00195376-05_SM_D1_D1i_D2_D2i_EN.pdf - 第183页
Service Work 4.7.1 Pneumatic Unit Manometer [03043756] Pneumatic Unit Service Manual SIPLACE D1/D1i/D2/D2i 183 ► After exchanging the cable for t he change over table and/or the communications unit: Note the DANGER text …
Service Work
Changeover Table 4.6.6 Final Steps
182 Service Manual SIPLACE D1/D1i/D2/D2i
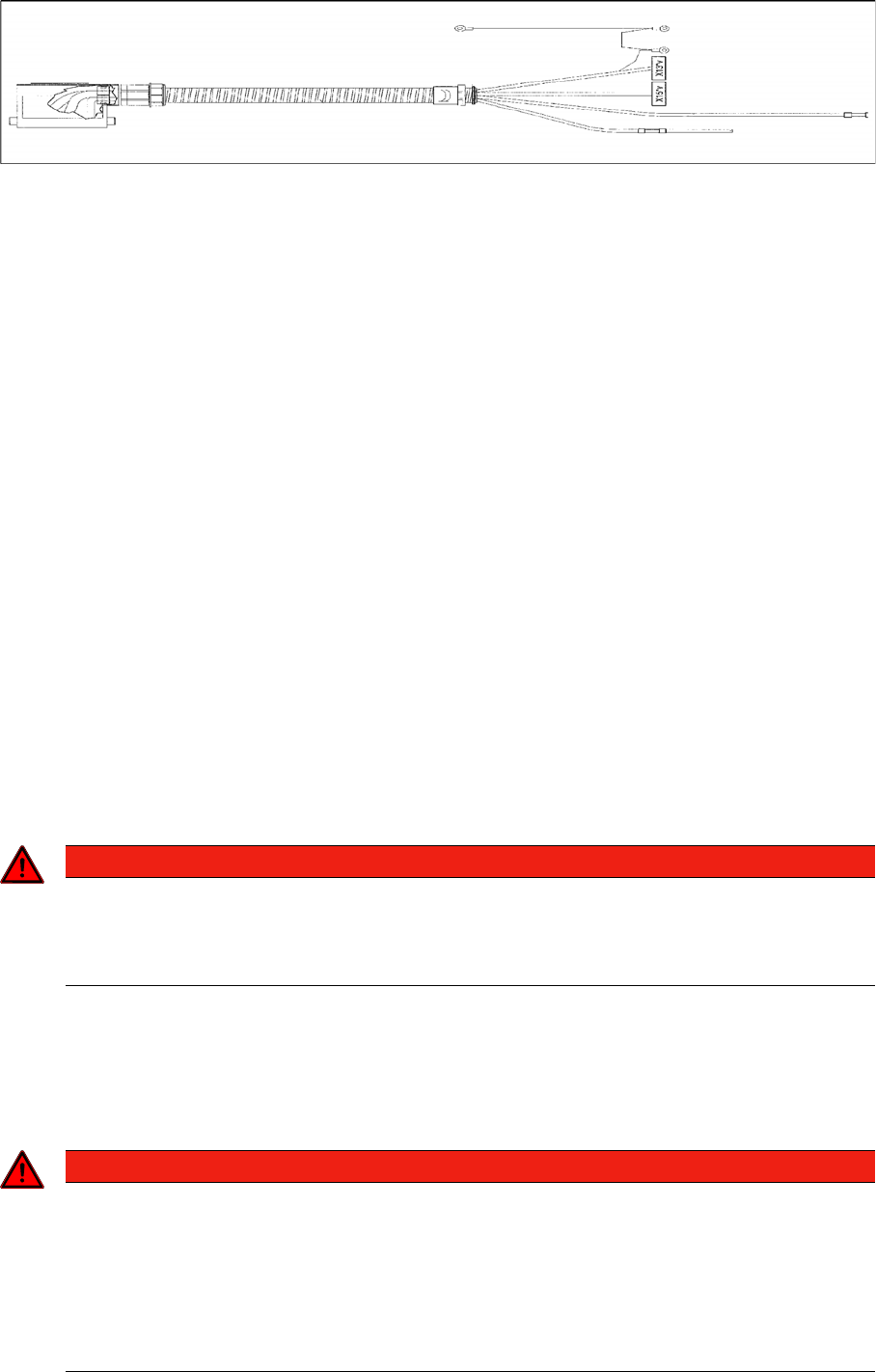
Cable for changeover table (D4 shown as example)
► Feed the new cable into the cord grip from the top to the bottom.
