YSM20R_YSM20WR_Ope_C.pdf - 第191页
3-12 3 1.6.2 调整基板压板 1 传入基板。 ■ YSM20R 单轨机型、YSM20WR 双轨机型时 1. 按 [ 装置 ] -“传送装置”画面的 [ 传入基板 ] 按钮。 2. 显示“传入并固定基板”确认画面之后,在贴片机传送轨的入口位置放置基板。 3. 按“传入并固定基板”确认画面的 [OK] 按钮,基板被传入并被固定在贴装位置。 ■ YSM20R 双段输送台机型时 1. 按 [ 装置 ] -“传送装置”画面的 [ 传送基…
3-11
3
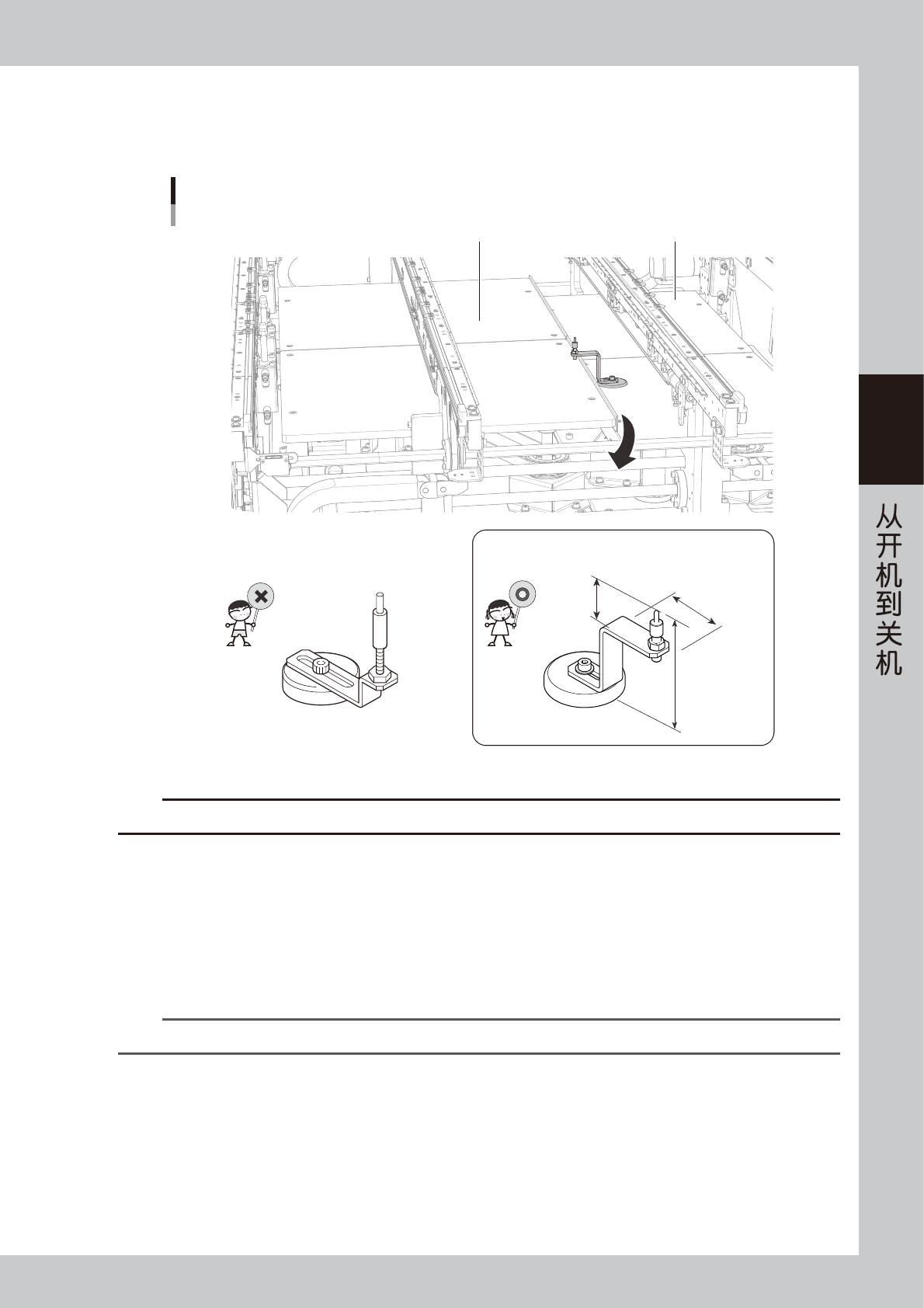
■ 在 YSM20WR 双轨机型中排列顶针时的注意事项
为防止与顶板发生干扰,双轨贴片机用的顶针为特殊形状。若基板背面贴装有超过 20mm 的元件时,可能会与顶板发生碰撞,
请务必注意。
轨道 2
顶针
双轨机型时
轨道 1
■ 双轨机型专用顶针
