YSM20R_YSM20WR_Ope_C.pdf - 第152页
2-53 2 2 将料车推入贴片机中。 SS 料车时 1. 打开贴片机的安全机盖。 2. 将料车移到料车安装位置的正面。 3. 双手把住料车的把手,将料车笔直推入贴片机的安装位置中。 4. 关闭贴片机的机盖。 ZS 料车时 1. 将料车移到料车安装位置的正面。 2. 双手把住料车的把手,将料车笔直推入贴片机的安装位置中。 将料车推入贴片机中 以ZS料车为例 把手 25221-KMK-00 3 将 料车夹固开关向左旋至“ON( 夹固 )…
2-52
2
4.1.3 将一次性换料车安装在贴片机上
下面,介绍将一次性换料车 ( 以下简称“料车”) 安装在贴片机上的方法。
n
要点
使用哪种料车由贴片机的规格决定。1 台贴片机无法同时使用 SS 用料车与 ZS 用料车。
1
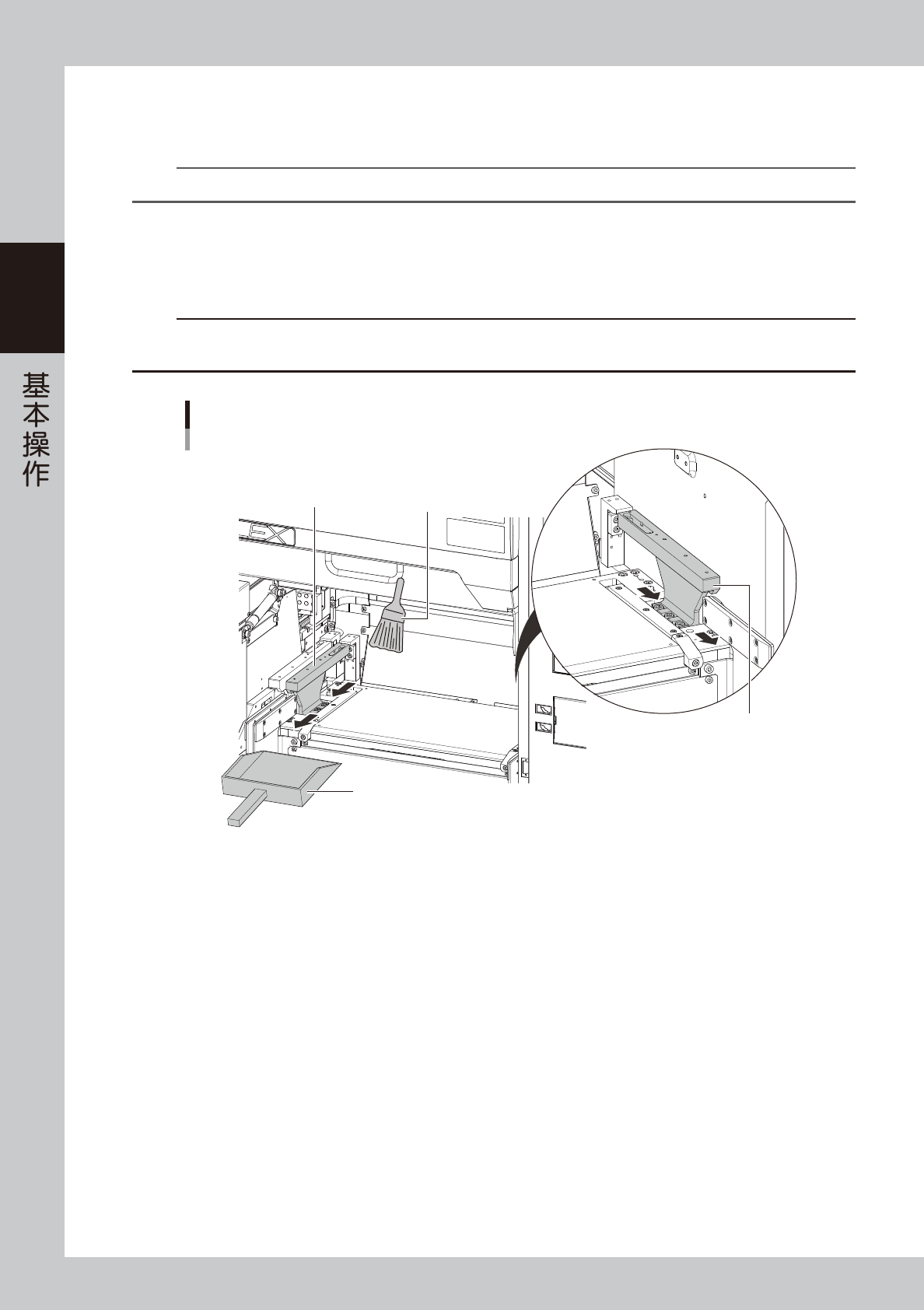
清洁贴片机上的料车夹固部。