► Plug in the communication unit connection cable and reconnect the pneumatic system.
► Run the cable and attach cable ties.
► If you have no further parts to be exchanged, perform the appropriate "Final Steps", including a table
function check with SITEST.
See also
4.6.6 Final Steps [ ➙ 182]
4.6.6
4.6.6 Final Steps
Final Steps
► Check the contact surface for the feeder modules on the changeover table:
If necessary, clean the surface, as described in the User Manual in chapter "Maintenance".
► Place the feeder modules incl. the tape reels in the right order on the changeover table (in accord-
ance with the specifications for setup optimization).
If an external setup location is available, perform the setup there, incl. inserting the tapes and check-
ing the allocations „Feeder module / track“ and „Component/ track“.
► Connect all feeder modules to the relevant jack of the communications unit (changeover table termi-
nation panel).
► Switch the machine on. The compressed air is attached. Move the changeover table back into the
machine and connect it. To do this, plug in the changeover table and lower it onto the changeover
table rest and centering point.
Perform the steps in the correct order!
► Make sure that the changeover table has been correctly inserted into the machine!
► Reconnect to the power supply supply.
► If this has not been done yet, insert the tapes now and check the allocation of feeder module and
component (component bar code scanner).
► Step / transport the first component into the pickup position. VISUALLY CHECK the front of the mod-
ule to see if all tapes move smoothly into the empty-tape duct.
DANGER
Guard (dummy module)
The changeover table, which has been moved into the machine, must always be completely
equipped with feeder modules or dummy modules (see User Manual and Service Manual,
chapters " "Operational Safety").
DANGER
The SITEST program may only be started by personnel who have been trained in its use by
Siemens and are therefore authorized to do so.
► The cutter must also be completely assembled for work with the SITEST program. The
changeover table must be moved into the machine and docked correctly.
► The changeover table, which has been moved into the machine, must always be completely
equipped with feeder modules or dummy modules (see User Manual and Service Manual,
chapters " "Operational Safety").
Service Work
4.7.1 Pneumatic Unit Manometer [03043756] Pneumatic Unit
Service Manual SIPLACE D1/D1i/D2/D2i 183
► After exchanging the cable for the changeover table and/or the communications unit:
Note the DANGER text regarding the SITEST program.
Load the SITEST program and check the changeover table functions.
► Exit the SITEST program.
► Start the placement process.
4.7
4.7 Pneumatic Unit
Pneumatic Unit
4.7.1
4.7.1 Pneumatic Unit Manometer [03043756]
Pneumatic Unit Manometer [03043756]
Supply pressure
CAUTION
Prolonged interruptions to the compressed air supply can cause damage.
When the machine is switched on, do not use the stop valve to interrupt the compressed air
supply for more than 30 minutes. If you need to shut off the compressed air system for longer
in order to carry out maintenance or servicing work, you must switch the placement system off
at the main switch and disconnect it from the power supply.
CAUTION
Risk of injury from compressed air!
NEVER disconnect compressed air lines while they are still pressurized. Risk of injury!