23.7mm
41mm
76mm
■ 标准顶针
25306-KMK-00
c
注意
请勿在双轨贴片机中使用其它贴片机 ( 例如,YS 系列以及 YSM20R 等 ) 的标准顶针。
5
解除贴片机的紧急停机状态。
1. 使用一次性换料车的机型,需将料车装回贴片机。
2. 关闭贴片机的机盖,解除贴片机的紧急停机状态。
6
使贴片机复位。
按操作面板上的 [RESET ( 复位 )] 按钮,使贴片机复位。
n
要点
通过按 [RESET ( 复位 )] 按钮,使顶板下降,传送装置移动到传板位置。
3-12
3
1.6.2 调整基板压板
1
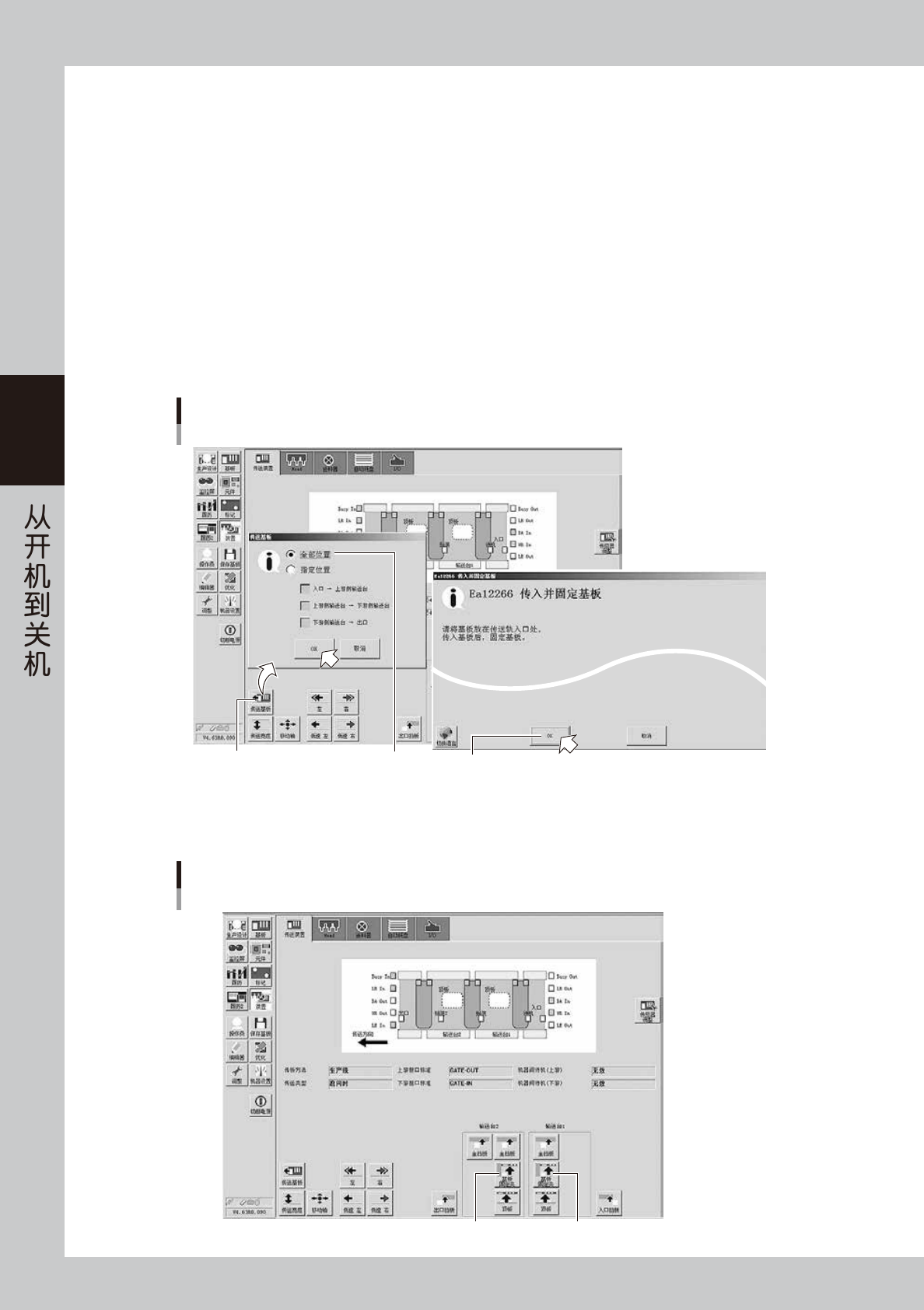
传入基板。
■ YSM20R 单轨机型、YSM20WR 双轨机型时
1. 按 [ 装置 ] -“传送装置”画面的 [ 传入基板 ] 按钮。
2. 显示“传入并固定基板”确认画面之后,在贴片机传送轨的入口位置放置基板。
