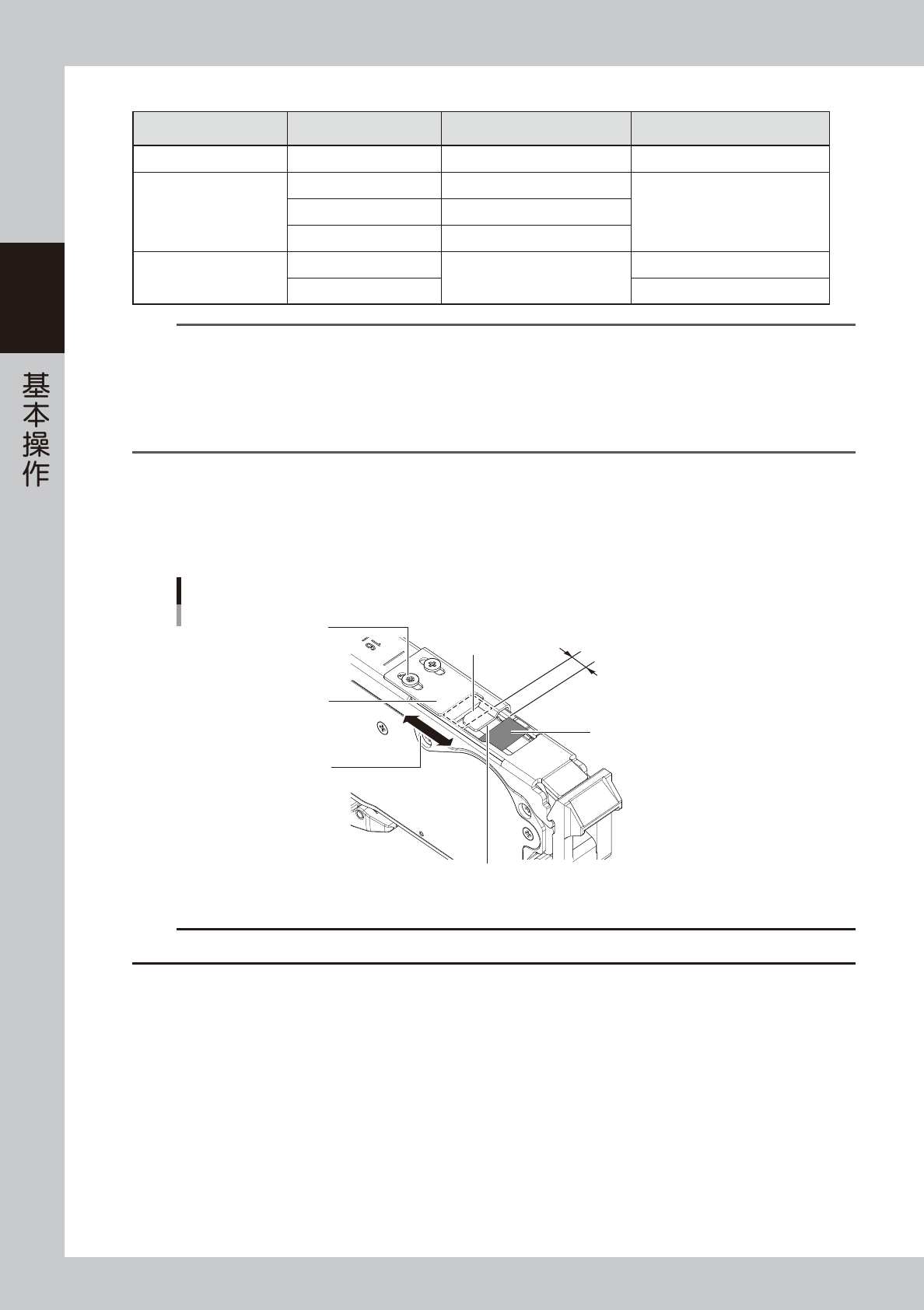
检查压料板的位置。
12mm 以上的送料器,需要根据元件的形状调整压料板的位置。
拧松 2 颗压料板的调节螺丝滑动压料板调整位置,使压料板的前端正好在待机位置与吸料位置之间,
且稍微靠吸料位置处。
调整压料板的位置
吸料位置
使压料板的前端正好在该范围之间
且靠吸料位置处
待机位置
调节螺丝
滑动压料板调整位置
压料板
压料板前端
25211-KMK-00
c
注意
若不调整压料板的位置,可能剥离盖带后元件的位置会不稳定,导致无法正确吸取元件。