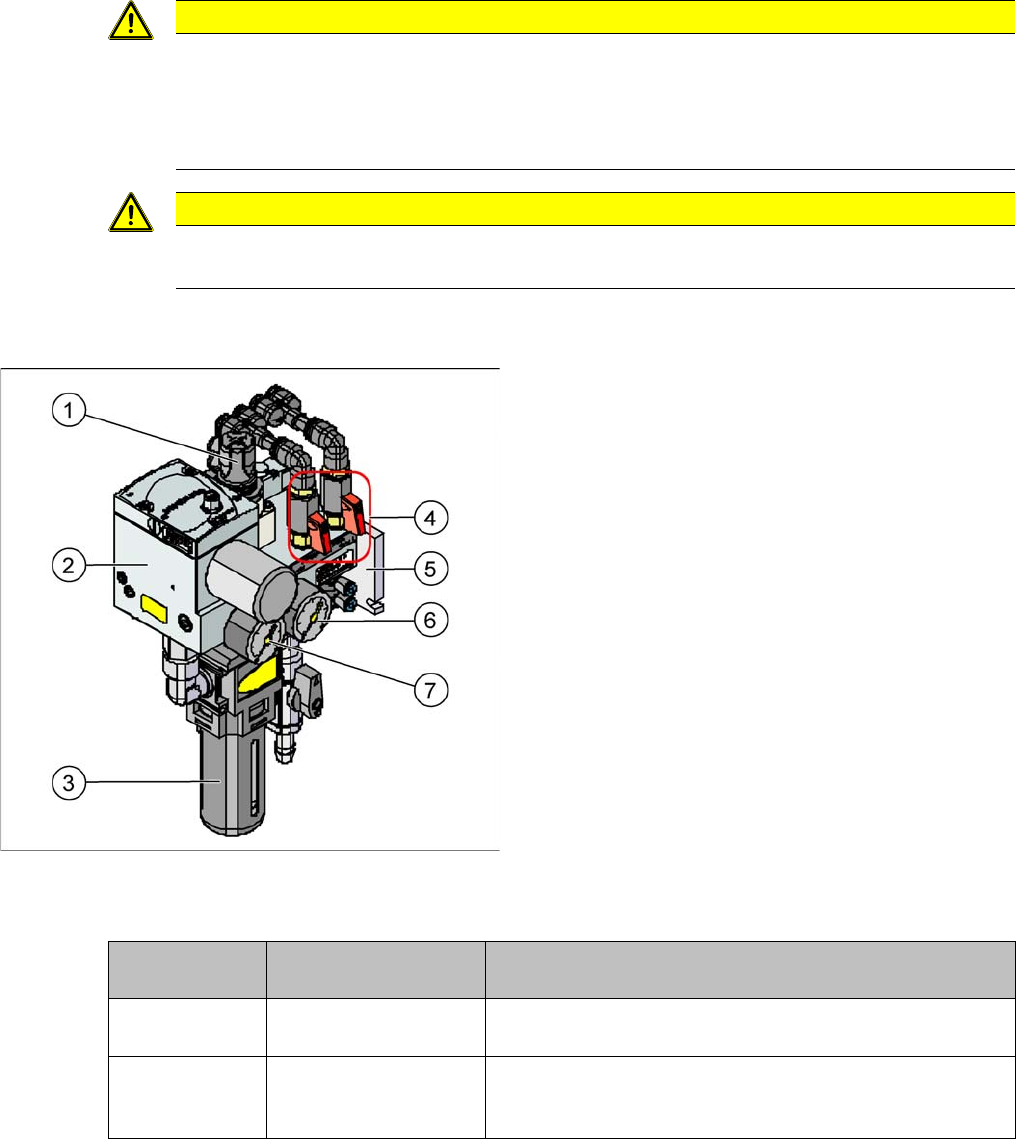
Legend
1. Pressure regulator for setting the bulkcase feeder
pressure
2. Centronic flange
3. Compressed air filter
4. Pressure shutoff taps for gantry(ies)
5. Fixtures for pneumatic unit
6. Manometer – bulkcase conveyor
7. Manometer – regulated pressure
Manometer /
Pos. No.
Target pressure Description
(6) 2.5 bar (+/- 0.5 bar)
(manually set)
(For bulkcase, nozzle changers C&P6/12)
(7) 5.1 (+/- 0.1 bar)
(electronically regulat-
ed)
For tape cutters, conveyors, changeover tables
For gantries (vacuum for C&P head and Twin head)
Service Work
Cutter 4.8.1 Replacing the Cutter [03041953]
184 Service Manual SIPLACE D1/D1i/D2/D2i
4.8
4.8 Cutter
Cutter
4.8.1
4.8.1 Replacing the Cutter [03041953]
Replacing the Cutter [03041953]
Removal/Installation
4.8.2
4.8.2 Replacing the Articulated Joint on the Short-Stroke Cylinder [03000518-xx]
Replacing the Articulated Joint on the Short-Stroke Cylinder [03000518-xx]
Removal
► Move the relevant component trolley out of the ma-
chine.
► Switch off the machine.
► Dismantle the bumper for the changeover table (2 x
screws each on left and right).