3. 按“传入并固定基板”确认画面的 [OK] 按钮,基板被传入并被固定在贴装位置。
■ YSM20R 双段输送台机型时
1. 按 [ 装置 ] -“传送装置”画面的 [ 传送基板 ] 按钮。
2. 显示“传送基板”确认画面。确认“全部位置”单选按钮为选中状态之后,按 [OK] 按钮。
3. 显示“传入并固定基板”确认画面之后,在贴片机传送轨的入口位置放置基板。
4. 按“传入并固定基板”确认画面的 [OK] 按钮,基板被出传入并被固定在上游侧输送台的贴装位置。
传入基板
以双段输送台机型的 [装置] -“传送装置”画面为例
[传送基板] 按钮
将基板放在入口位置之后,按[OK] 按钮
选中“全部位置”
26311-KMK-00
2
使基板固定夹下降。
在 [ 装置 ] -“传送装置”画面,按对象输送台的 [ 基板固定夹 ] 按钮,使基板固定夹下降。
使基板固定夹下降
以双段输送台机型的 [装置] -“传送装置”画面为例
输送台1 的 [基板固定夹] 按钮输送台2 的 [基板固定夹] 按钮
26312-KMK-00
3-13
3
3
e
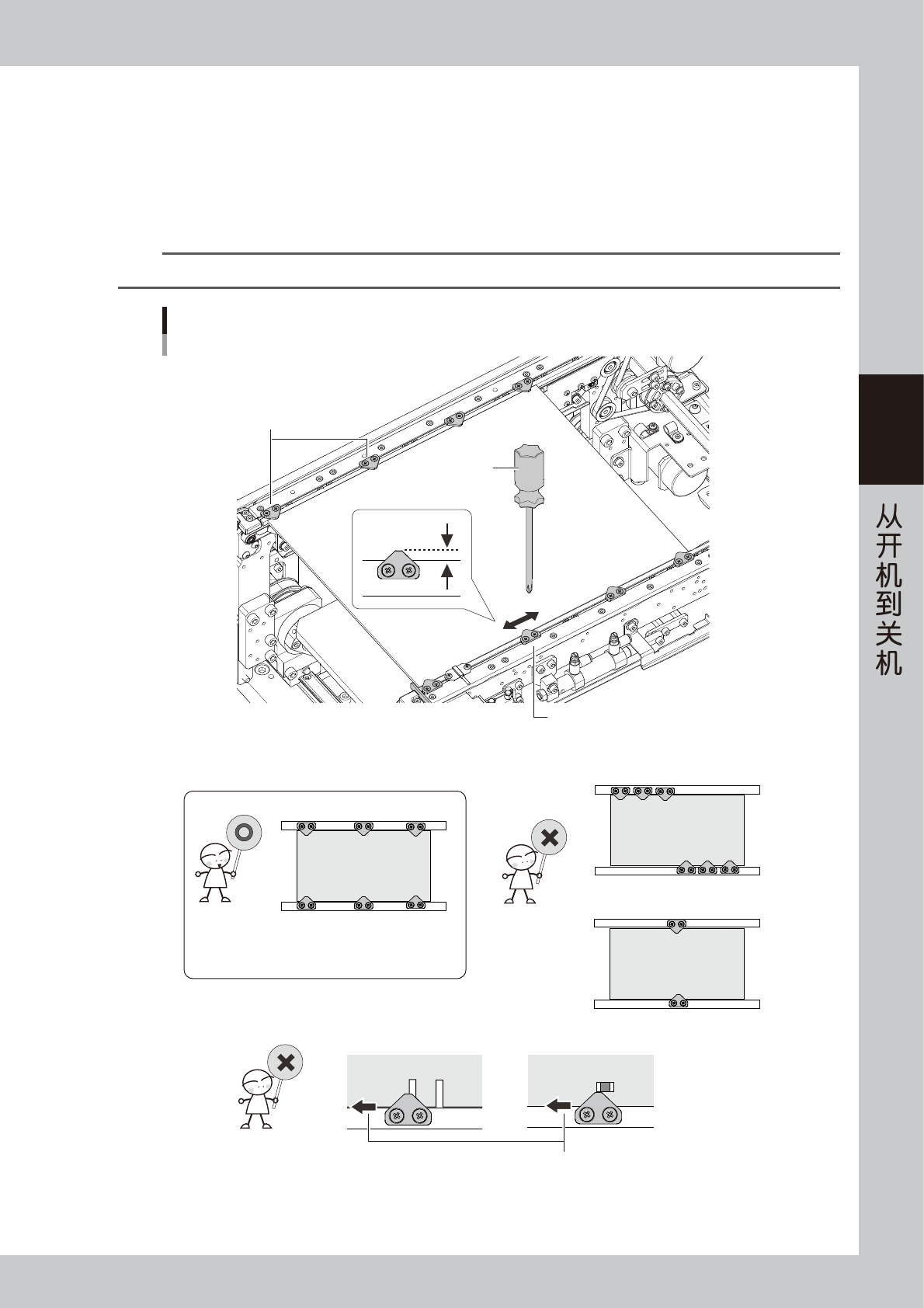
调整基板压板的位置。
1. 按急停按钮之后,打开贴片机的机盖。
使用一次性换料车的机型,需将料车从贴片机上拆下。
2. 用十字螺丝刀拧松基板压板的螺丝 ( 无需拆卸 )。
3. 根据基板的大小与形状,向左或向右移动基板压板调整位置。
4. 固定基板压板。
参考
如下图所示,基板压板的顶点距传送轨的距离为 3mm。
调整基板压板的位置
以双段输送台机型的输送台1为例
十字螺丝刀
基板压板
拧松螺丝之后移动基板压板
- 基板压板排列不均匀
- 基板压板太靠近元件
■ 调整基板压板位置的要点
- 均匀排列基板压板
- 基板压板附近无切槽等
- 基板压板太少
- 基板压板压在了基板的切槽部
移动基板压板,避开这些部位。
3mm
25304-KMK-00