夹固料车之前,先清洁贴片机上的料车夹固部。
使用随机附带的软刷或家用吸尘器 ( 或选购件吸尘工具 ) 清除料车夹固部上的尘屑或异物。
c
注意
将料车安装在贴片机上时,若料车夹固部粘附有元件或尘屑等,送料器将会倾斜导致无法正常吸取元件。
此外,有异物进入料车夹固部的连接器部时,可能会引起短路而损坏设备。
清洁料车夹固部
料车夹固部
用撮箕等接住尘屑
软刷
料车夹固部
25220-KMK-00
2-53
2
2
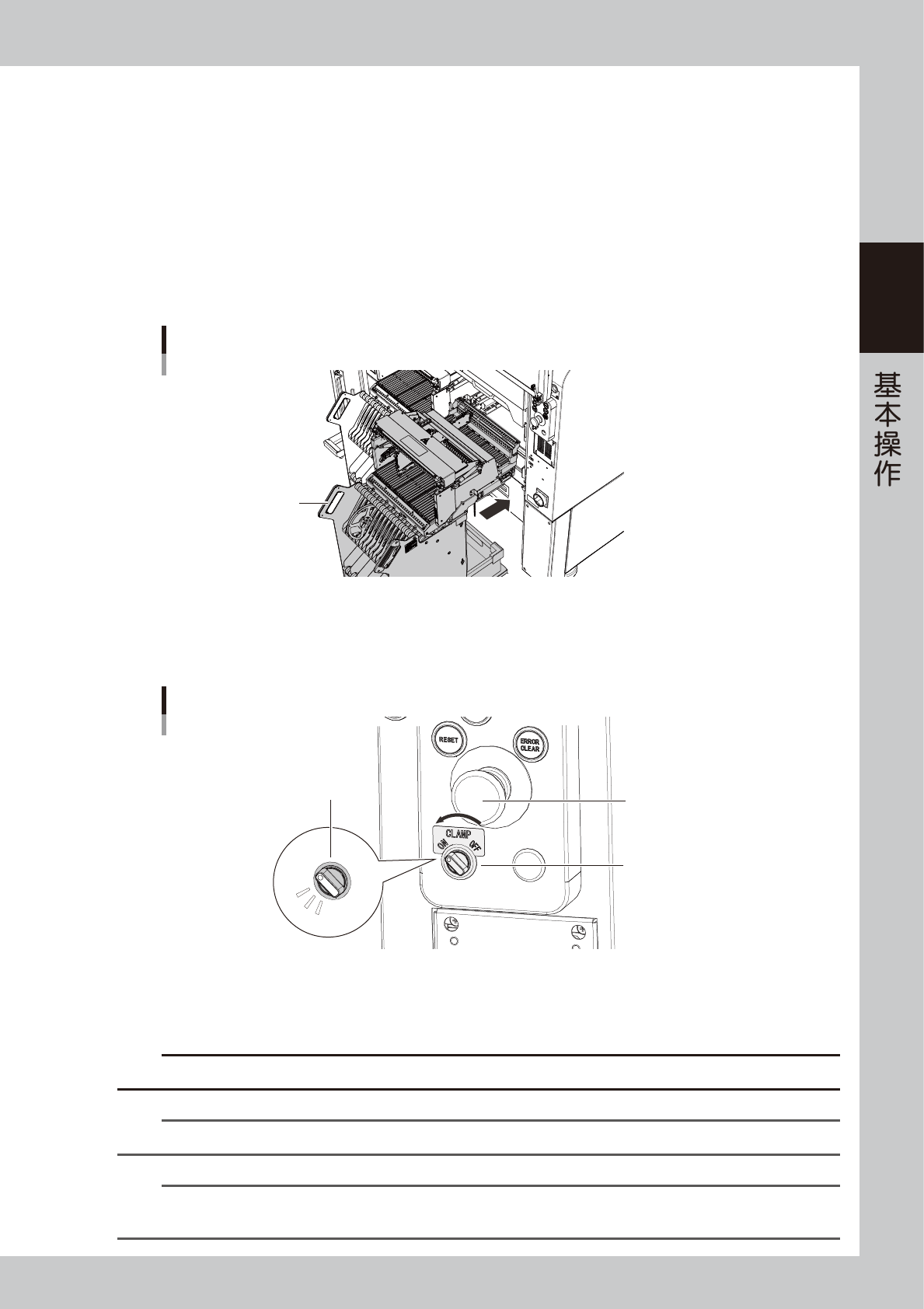
将料车推入贴片机中。
SS 料车时
1. 打开贴片机的安全机盖。
2. 将料车移到料车安装位置的正面。
3. 双手把住料车的把手,将料车笔直推入贴片机的安装位置中。
4. 关闭贴片机的机盖。
ZS 料车时
1. 将料车移到料车安装位置的正面。
2. 双手把住料车的把手,将料车笔直推入贴片机的安装位置中。
将料车推入贴片机中
以ZS料车为例
把手