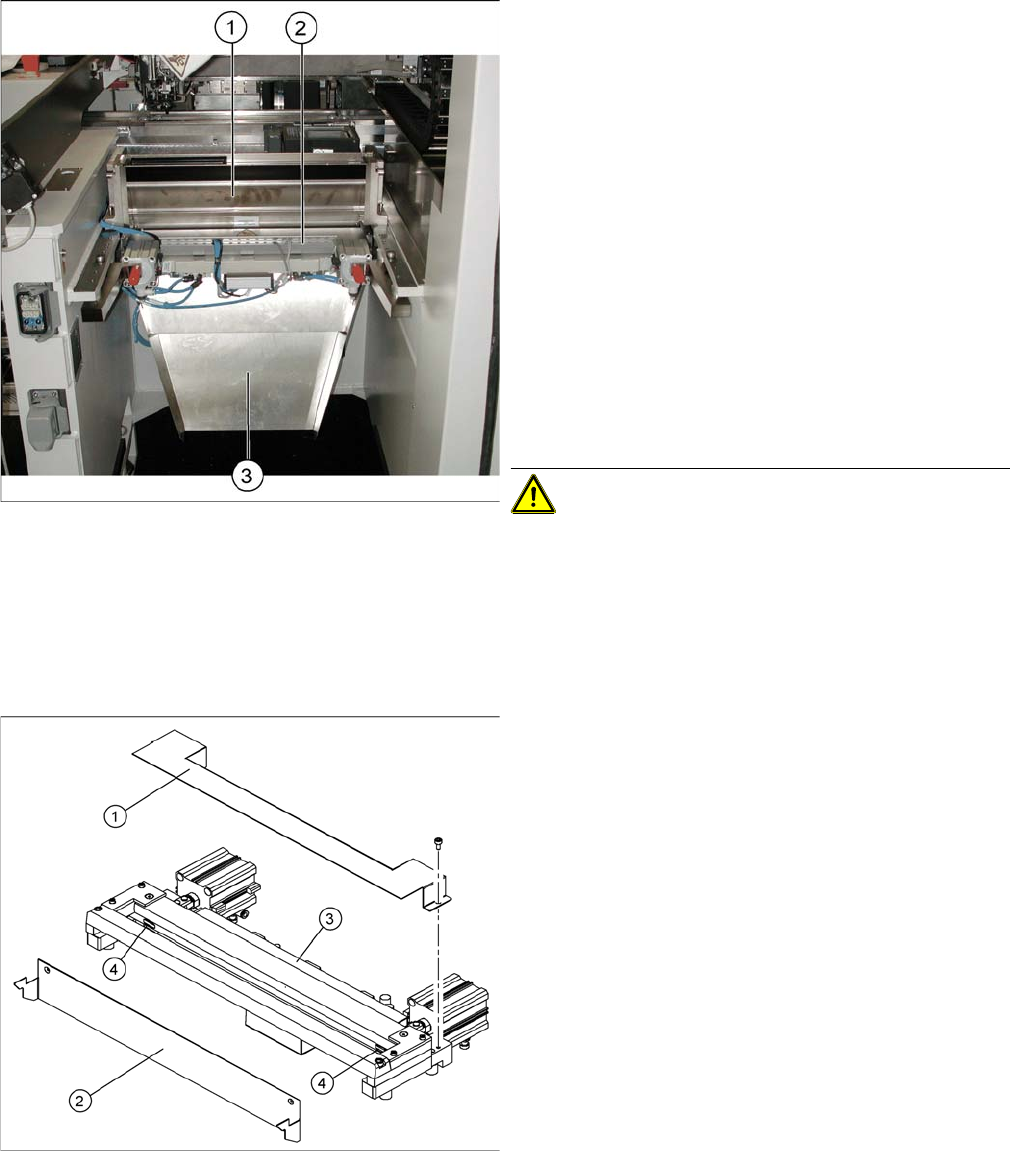
► Dismantle the empty tape duct (1). To do this, loosen
the 4 fitting screws for the empty tape duct, from
above.
► Dismantle the waste slide (3). To do this, loosen the
4 corresponding fitting screws, from below.
► Disconnect or unscrew all leads to the tape cutter (3)
(CAN, 2x compressed air, voltage supply). Open the
cable duct to do this.
► Loosen the 4 fitting screws for the tape cutter, from
below.
► Lift the tape cutter upwards and out.
CAUTION! Heavy machine part!
► To fit the tape cutter again, follow the above instruc-
tions in the reverse order.
► Dismantle the empty tape duct.
► Dismantle the component trolley feed device, the two
bumpers for the component trolley (on the left and
right) and the cutter.
► Loosen the cover plate (2).
► Open the cable duct (3) and remove all cables.
► Remove the cover plate (1).
► Remove the caps (4) on the fastening screws.