25221-KMK-00
3
将料车夹固开关向左旋至“ON( 夹固 )”。
将与料车安装位置对应的料车夹固开关向左旋至“ON ( 夹固 )”,料车夹固开关的指示器开始闪烁。
贴片机侧的料车夹固部下降夹固料车。之后,贴片机与料车、送料器自动开始确认通信。
料车夹固开关
以英文按钮名为例
料车夹固开关
急停按钮
指示器闪烁
25222-KMK-00
4
确认料车夹固开关已亮灯。
贴片机与料车、送料器的通信确认结束之后,夹固开关的指示器会变为亮灯。
c
注意
料车夹固开关为闪烁状态时,请勿触摸料车、送料器与贴片机。贴片机的料车夹固部下降,可能会夹伤手指。
n
要点
贴片机的机盖为打开状态时,即使转动料车夹固开关,贴片机的料车夹固部也不会下降。
n
要点
贴片机料车安装位置的里侧左部装有接近传感器,称为“前进端传感器”。料车被推入到位时,该传感器会发生反应。若在该传感
器无反应的状态下转动料车夹固开关,贴片机的料车夹固部是不会下降的。
2-54
2
4.1.4 在基板程序中设定带装元件
将送料器安装在贴片机上之后,还需要在贴片机中读入基板程序并设定送料间距。
1
确认带装元件的送料间距。
在设定之前先确认带装元件的送料间距。
2
打开 [ 元件 ]-“基本”画面。
1. 按“生产设计”画面的 [ 选择基板 ] 按钮,选择并读入基板程序。
2. 按 [ 元件 ] 按钮,打开“基本”画面。
3
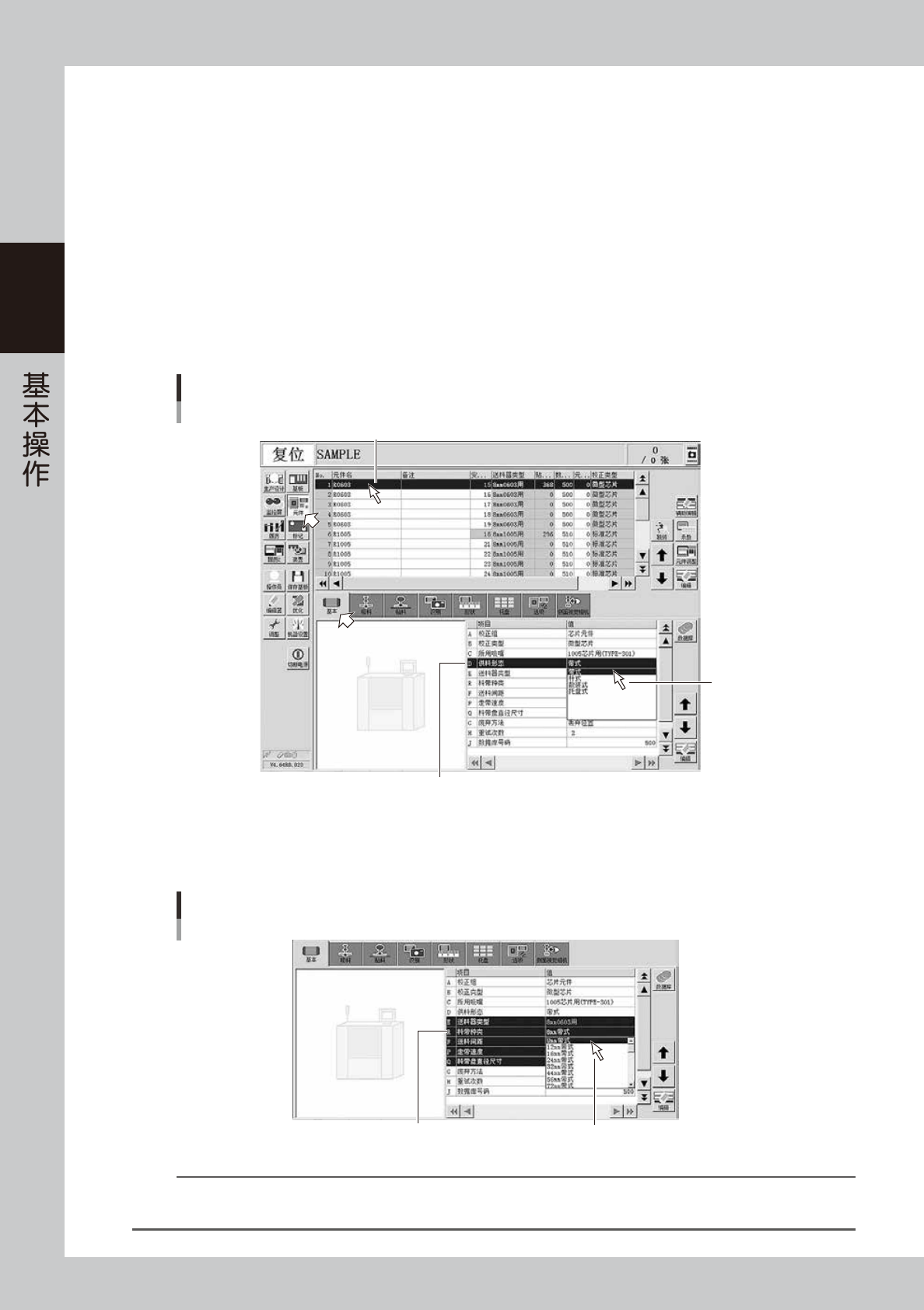
设定“供料形态”。
选择需要设定参数的元件之后,从“供料形态”下拉框中选择“带式”。
带装元件
供料形态
供料形态
带式
选择需设置参数的元件
26227-KMK-00
4
设定“料带种类”。
从“料带种类”下拉框中选择准备使用的料带种类。
带装元件
料带种类
料带种类
从下拉框中选择料带种类
26228-KMK-00
参考
‧
若更改了“供料形态”,“料带种类”也会随之改变,需要重新设定。
‧
带装元件无需设定“送料器类型”参数。